
LFRT Uncovers Hidden Value For New Jeep Vehicle
Long-fiber thermoplastic composite fulfills engineering and assembly plant requirements for multifunctional door module.




Source: DaimlerChryslerDry side (upper left) and wet side (lower right) of the assembled module, ready to be installed into the door. The wet side includes a full perimeter sealing bead, providing a watertight interface to the steel door.

Source: DaimlerChryslerThe 2007 Jeep Wrangler in two-door style, with full-height door.

Source: DaimlerChryslerFinished view of the door from the inside, showing the interior trim panel that covers the entire door module, with the exception of the inner handle and lock button. The armrest screws directly into the composite carrier. Red painted areas are sections of the stamped door inner panel.
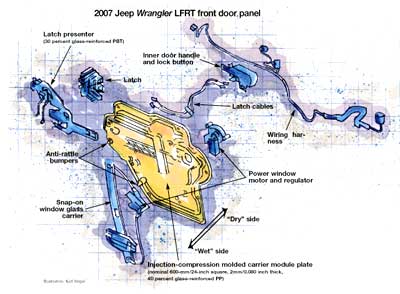
Source: DaimlerChrysler2007 Jeep Wrangler LFRT front Door Panel
For 65 years, Jeep has connoted ruggedness, durability and the versatility to go almost anywhere. Jeep's classic Wrangler, with its ability to navigate off-road obstacles such as boulders, streams and sand, has satisfied outdoor enthusiasts since the model's inception. The 2007 redesign of the Wrangler is no exception, incorporating a host of improvements in the powertrain, body and interior. In fact, its versatile performance also is reflected in the range of options available to consumers. DaimlerChrysler Corp. (Auburn Hills, Mich.) claims the 2007 model year Wrangler, available at dealers starting in August this year, offers literally dozens of combinations of doors, tops and windshields to satisfy a full range of needs.
The doors are proof of this point - the Wrangler will be available with either full-height or half-height doors, and a new four-door version is in the works, a first for this model. And with each door, prospective owners have the additional options of either power or manual windows and locks. For DaimlerChrysler, this range of options was a significant driver in rethinking door design and assembly, emphasizes Jeff Tibbenham, supervisor of DaimlerChrysler's window regulator and door module center of competence. "We had to find a way to take some labor out of assembly and find a way to build more vehicles in the same assembly plant, with the same capital assets," Tibbenham explains. Similar "rethinking" processes, years ago, led automotive OEMs to outsource integrated instrument panel modules and, more recently, integrated front-end components from outside suppliers. For the new Wrangler, DaimlerChrysler applied a similar solution, turning to key window regulator supplier Hi-Lex Controls Inc. (Troy, Mich.) to develop a modular door solution. The result is a single assembly that integrates the window mechanism (manual or power), lock and handle hardware, door latch and all cables and wiring, permitting rapid installation and pre-validated performance. Supporting all these components is a structural module plate, produced via injection-compression molding from a high-strength, long glass fiber-reinforced polypropylene (PP) compound supplied by Ticona Engineering Polymers (Florence, Ky.). The long fiber-reinforced thermoplastic (LFRT) permits extremely complex shapes and integral ribs and bosses not possible in steel stamping. The module is of the "sealed" type, in that it also provides a watertight interface within the door assembly, without additional plastic sheeting.


