
The rise of HP-RTM
Decades of development have propelled it to prominence but its future demands industrial solutions for handling cost, complexity and process control.


Molding complex parts at high volume: HP-RTM is already used in series production of large, integrated CFRP auto components, such as this BMW i8 sideframe. Source: BMW

Preforms — a production bottleneck: A BMW i8 sideframe preform undergoes a visual quality check before moving on to a BMW HP-RTM workcell. BMW says a key need in terms of productivity is greater preform permeability during resin injection. Source: BMW
Button-to-button performance: HP-RTM cycle time is not only a function of resin reaction but also depends on accelerated fabric cutting, preforming, preform insertion, mold cleaning and finishing operations. Source: Engel

The preforming operation is shown here for the BMW i8 side frame. Source | BMW

Two BMW technicians carry a cured and substantially finished side frame. Source: BMW

RTM variations abound: Structural parts are HP-RTM’s forté, but suppliers are also pursuing Class A surface solutions. KraussMaffei’s Surface RTM process, here, takes advantage of gap impregnation (a strategy for enhancement of preform wetout) and over molding processes. Source: KraussMaffei

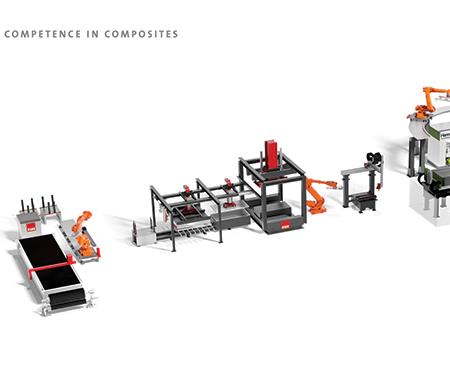
Advanced process control: As composites manufacturers have integrated HP-RTM into automated production lines, robotic preforming and handling equipment (at left) has played a key role. Source: Engel



Already used in series production of structural carbon fiber-reinforced plastic (CFRP) parts for BMW’s (Munich, Germany) i3 and i8 models, high-pressure resin transfer molding (HP-RTM) is viewed by some as new technology. To others, it is merely modernization of early RTM processes, like that used to build Dodge Viper parts 25 years ago! What differentiates HP-RTM from RTM? “The cycle time is much faster than standard RTM,” points out Matthias Mayr, head of project management at ENGEL AUSTRIA GmbH (Schwertberg) Center for Lightweight Composite Technologies. And that difference is wrapped up in the “HP.” Conventional RTM, by comparison, is “LP.”
“Low pressure RTM — injecting at 10 to 20 bars — has a standard cycle time of 30 to 60 minutes,” says Slavko Karas, project manager at Mubea Carbo Tech’s (Salzburg, Austria) newest facility in Zebrak, Czech Republic. “It can be as low as 5 minutes, but only for very small parts.”



