
Wet compression molding
Automated process cuts cycle time and cost for CFRP parts with potential for 65% fiber volume via Dynamic Fluid Compression Molding variant.




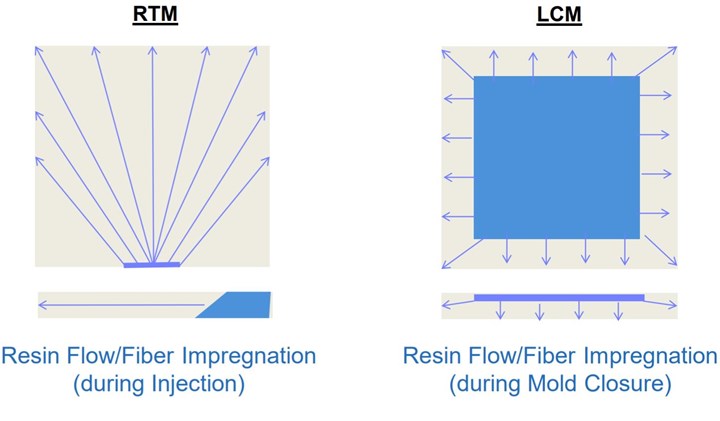
Wet compression molding, also called liquid compression molding (LCM), is a composites molding process where resin is applied to the top of a fabric blank. The wet blank is then transferred to the bottom tool in a set of matched molds, and compression molded in a press, which pushes the resin into the fabric, primarily in the z-direction.
SOURCE | Slide 10, “Liquid Compression Molding (LCM) Technology for Mass Production of Continuous Fiber Composite Epoxy Matrix Components”
Wet compression molding’s main advantages include the ability to apply resin outside of the mold, which frees up equipment for reduced cycle time and speeds resin impregnation versus the injection process required for resin transfer molding (RTM). The process also typically eliminates the preforming step, proceeding directly from wet fabric to a molded part. However, the process is best suited for flatter parts and less complex geometries. Also, both the blank and tooling must be designed to prevent wrinkles or other defects during molding.


Old becomes new again
Wet compression molding is not a new process. Molded Fiberglass Companies (MFG, Ashtabula, Ohio, U.S.) claims it has used the process for volume composites production since 1948. Typically, compression molding has been used to process bulk or sheet molding compound (BMC or SMC), as well as thermoplastic materials such as glass mat thermoplastic (GMT). Wet compression molding, however, does not use prefabricated sheets of resin/thermoplastic polymer combined with discontinuous fibers, but instead begins with dry continuous reinforcements and liquid resin. Wet molding’s resurgence began with its use by BMW to produce multiple carbon fiber reinforced plastic (CFRP) parts for its i3 and i8 models as well as the side sills for its new 7 Series passenger compartment, referred to as the "carbon core".
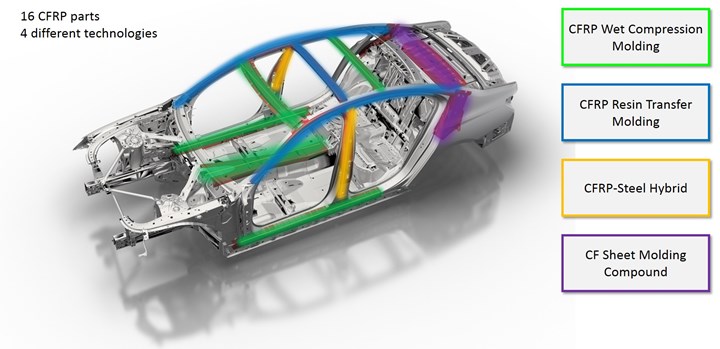
The BMW 7 Series “Carbon Core” uses wet compression molding for side sills, tunnel and two of the roof bows. The process offers lower cycle time and cost vs. HP-RTM for parts with less complex geometry. Source: BMW AG
Wet molding manufacturing at BMW
In the 2015 issue of Presses and More Composites, equipment and technology supplier Dieffenbacher (Eppingen, Germany) describes wet compression molding as a more economical alternative to high-pressure RTM (HP-RTM):
- Eliminating resin injection allows application of resin while other parts are curing in the press.
- The resin, usually epoxy, can also be more reactive because no latency is required to postpone cure until the RTM mold is filled.
- Dieffenbacher reports molding cycles cut to ~180 seconds and further productivity by pressing multiple components at once.
Wet pressing of sills (excerpt from “BMW 7 Series Plant: Dingolfing, Germany”)
The sills that run along the lower sides of the BIW are assembled from two CFRP parts, also wet compression molded [in addition to the tunnel cover].

