



IS Groupe and Arkema have patented ISW (Innovative Solution for Welding) using mobile susceptors to achieve >85% of properties vs. autoclaved CFRP reference laminates in trials for STELIA Aerospace and now being evaluated by Latécoère and Collins Aerospace Structures. SOURCE | IS Groupe
The Institut de Soudure Group (IS Groupe, Villepinte, France) — literally “the welding institute” of France — has more than 100 years of experience in welding metals and is now establishing itself as a leader in welding thermoplastic composites. As reported in CW’s 2018 feature “Welding thermoplastic composites”, IS Groupe and its composites brand Composite Integrity developed the “dynamic induction welding” process used to join carbon fiber (CF)/polyetherketoneketone (PEKK) unidirectional (UD) tape stringers and fuselage skins in the “Arches TP” demonstration project with Airbus Tier 1 supplier STELIA Aerospace (Toulouse, France), which was unveiled at the 2017 Paris Air Show.
IS Groupe worked with STELIA Aerospace to induction weld a thermoplastic composite helicopter fuselage/tailboom using its dynamic induction welding process in the ARCHES BOX TP project. SOURCE | IS Groupe.
“This was the start of our development with induction welding for aeronautical structural parts,” explains Jérôme Raynal, aeronautics & composites director for IS Groupe. “Though the dynamic induction welding process we developed was successful, it had some limitations regarding performance in the radius of the bonded stringer and global heating of the panel because there is no susceptor at the interface.”


A susceptor is a material placed between the two adherends of a welded thermoplastic composite joint that is heated by the induction coil in the welding head. The susceptor may be electrically conductive for resistive heating or magnetic for hysteresis heating, melting the matrix at the weld interface which is simultaneously pressed together to create a fusion-bonded joint with very high strength. As explained by the Jan 2000 paper, “Design of a Resistive Susceptor for Uniform Heating During Induction Bonding of Composites” by Bruce Fink, Shridhar Yarlagadda and John W. (Jack) Gillespie, susceptors used in induction-welded thermoplastic composites were initially a metal screen or mesh, sometimes impregnated with polymer.
IS Groupe believed the initial issues it encountered could be solved with more development. “We began a new round of internal reflection,” says Raynal. This included discussions with thermoplastic (TP) materials supplier Arkema (Colombes, France) which proceeded into a development partnership. “We have now developed and co-patented new technology with Arkema called Innovative Solution for Welding (ISW),” Raynal adds.
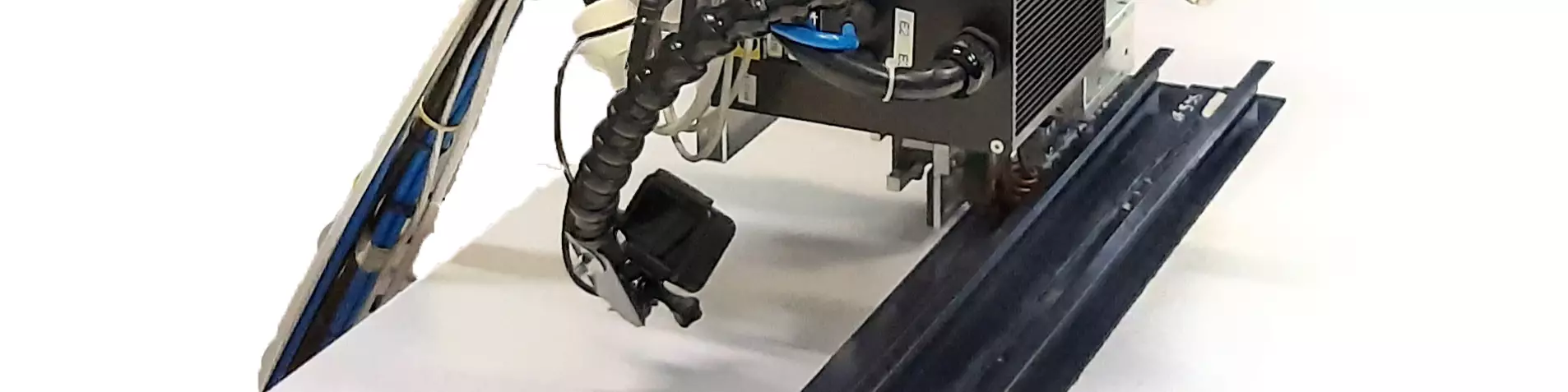
ISW uses a susceptor that is linked to and moves with the induction coil in the welding head as well as an interface ply of unreinforced or low fiber-volume thermoplastic matrix, which can be tailored per application. SOURCE | IS Groupe, Arkema.