“High pressure,” says Mayr, “means up to 150 bar in the mixing head and from 30 to 120 bar inside the mold, depending on part size and geometry.” Automation is also key to HP-RTM, but that demands an increased investment in both capital and process control. According to equipment suppliers, that investment is indeed being made. The goal: integrated, lightweight structures with cycle times of less than 10 minutes.
The what and when of HP-RTM
HP-RTM still comprises a fiber preform, a closed mold, a press and a resin injection system, but the latter is now an impingement mixing head, like that first developed for polyurethane (PU) foam applications in the 1960s. In fact, metering/mixing/injection suppliers for the PU and reaction injection molding (RIM) industries were among the early developers of HP-RTM, including Krauss-Maffei Corporation(Munich, Germany), Hennecke Inc. (Sankt Augustin, Germany), FRIMO Inc. (Lotte, Germany) and Cannon USA Inc. (Borromeo, Italy).
Structural RIM (SRIM) uses the RIM technique, but like RTM, the mixed resin is injected into a fiber preform in the mold. Fiber content is lower, typically up to 30% by weight. (Fiber weight up to 75% has been claimed for HP-RTM parts.) During its heyday, SRIM development included automated preforming and blurring of the lines between the two processes.
“RTM has been around for decades,” says Erich Fries, head of KraussMaffei’s composites business unit. “For us, it was always HP-RTM because we were always using impingement mixing in a chamber, even though most companies using low-pressure RTM were using static and dynamic mixers.”
By 2005, RTM had been used heavily in the Dodge Viper and also by Sotira Composites (Meslay du Maine, France) for a wide range of OEMs, including a joint development effort (see “HIgh-Volume Preforming for Automotive application," under "Editor's Picks," at top right") with Ford Motor Co. (Dearborn, MI, US) and Aston Martin (Gaydon, Warwick, U.K.). The process also was gaining traction in heavy trucks, where Class A requirements are less rigorous. And then came a turning point. Although not necessarily an HP-RTM process, Roctool Inc. (Le Bourget du Lac, France and Charlotte, NC, US) introduced its induction-heated molds as “high-speed RTM” at JEC 2007, touting a cut in cycle time by as much as 50%. Then, in 2008, carbon fiber producer Toray (Tokyo, Japan) listed “faster-cycling RTM” in its presentation, “CFRP: What Is Needed Next For Mass Production In The Automobile?”
Preceding all of these efforts, however, was the ongoing work by the BMW Group. “For more than 10 years, BMW Group has used CFRP in the roof of its M3 and M6 models, opting for HP-RTM for reasons of cycle time, surface quality and industrialization,” explains Dr. Thomas Wolff, head of CFRP technology development at BMW. “During this time we have gained valuable experience for volume production of CFRP components. Thus, it was useful to keep with this process as we faced the challenge to step from small quantities to fully industrialized production.”
Wolff relates that cost and cycle-time reduction were key issues that BMW Group faced with the intricate geometry of the i3 and i8 body components. HP-RTM also offered the potential to produce large, complex structural components, such as sideframes (see photo, at left). “Now we are able to volume-produce these to a high quality and with high process stability, cutting manufacturing costs for CFRP body components by around 50%.” That’s compared to roof production, he notes, assuming the same boundary conditions and process chain.
This increased structural and geometrical complexity has posed additional challenges. “Now, we are seeing different parts, with very high fiber content,” says Fries. “This causes high pressure to build up in the mold, but you must still fill the cavity, so pressure up to 110 bar is required.” He claims that while low-pressure machines using gear pumps can run against pressures up to 40 bar, “we use HP axial piston pumps, which can go against 200 bar. So everyone, now, is using HP mixing and injection heads.”
And although PU is still being offered, especially in more cosmetic applications, epoxy is gaining ground. “At Engel, we actually started with PU, but today our customers show equal interest in epoxy and PU,” says Mayr. “Both material systems seem to have further application potential.”
Abbreviating mold cycle time
HP-RTM has been a catalyst in the development of more reactive, faster-curing resins. Although work in this area has been ongoing since the 1990s, BMW Group gave it a boost by adopting a fast-cure EPIKOTE epoxy from Hexion Inc. (previously Momentive Specialty Chemicals, still based in Columbus, OH, US) in its initial CFRP roofs, and choosing Huntsman Advanced Materials (The Woodlands, Texas and Basel, Switzerland) Araldite LY 3585/Hardener XB 3458 epoxy system — which boasts a 5-minute cure at 100°C — for the i3 Life Module (BMW reports that its cure cycle for i3 and i8 parts is less than 10 minutes). By 2012, the 5-minute cure EPIKOTE Resin 05475/EPIKURE Curing Agent 05443 was superseded by the same resin with EPIKURE Curing Agent 05500 for a 1-minute injection window and 2-minute cure at 120°C.
Meanwhile, Dow Automotive Systems (Schwalbach, Germany and Auburn Hills, MI, US) improved its VORAFORCE 5300 epoxy from a sub-90-seconds mold cycle in 2014 to under 60 seconds in 2015.