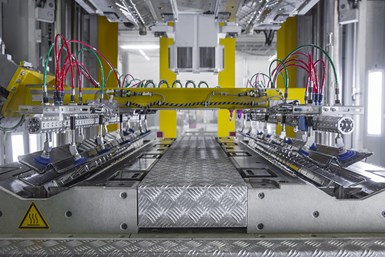
Wet pressing of sills begins with robotic application of epoxy resin onto flat NCF stacks. Source | BMW AG.
A manufacturing cell, equipped with two Kuka RoboticsCorp. (Augsburg, Germany) robotic arms, simultaneously applies epoxy resin to two dry textile preforms. The non-crimp fabric (NCF) for the preforms is made at SGL Carbon, 60 minutes away in Wackersdorf.
The resin is mixed and injected via a dual-head system supplied by Krauss-Maffei Corporation (Munich, Germany), with an integrated volume flowmeter that records the quantity applied to each stack. The resin forms a pool in the center of the stacks, leaving about an inch around the edges. “If the resin goes to the edges, then the needle grippers we use to pick up the preforms would get covered in resin and no longer work,” explains Wolferseder. “The resin application is programmed to fully impregnate to the edges during the pressing.”
Why two robots instead of one? “Because both preforms should be the same,” Wolferseder responds, “with the resin sitting on them for the same amount of time. If you only had one robot, one preform would have resin sitting for some seconds more than the other. Also, the robots are not very costly, so it is no issue to have two.”

The NCF stacks are transferred to the mold. SOURCE | BMW AG
The resin sits for some seconds, but has been designed so that cure does not start until the press cycle. The wet preforms are then robotically placed into the press. Pressure is applied with the final 10 millimeters of “daylight” closed very slowly. “Our special recipe ... is to coordinate the temperature, pressure and resin curve,” says Wolferseder.
Cured parts are lifted from the mold. SOURCE | BMW
Two molded stacks are produced with one stroke. “We will cut these in half so that we end up with four parts from one cycle,” says Wolferseder. “We mostly use tools with four cavities to increase the overall output capacity of our machines.”
He points out that this is a completely unattended process and totally reliable. “There are two people at the end to take parts off the line and to do QA checks. If there is a defect, they can address this in the machines,” says Wolferseder. “Wet pressing is not unique,” he adds. “What is unique is this industrialization.”
Dieffenbacher says wet molding enables a high degree of automation, including tool change systems so that changeover from one product to another is possible within ~10 minutes. BMW's wet molding line uses Dieffenbacher's CompressLite press designed for high-precision, energy-efficient operation.
Dieffenbacher's process chain begins with ultrasonically welded stacks of carbon reinforcements. These are transported by a robot with a needle gripping system to a table where a camera checks the position of the stacks and reports on the accuracy of the layers.
The stacks are corrected if required and then placed on a shuttle table with an integrated weighing system. Two resin robots apply epoxy resin to the stacks, a process which is weight-controlled to ensure part reproducibility and quality. The resin cabin's ventilation system can handle 5,000 m3/hr for venting of fumes during this open process.
After the robot places the stacks into the mold, the press closes and cures the stacks at 150ºC. Once the press opens, a robot extracts the cured parts and places them into a cooling press. Cooled parts are then removed and placed on a discharge conveyor for quality inspection before being queued for vehicle assembly.
Cost
According to the 2015 SPE ACCE paper "Evaluation of a New ‘Inline Prepreg’ Process Approach to Established Processes for the Manufacturing of Structural Components out of Carbon Fibre Reinforced Plastics” presented by Fraunhofer Institute for Chemical Technology ICT (Pfinztal, Germany) and the Institute for Vehicle System Technology FAST at the Karlsruhe Institute for Technology (Karlsruhe, Germany), wet compression molding offers lower material cost and higher production capacity than autoclave or inline prepreg. The paper calculates a part cost of 70€, raw material cost of 49 €, daily production rate of 294 parts (>73,000 parts/yr) and staffing of four workers and one foreman per line. That line was calculated to include an automated cutting table, fiber storage units, a handling unit, a resin application unit, a press, a tool and finishing station.
Resins
Dow Automotive Systems (Horgen, Switzerland) announced at JEC Europe 2014 (Paris, France) that its low-viscosity, fast-cure VORAFORCE epoxy resin held particular promise for the wet compression molding process. Working with KraussMaffei (Munich, Germany) and Cannon (Peschiera, Itlay), Dow developed a process that applies resin in 15-20 seconds and cures in 30 seconds, for a total manufacturing time of less than 60 seconds. However, part complexity was still limited, with the process most suitable for relatively flat or lightly contoured parts.
Hexion (Columbus, OH, US) has also developed epoxy resins for liquid compression molding, offering a total cycle time of 75-135 seconds with additional reduction possible by replacing part of the in-mold cure with a postcure.
Dynamic Fluid Compression Molding (DFCM)
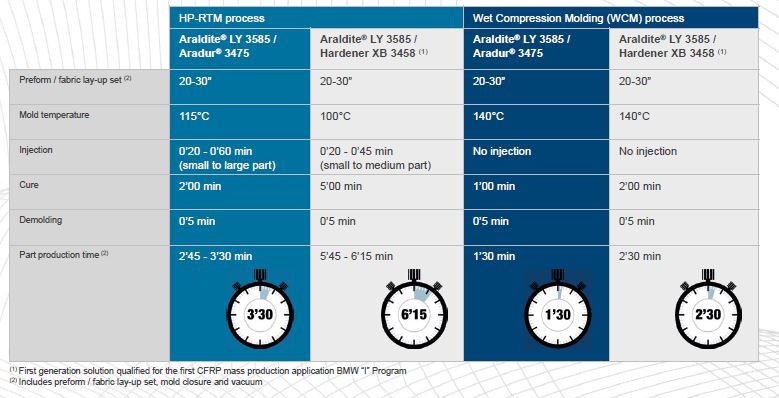
Huntsman's DFCM process using Araldite epoxy resins offers cycle times as low as 1.30 minutes. SOURCE | Huntsman Advanced Materials.
Huntsman Advanced Materials (Basel, Switzerland), however, has not only developed epoxy resins for wet compression molding, but claims to have advanced the process to achieve production cycles of less than 90 seconds for parts with complex geometry (medium draw or >2.5D).
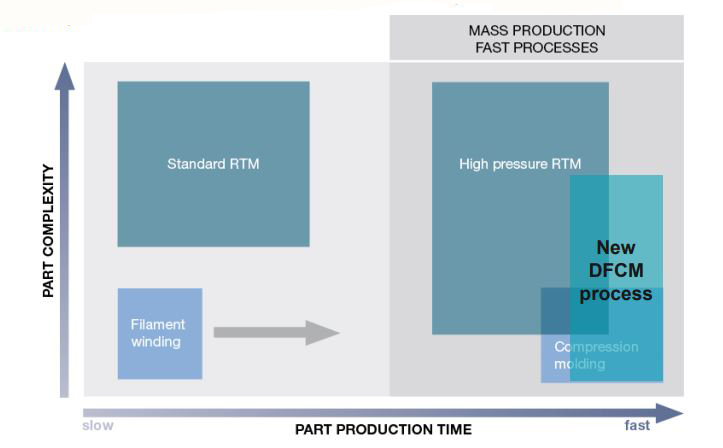
Termed Dynamic Fluid Compression Molding (DFCM), it is described as a lowpressure process (typically 30 bar) offering highly structural parts made with fast-cure Araldite epoxy resin, and often removes the need for a preform. DFCM reportedly can achieve fiber volume of up to 65% in a low-waste process that produces void-free parts for high mechanical performance. It also claims lower equipment investment vs. HP-RTM and elimination of racetracking and fiber wash issues.
Thermoplastics
Thanks to Arkema's (Colombes, France and King of Prussia, PA, US) Elium resins, wet compression molding may also be extended to thermoplastics. The liquid acrylic thermoplastic resins reportedly can be used in wet compression molding or cold press molding at temperatures ranging from 20°C to 80°C to make recyclable composite parts in a very efficient way. Arkema claims a variety of reinforcements can be used, as well as functional fillers to impart additional properties to the composite part. This material and process combination also touts 30-50% weight reduction vs. steel parts with the same resistance and lower part manufacturing costs vs. other thermoplastic technologies.