ISW basics
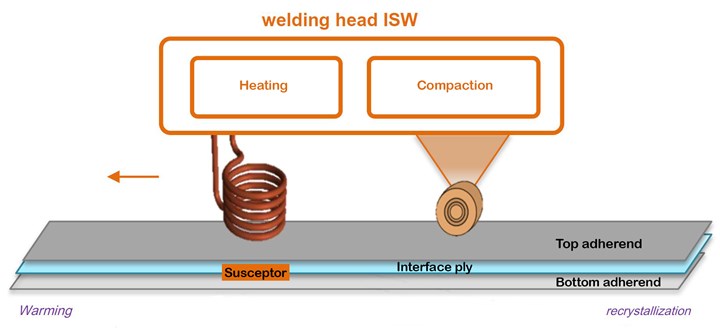
“The basis of ISW is to use a susceptor to heat the weld interface, but this is a mobile susceptor linked to the welding head,” Raynal explains. “The susceptor allows us to perfectly locate the heating zone at the weld, but the welding head with susceptor is moving so that nothing remains in the interface to disturb the welded structure’s properties.” In early iterations of induction welding, metal mesh susceptors were left in the weld, but this was seen as undesirable. More recent techniques have been able to eliminate susceptors because the carbon fiber in common aerospace laminates is electrically conductive. This has also enabled the use of carbon fiber materials as susceptors.
Another part of the ISW solution is to use a pure TP matrix or low-fiber-volume ply at the weld interface to augment resin flow. The melt temperature and viscosity of this interface ply can be adjusted and may also be functionalized to provide electrical conductivity or isolation to prevent galvanic corrosion, for example between carbon fiber and aluminum or steel.
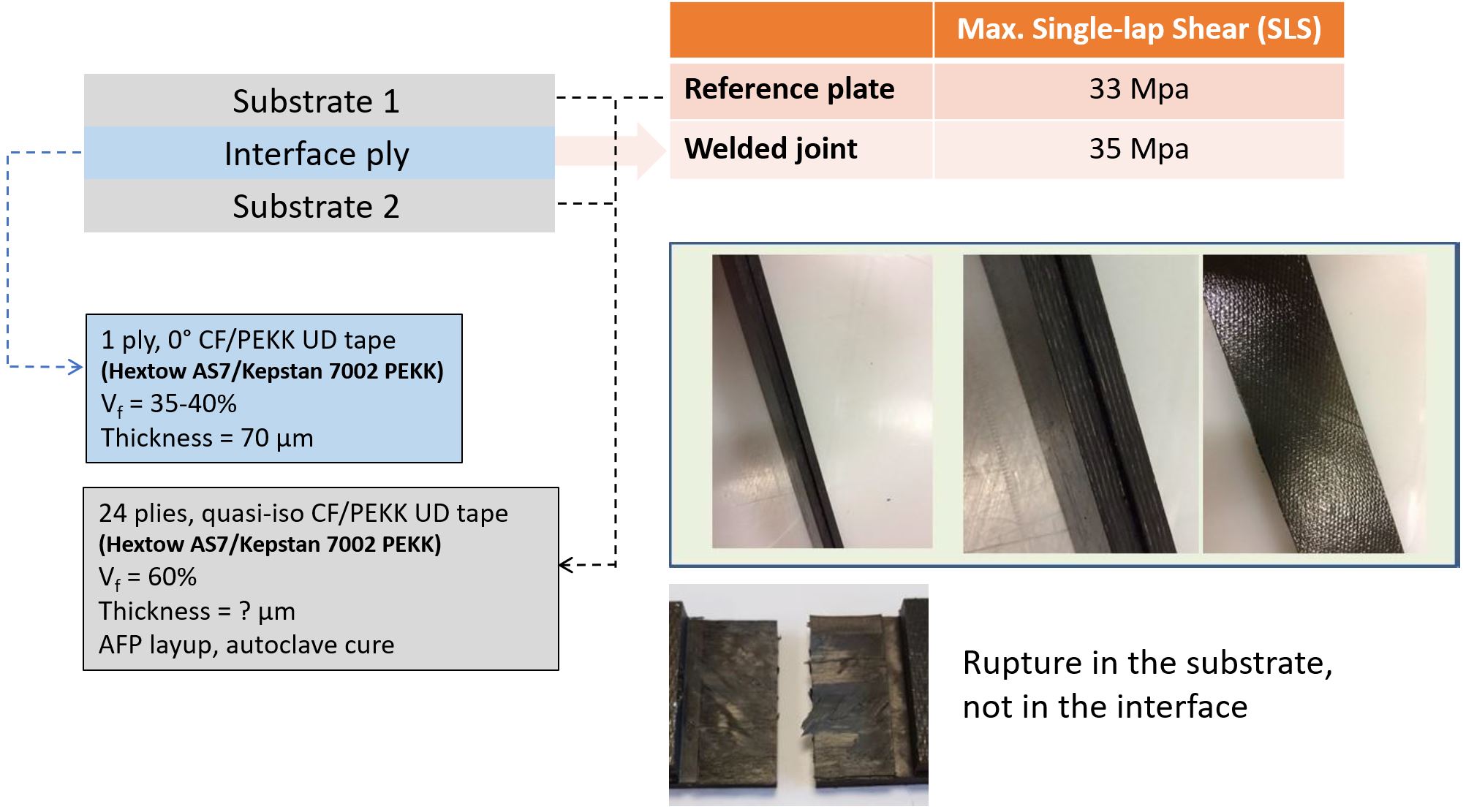
Initial results for ISW trials, which used Hexcel Hextow UD tape and Arkema Kepstan 7002 PEKK, presented Nov 28, 2019, SAMPE France. SOURCE | IS Groupe, Arkema
ISW results
