
MVP launches Fast Flow LRTM process to speed closed mold part production
Increasing part production by decreasing injection times, Fast Flow LRTM is said to be capable of injecting a 50 square foot part in under four minutes using only one injection port.





Photo Credit: MVP
Magnum Venus Products (MVP; Knoxville, Tenn., U.S.) a global manufacturer of fluid movement and production solutions for industrial applications, launched on August 17 a new process for closed molding to increase part production by decreasing injection times. The new technique, named Fast Flow LRTM, is said to be a blend of MVP’s flex molding process and light resin transfer molding (LRTM) and uses collapsible resin channels for a faster resin flow.
According to MVP, the process resulted in the need to meet faster cure times for large parts using high viscosity resins such as fire retardant materials. Further trials and testing are currently underway with a large automotive manufacturer.
The company notes that when using a traditional LRTM mold, the resin flow speed is dependent on the distance between the resin channel and center of the part during injection. Utilizing the same silicone collapsible resin channels developed for its flex molding process, MVP’s Fast Flow LRTM technique uses a unique channel arrangement allowing channels to be installed closer together to decrease the resin flow distance and speed up injection times. This process is said to be capable of injecting a 50 square foot part in under four minutes using only one injection port, while also delivering a good back side surface aspect equivalent to traditional LRTM. By injecting the resin from the center to the border, the part demolds with a finished look and no visible resin channels, wasted materials or excess resin.
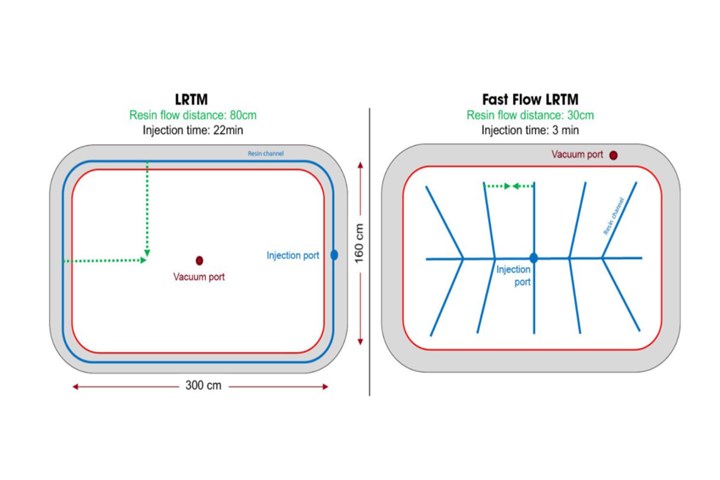
Fast Flow LRTM uses a unique resin channel design with the injection port located at the center of the part. By injecting the part from the center to the border, the part can be precisely finished with no trimming required. Photo Credit: MVP
Related Content
-
Plant tour: Aernnova Composites, Toledo and Illescas, Spain
RTM and ATL/AFP high-rate production sites feature this composites and engineering leader’s continued push for excellence and innovation for future airframes.
-
McClarin Composites partners with ExxonMobil to accelerate high-speed RTM
Multimillion-dollar investment to drive next-gen automated RTM technology will open new applications and markets for composites OEMs.
-
All-recycled, needle-punched nonwoven CFRP slashes carbon footprint of Formula 2 seat
Dallara and Tenowo collaborate to produce a race-ready Formula 2 seat using recycled carbon fiber, reducing CO2 emissions by 97.5% compared to virgin materials.