“Of course there are epoxies available with a 1-minute cure time,” says Fries, “but it’s only for a simple, flat part, not a complex structural part.” He warns against “best case” thinking, noting that parts are realistically produced in 3 to 7 minutes, a function of part size and complexity.
Mayr adds this caution: “The cycle time of HP-RTM is not just a function of the curing time, but of the whole process, starting with dry fabric. From this you generate a preform, transfer it to the mold and then start the HP-RTM process.” He contends that larger production cells and more investment are required to speed the overall cycle time.
According to Mayr, then, overall cycle time remains the top priority: “Right now, molding is not the time-critical part of the process.” Preforming is a bottleneck. The cutting, positioning and forming of fabric layers takes longer than the mold cycle. Similarly, he says, mold cleaning is an issue. Although mixing mold release into the resin helps, Mayr notes that the number of mold cycles between mold-prep sessions touted by mold-care product suppliers are only achievable under ideal processing conditions and depend heavily on the mold surface and design. In future efforts to improve process cycle time, says Wollf, “the automation of sub-processes like mold cleaning carries great potential.”
Pressure vs. preform
BMW Group also sees a need to increase preform permeability. A preform that enables resin to permeate it quickly and easily should require less wetout time and build less pressure in the mold.
Another option is to reduce resin viscosity. “Technical experts recommend resin viscosity between 50 and 200 cps to get good injection speed and impregnation,” advises Sebastien Taillemite, business manager for Arkema and its Elium liquid thermoplastic polymer (LTP). He points out that epoxies are higher in viscosity, so they must be heated for HP-RTM. “But Elium is 100 cps at room temperature, so you can inject it without heating. Also, if injection pressure is too high it can move the fabric preform and you get fiber washout,” Taillemite adds.
Indeed, preform permeability must be high (resin flows through easily) if resin viscosity is high, and both must be balanced with injection and mold pressure to achieve a successful part. Numerous studies over the past several years have explored mold filling simulation and optimized temperature, pressure and preform binder configurations to avoid fiber washout while decreasing cycle time. Typical of composites, the abundance of material and process choices makes optimizing parameters more difficult. Although not insurmountable, the analysis required can seem daunting to manufacturers just entering the HP-RTM arena.
BMW Group, however, is already well-versed in this optimization, and thus seeks more flexibility via advanced process control. “We are looking for all possibilities to shorten cycle times,” says Wolff. “This could be tools and machines offering more flexible and faster temperature variations, or the ability to influence the resin system due to better flow or faster curing by variably adjusting the hardener during injection.” He says this applies to both epoxies and PUs, although the latter presents some challenges with the fabric systems BMW Group has already developed.
Fries points out that the need gets greater as production volumes grow: “You must have close process control. This was not needed 20 years ago because then the cycle was so slow — only 1,000 to 4,000 parts per year. But now, with 12,000 to 50,000 parts per year, you must have an interface between the tool, metering and injection systems.” He describes KraussMaffei’s integration of pressure sensors: “If we see pressure over 100-110 bar, we know there is high risk of washout, so the sensors allow us to manage this with vacuum or by reducing throughput.”
Mayr adds that customized pressure sensors like those from Kistler (Winterthur, Switzerland) and dielectric sensing systems to monitor the curing process — e.g., those from Netzsch Instruments North America LLC (Selb, Germany) — are increasingly becoming standard.
A third, and somewhat ironic, solution to the challenge of preform permeability is a recent trend toward reducing injection pressure in favor of mechanical means to deliver resin throughout the mold cavity. High-pressure compression RTM (HP-CRTM), also known as gap injection or wet compression, involves injecting resin into a partially closed mold. The resin flows over the dry preform (rather than through its length), and then, as the mold closes, the resin is mechanically forced the short distance through the preform’s thickness. This method requires less clamping force and press tonnage and, therefore, reduced capital expense.
Fries says the gap does not result in fiber slippage because various fiber clamping methods are used, such as vacuum. “We demonstrated gap injection molding in 1990 for the US Air Force,” notes Dimitrije Milovich, president of Radius Engineering Inc. (Salt Lake City, UT, US), a supplier of RTM tooling, injection equipment and presses. “We called it Variable Cavity Geometry and used an adjustable seal to maintain vacuum as we opened and closed the tool.” He adds that the method was faster for the radomes under trial and had the ability to produce a high-quality surface finish.