Benchmarking the Composite Carrier Design
Traditional door assembly requires removing the doors from the painted vehicle along the assembly line, mounting each component individually through various openings in each door's steel inner panel, and then applying a water barrier and interior trim prior to reinstallation, explains Tibbenham. This necessitates installing some components "by feel" without visual access. It also requires the OEM to specify and purchase each of the individual components (latches, regulators, wiring harnesses, fasteners, etc.) from a range of suppliers and then make sure they all work together. When the 2007 Wrangler entered the design engineering phase (circa. 2002), DaimlerChrysler decided to undertake a worldwide benchmarking study on the best practices for door fabrication and start implementation across all future product lines.
"We found many solutions for door modularization," says Tibbenham. These included stamped steel support carriers and injection molded thermoplastics in a "cartridge" configuration that supported several components, but failed to provide an integrated sealing function. While sealed, stamped-steel door modules have gained popularity in Europe, the first sealed composite door modules were introduced there around 2001, notes Ticona automotive sales manager Maria Ciliberti. These were produced via injection molding of long fiber-reinforced polypropylene pellets, but the idea was slow to catch on, Ciliberti says, due to a supply base strong in metal stamping.
"Our goal in benchmarking was to identify a design that offered the greatest design flexibility without upsetting the existing body-in-white assembly," Tibbenham says. (Body-in-white is the term for a welded vehicle prior to installation of the powertrain, interior components and exterior trim.) "From all we learned," he says, "we felt the best solution was a long glass-reinforced polypropylene carrier plate with integral water sealing." The next step was to select a supplier, which posed additional challenges. Since this was the first integrated module for DaimlerChrysler's U.S. operations, outsourcing it would require the Tier 1 module supplier to purchase and integrate all the components from the various components manufacturers, some of whom were dictated by DaimlerChrysler - a practice called directed sourcing.
The Wrangler door module contract was awarded to Hi-Lex Controls, a subsidiary of Japan's Hi-Lex Corp. and an existing window regulator provider to DaimlerChrysler. The company was responsible for design, integration, and material and molder selections. "While we manufacture steel door modules at our Korean plants, this was a new challenge for us in the U.S.," explains Hi-Lex's director of engineering Tom Strickland. Hi-Lex not only would have to ensure that regulators and purchased components functioned properly on a plastic module plate, the company also would have to work with the door design team, to create a sufficient opening in the inner door panel to facilitate assembly, and with the supplier of the interior trim panel to accommodate their mounting requirements and pull handle support.
For the carrier plate that forms the backbone of the assembly, Hi-Lex enlisted the help of Ticona, already a supplier of thermoplastic compounds for other Hi-Lex components. "We were invited in at the start of the project at the end of 2003," says Jason Lipke, door systems development engineer for Ticona. "The Jeep engineers had specified long glass polypropylene, and we had an existing relationship, plus the right materials for the job." The team selected Ticona's Celstran PP-GF40, a 40 percent by weight glass-reinforced PP in an 11mm/0.43-inch chopped pellet. The same material is used in the rear door latch presenter, while the front latch presenter uses a 30 percent short glass-filled polybutylene terephthalate (PBT) material, also supplied by Ticona. Lipke says that long glass materials offer improvements in impact resistance, including more ductile behavior and better fatigue resistance compared to short glass materials.
Ticona also assisted Hi-Lex with the carrier plate design, including extensive finite element analysis (FEA) and mold flow simulation. Lipke says the FEA dictated the use of 40 percent glass, similar to prior designs used in Europe. "This door has significant loads," notes Strickland, "plus it has a narrow profile, which poses problems for getting everything inside of it." In addition to complex geometry dictated by the component mounting, localized ribs in high stress areas, such as the armrest interface, were added, and the part perimeter was thickened slightly. Hi-Lex has applied for patents on two novel features: the attachment for the inner door handle/lock button and the design of the mounting bosses for the window rail.
Efficient Molding Yields Durable Component
The front door carrier plates, which are about 600 mm by 600 mm (24 inches by 24 inches), and the slightly smaller rear door plates, are made via an injection-compression molding process by Nyloncraft Inc. (Mishawaka, Ind.) at its Jonesvillle, Mich. factory. In the injection-compression process, the long-fiber PP pellets are melted and conveyed via an injection screw to the front of the barrel, then pushed into a mold that is kept slightly open on Nyloncraft's 1,500-ton press during the injection step. When the mold is closed (the compression step), it forces the material to flow throughout and fill the mold cavity. After it cools, the part is demolded and the process is repeated. Advantages of the injection-compression process include lower injection pressures and very low residual part stresses on thin, flat parts. The nominal wall thickness of the carrier plates is only 2 mm (0.080 inch), and virtually all the cutouts, attachment holes and other features are molded in. Injection-compression also reduces the formation of knit lines behind each hole. Cycle times for each plate are approximately 60 seconds.
A total of four production molds (one each for the front left and right doors, and one for each for the rear doors) were constructed of P20 steel by Delta Tooling Co. (Auburn Hills, Mich.). Since Jeep offers both manual and power window options, a different design is required to accommodate the manual crank than that of the electric motor in the power option. The team solved this problem by incorporating interchangeable mold inserts in this area of the part.
A big challenge for the program was addressing plate warping issues and maintaining true position on the numerous holes, with location tolerances as low as 1 mm/0.040 inch, explains Strickland. The mold filling analysis and adjustment of operating parameters eventually overcame these problems. After the carrier plates are molded, the perimeter of the "wet," or sealing side is corona treated to improve adhesion of the PP to a seal consisting of a two-part flexible polyurethane compound, supplied by Rampf Group (Wixom, Mich.). Corona treatment is the most common surface treatment method for PP and polyethyelene (PE). The process uses an electrical current to create an ozone-generating spark. The ozone reacts with the PP or PE surface to raise the surface energy level, improving adhesion. The seal is robotically applied and room-temperature-cured before the part is shipped to Hi-Lex for component addition.
The front power module plate weighs only 0.86 kg/1.90 lb without hardware, and a total of 3.2 kg/7.05 lb fully assembled, thereby supporting almost three times its own weight. Lipke explains that durability testing of the doors includes 100,000 door slams and latch cycles, 50,000 armrest pulls, and 25,000 window cycles, as well as various static load and water seal tests.
Door Now Open To Increased Use
When the modules arrive at the Jeep assembly plant in Toledo, Ohio, they are rapidly inserted and two alignment pins guide them into place. Doors need not be removed from the body-in-white for assembly. A total of 11 M-6 (6-mm/0.24-inch diameter) bolts are required to affix the front module to the steel door (eight required for the rear doors). In addition to savings in assembly labor, Tibbenham cites other advantages of the integrated composite door module. Because blind assembly has been eliminated, and all the door functions can be tested before the module arrives at the plant, reliability is improved and warranty costs should be reduced. The engineered shape and polyurethane gasket provide a better water seal, and the module reduces noise, vibration and harshness (NVH), a key measurement of customer satisfaction.
Ticona's Ciliberti notes that other U.S. automakers also are moving toward LFRT composites for this application and penetration could hit 30 percent or higher in the next three years. Since some of these new programs are supplied by U.S. subsidiaries of European companies, she expects this to echo back to Europe, where steel-based modules predominate. Ciliberti predicts, "Long glass polypropylene is a natural fit for this application and is certain to grow."