“We end up with a joint coefficient of 80-90%,” Raynal says. Joint coefficient corresponds to the strength of the weld and is used with metal, plastics and composites. “In single lap shear testing of two preconsolidated plates welded together using ISW, we have achieved 80-90% of the properties of the unwelded, autoclave-consolidated reference plates.” These trials used UD tape made with Hextow AS7 carbon fiber (Hexcel, Stamford, Conn., U.S.) and Arkema Kepstan 7002 PEKK.
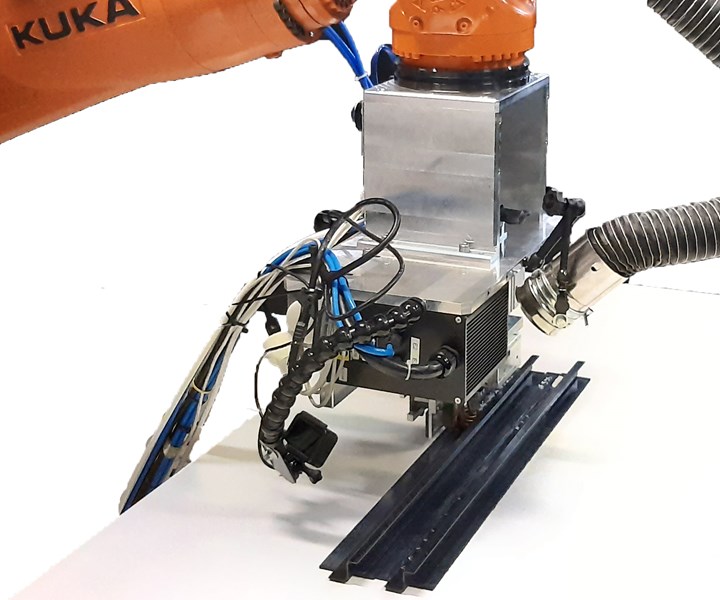
Raynal says ISW can be used to weld any kind of matrix: PE, PA, PEKK, PEEK, as well as carbon, glass or aramid fiber-reinforced thermoplastic composites. “We have also shown it is no problem to weld components that have copper mesh for lightning strike protection (LSP), which is key for aerostructures production” he adds. ISW is designed to be fully automated with the welding head attached to a 6-axis robotic arm.
Temperature control
As explained in the Kirk/Yarlagadda/Gillespie paper above, a common problem with metal-mesh susceptors subjected to a magnetic field is the resulting nonuniform temperature distribution in the part being welded. “We are controlling this by using a susceptor to melt only the weld interface,” Raynal explains. “We sense temperature with a laser pyrometer which actually measures the edge of the susceptor from the side. So, we know exactly the temperature at the interface. We also use cooling to help manage the temperature and ensure sufficient crystallization in the thermoplastic material throughout the weld.”