Related Content

From the CW Archives: Fast-cure epoxies for automotive fabrication
Sara Black’s 2015 report on the development of snap-cure epoxies for automotive manufacturing still resonates today.
Read More
Designing an infused, two-piece composite baseball bat
With its Icon BBCOR bat, Rawlings leveraged its experience in braided fabrics and RTM to create an optimized, higher-performance two-piece design.
Read More
All-recycled, needle-punched nonwoven CFRP slashes carbon footprint of Formula 2 seat
Dallara and Tenowo collaborate to produce a race-ready Formula 2 seat using recycled carbon fiber, reducing CO2 emissions by 97.5% compared to virgin materials.
Read More
Plant tour: Aernnova Composites, Toledo and Illescas, Spain
RTM and ATL/AFP high-rate production sites feature this composites and engineering leader’s continued push for excellence and innovation for future airframes.
Read MoreRead Next

Ultrasonic welding for in-space manufacturing of CFRTP
Agile Ultrasonics and NASA trial robotic-compatible carbon fiber-reinforced thermoplastic ultrasonic welding technology for space structures.
Read More
Cutting 100 pounds, certification time for the X-59 nose cone
Swift Engineering used HyperX software to remove 100 pounds from 38-foot graphite/epoxy cored nose cone for X-59 supersonic aircraft.
Read More
Next-gen fan blades: Hybrid twin RTM, printed sensors, laser shock disassembly
MORPHO project demonstrates blade with 20% faster RTM cure cycle, uses AI-based monitoring for improved maintenance/life cycle management and proves laser shock disassembly for recycling.
Read More