Related Content

Plant tour: Aernnova Composites, Toledo and Illescas, Spain
RTM and ATL/AFP high-rate production sites feature this composites and engineering leader’s continued push for excellence and innovation for future airframes.
Read More
Carbon fiber, bionic design achieve peak performance in race-ready production vehicle
Porsche worked with Action Composites to design and manufacture an innovative carbon fiber safety cage option to lightweight one of its series race vehicles, built in a one-shot compression molding process.
Read More
The next evolution in AFP
Automated fiber placement develops into more compact, flexible, modular and digitized systems with multi-material and process capabilities.
Read More
Prepreg compression molding supports higher-rate propeller manufacturing
To meet increasing UAV market demands, Mejzlik Propellers has added a higher-rate compression molding line to its custom CFRP propeller capabilities.
Read MoreRead Next

Cutting 100 pounds, certification time for the X-59 nose cone
Swift Engineering used HyperX software to remove 100 pounds from 38-foot graphite/epoxy cored nose cone for X-59 supersonic aircraft.
Read More
Ultrasonic welding for in-space manufacturing of CFRTP
Agile Ultrasonics and NASA trial robotic-compatible carbon fiber-reinforced thermoplastic ultrasonic welding technology for space structures.
Read More
Ceramic matrix composites: Faster, cheaper, higher temperature
New players proliferate, increasing CMC materials and manufacturing capacity, novel processes and automation to meet demand for higher part volumes and performance.
Read More