STELIA stringer-skin welding trials
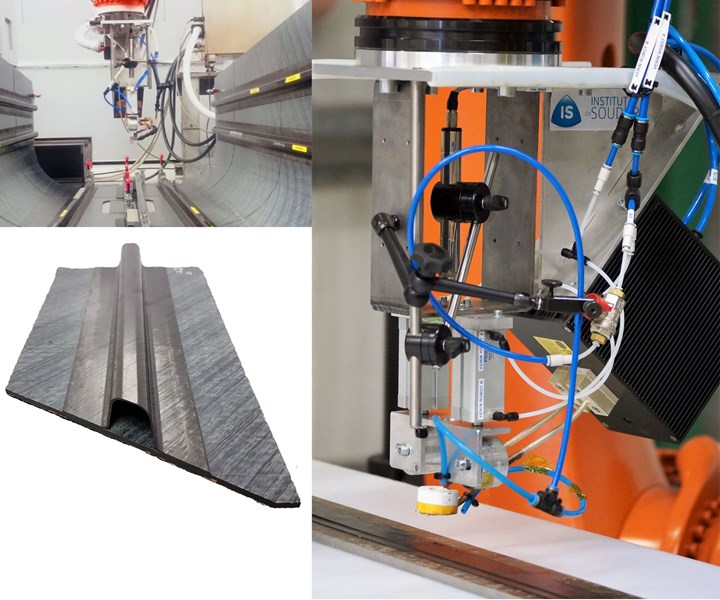
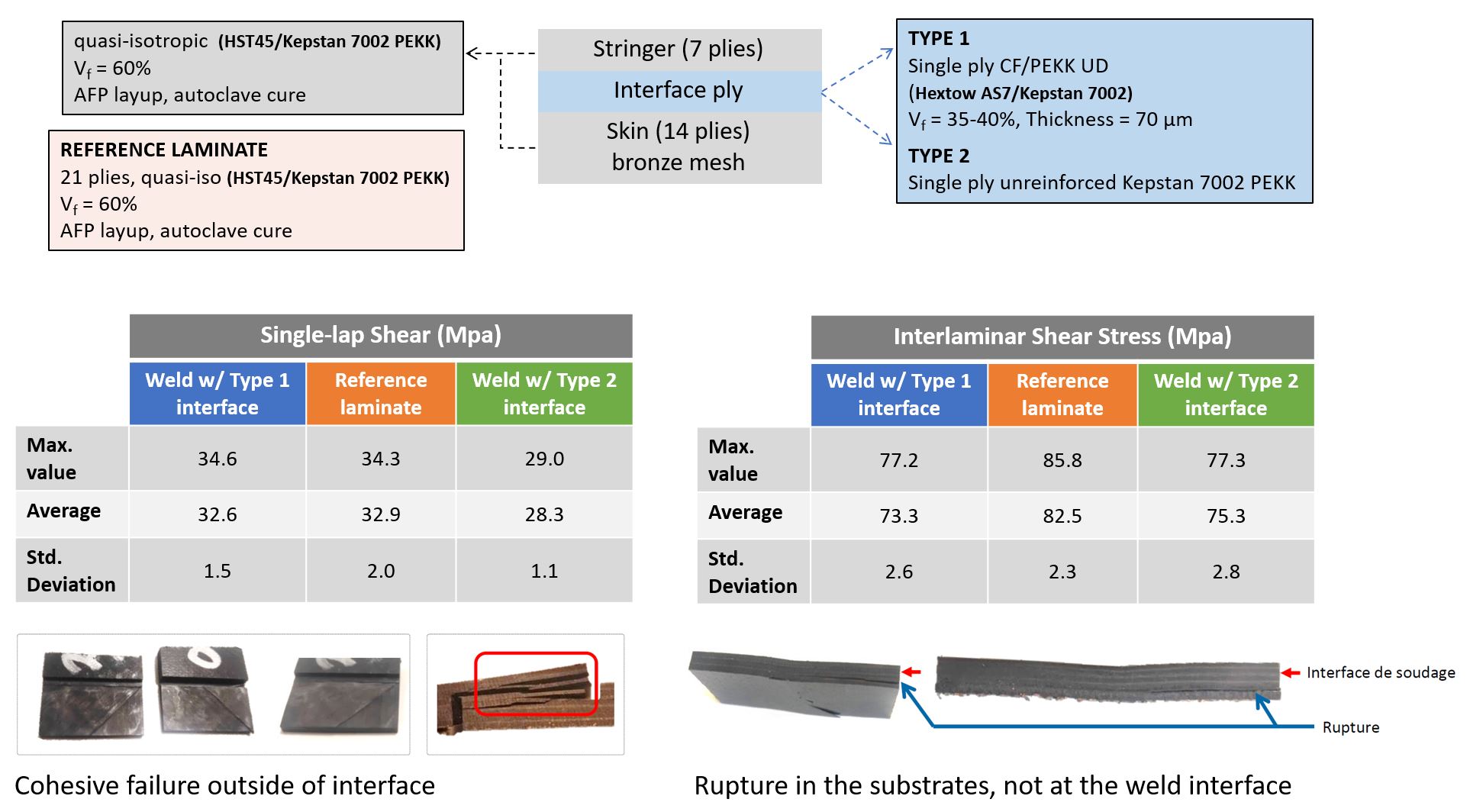
The Tier 1 supplier to Airbus, STELIA (Toulouse, France), is one of the first customers for this induction welding development. IS Groupe and Arkema performed a specific study for STELIA to weld a 7-ply CF/PEKK stringer onto a 14-ply skin with copper mesh for lightning strike protection (LSP). The final target is to weld structures 30 meters in length, with straight and double-curved sections. The components were made using 194 gsm UD tape comprising Tenax HST45 carbon fiber (Teijin, Osaka, Japan) and Kepstan 7002 PEKK. STELIA specified a homogeneous weld with a mechanical performance >85% of the autoclave-consolidated reference material and without thermal or mechanical property degradation of the adherends. It also requested a process that is robust with regards to change in adherend thickness. Chemical and property testing on the welded components was performed by IS Groupe.
IS Groupe and Arkema were able to meet STELIA’s requirements, achieving >85% of the single lap shear (SLS) and interlaminar shear strength (ILSS) performance compared to the autoclave-consolidated reference laminates. There was no unpacking or degradation in the component laminates or LSP mesh. The only area where they fell short is speed. STELIA requested a weld speed ≥ 1 meter/minute. “Currently, we are at 0.3 meters (10 inches) per minute,” Raynal concedes, “but we continue to work toward that target speed.” In there a limit in substrate thickness that can be welded? “We can weld thicknesses typical of aerospace structures and have welded 5-millimeter—thick components to a 5-millimeter substrate.”
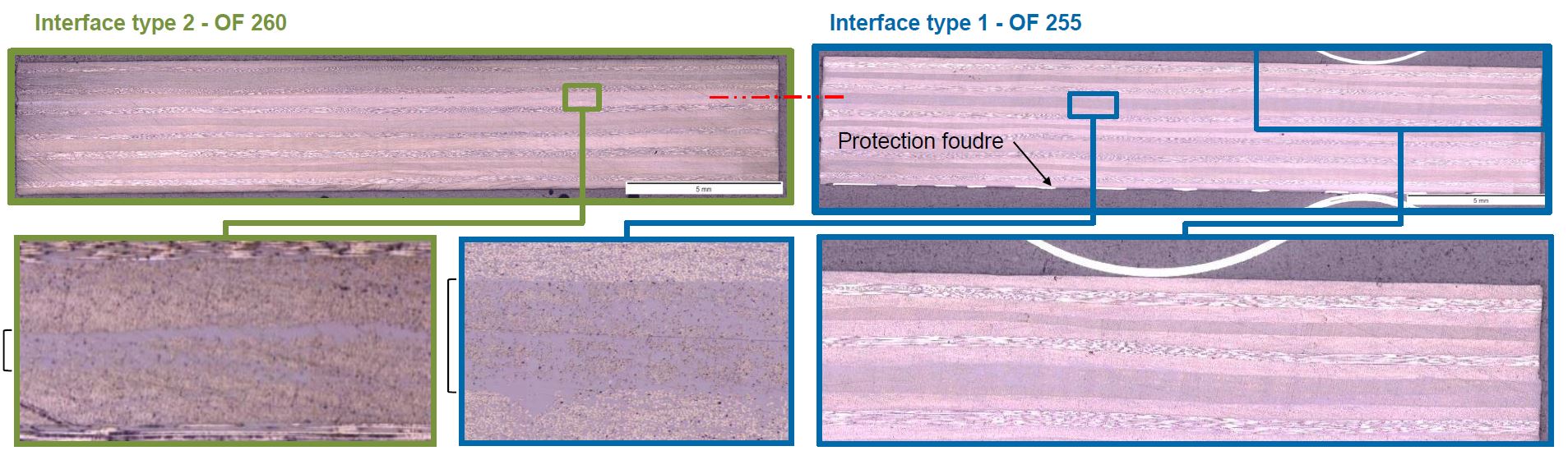
Results from ISW trials for STELIA Aerospace — including micrographs by IS Groupe — show a high-quality welds and failure in the substrate, not in the weld interface (marked by green box at left and blue box at right). “Protection foudre” is copper mesh lightning strike protection. Presented Nov 28, 2019, SAMPE France. SOURCE | IS Groupe, Arkema
Arkema partnership, opportunities and challenges
Why work with Arkema? “Because there is a relationship between the technology and the materials,” Raynal explains. “For example, the materials at the interface and their volume fraction make a difference. We are specialists on process, but we needed to work closely with a partner for materials. This joint development was necessary to completely optimize the welding technology.”
IS Groupe and Arkema are co-owners of the ISW technology and have protected this technology by a solid patent portfolio that includes already five French and International patent applications. ISW can be used with any thermoplastic composite matrix, and IS Groupe is demonstrating the technology through programs it has with companies in Europe and the U.S., including Latécoère (Toulouse, France), and Collins Aerospace Aerostructures (Chula Vista, Calif., U.S.).
For Arkema, the focus is on PEKK, Raynal says, noting its 2018 strategic alliance with Hexcel to develop CF/thermoplastic tapes for future aircraft, focusing on providing lower cost and faster production speeds for its customers. As part of this partnership, a joint R&D lab is being established in France.

The 4-year HAICoPAS project aims to optimize materials, manufacturing and assembling for low-cost, high-rate production of composite structures. SOURCE | Arkema.
The 13.5 million-euro, 48-month Highly Automatized Integrated Composites for Performing Adaptable Structures (HAICoPAS) project is a continuation of the Arkema-Hexcel strategic alliance. This all-French collaboration includes IS Groupe, as well as custom machine designer Ingecal (Chassieu), Coriolis Composites (Quéven), Pinette Emidecau Industries (Chalon Sur Saone) and a consortium of university laboratories. HAICoPAS will optimize the design and manufacturing of materials for composite parts production to achieve competitive cost at high speed. It also aims to develop a more productive technology for composite materials placement/layup and a new system for assembling final parts by welding with online quality control.
Targeted applications include aircraft primary structures, structural parts for the automotive industry and pipelines for the oil and gas industry. Recyclability and sustainability benefits provided by thermoplastic materials are also important for these markets and will be demonstrated and quantified in HAICoPAS.
“One of the benefits we can offer with ISW is a more than 50% reduction in electrical power required versus our dynamic induction welding process from 2017,” Raynal points out. “With conventional induction, you need high power to heat the surface. But with a susceptor at the interface, the surface you heat is much smaller, requiring much less energy.” He notes this also helps with avoiding decompaction in the radius of stringers. “If you heat too much, you can soften the material in the radius and allow the fibers here to move. So, we need to perfectly heat only the contact zone for the welded substrates without heating the radius. With ISW, this is not a problem.”
There are still thermal issues, however. “With flat shapes, thermal control is straightforward, but it becomes more challenging with increased shape complexity,” says Raynal. “For 2020, the main objective is to continue the development and achieve welding of stringers on skin at a representative scale. Our focus is also to introduce the technology into new aircraft development programs.”
For more details, see Composite Integrity at JEC World 2020, Hall 5, Booth N89.








Related Content

Proving thermoplastic composites match carbon fiber/epoxy performance in road bikes
CDCQ, LxSim, Addcomp and Argon 18 collaborate to optimize a carbon fiber/PA6 bike seat post, democratizing AFP and demonstrating materials and process for future designs and production.
Read More
Rocket Lab begins installation of large AFP machine for rocket production
The 99-ton AFP machine, custom-designed and built by Electroimpact, is claimed to be the largest of its kind, expecting to save around 150,000 manufacturing hours in the Neutron rocket’s production process.
Read More
Plant tour: BeSpline/Addcomp, Sherbrooke, QC, Canada
Composites automation specialist increases access to next-gen technologies, including novel AFP systems and unique 3D parts using adaptive molds.
Read More
Combining multifunctional thermoplastic composites, additive manufacturing for next-gen airframe structures
The DOMMINIO project combines AFP with 3D printed gyroid cores, embedded SHM sensors and smart materials for induction-driven disassembly of parts at end of life.
Read MoreRead Next

New horizons in welding thermoplastic composites
Latest developments in qualification, production and applications for aerospace and automotive.
Read More
Welding thermoplastic composites
Multiple methods advance toward faster robotic welds using new technology for increased volumes and larger aerostructures.
Read More