Surface RTM is KraussMaffei’s name for gap impregnation, using a PU matrix as a first step, followed by overmolding in the same tool with PU as a second step — i.e., the gap is flooded with a thin layer of PU to make a Class A carbon fiber-reinforced exterior panel paintable directly from the mold without additional surface preparation (see “Zoltek demonstrates Surface RTM for automotive body panels" and "Henkel automotive molding process uses polyurethane in RTM" under "Editor's Picks").
Two additional innovations, both resin-based, show promise to alleviate concerns about both fiber misalignment and preform permeability. The first is thermoplastic RTM (TP-RTM or T-RTM), or what Engel calls in-situ polymerization: A preform is placed in a mold, the mold is closed and a caprolactam monomer is injected with a catalyst and activators. These then permeate the preform in about 30 seconds — thanks to a watery viscosity of 3-5 cps — and polymerize in the mold cavity at 150°C, becoming a solid polyamide 6 (PA6) composite within 2-5 minutes. The extremely low viscosity enables excellent resin-to-fiber distribution and permits high directional fiber content — up to 65% by volume. However, it also causes issues with mold leakage, and thus demands more attention during mold design.
KraussMaffei demonstrated the process with BASF SE (Ludwigshafen, Germany) and Volkswagen AG (Wolfsburg, Germany) in a fiber-reinforced B-pillar with a 5-minute cycle time. Engel, which has worked on this technology with Fraunhofer Institute for Chemical Technology (ICT) since 2009, is refining its prototype e-victory 120 machine into a second-generation system, while Hennecke and Mahr Metering Systems Corp. (Goettingen, Germany) have developed meter/mix systems that can deliver caprolactam into an HP-RTM process.
The second innovation is Arkema Inc. (Colombes, France) Elium liquid acrylic/peroxide-initiated thermoplastic polymer. “We fine-tuned the viscosity of Elium for HP-RTM,” explains Taillemite, to make structural parts, at volumes of 30,000 up to 200,000 parts/yr. Injection of the acrylic resin and initiator does not require heating, he says, although molds are heated to about 100°C. He adds that Elium is not sensitive to moisture during injection. (Moisture, reportedly, can stop polymerization of caprolactam). The resin has been designed for aesthetic composite parts (modulus ≈10-15 GPa) and structural parts, achieving a modulus of 20-45 GPa with glass fiber and up to 125 GPa with carbon fiber. Yet, Elium reportedly has roughly 50% higher toughness vs. epoxy and absorbs twice the impact energy that a polyester can. Further, structural parts with Elium matrices are said to age better than those made with PA6. “Arkema also produces PA6 polymer products,” says Taillemite, “so we know well its moisture pickup of 5-10%. With aging, this tends to plasticize the composites and decrease the Tg, lowering mechanical properties over time.” He explains that designers take this into account, for example, by doubling the thickness of a part.
Industry buying in
Are auto manufacturers buying HP-RTM machines? “Yes,” says Fries at KraussMaffei. “All of the equipment for the BMW i3 and i8 uses our metering machines, and other OEMs have followed.” He says the company is talking to manufacturers globally, which now include Tier 1 suppliers.
“It’s starting,” says Mayr at Engel. “We sold a large clamping unit to BMW Group Plant Landshut, a 1,700-MT v-duo unit to the University of Warwick in the UK, and a third machine to a Mexican auto industry supplier.” He says other machines have been sold and more projects are in the pipeline, including one that begins this summer and another in first-quarter 2016.
Arkema is building an HP-RTM line with several partners to use Elium for auto parts. “We are planning to run this line at the beginning of 2016,” says Taillemite, “and currently have trials ongoing with five OEMs globally.” This includes OEMs testing Elium parts for Class A surface, mechanical properties, chemical and fatigue resistance and crash testing. “In automotive, you need several years of testing before a new technology is validated,” he explains. “We have started this testing in order to be ready for a project in five years.” Feedback is that thermoplastic RTM will be in use after 2020.
And yet, all agree that HP-RTM still has a long way to go. “It is easy to find toolmakers in injection molding, but not so yet for HP-RTM and in situ processes,” says Mayr. “The molds are more complex and need different sealing concepts around the cavity. You also have to accommodate how to insert the preform and make sure it is fully impregnated.”
Part engineering is also a need, says Fries. “In automotive, not many people are familiar with how to avoid designing ‘black metal’ or how to design a part that offers high performance but is also producible with respect to preforming and impregnation.”
Wolff notes that “many requirements are new, and there are not yet any state-of-the-art-solutions available, thus strong partnerships with suppliers are important to obtain the best and most economical options.” He believes that as more expert knowledge is available in the market, the range of partnerships with different suppliers will expand to develop new solutions.
“There are many different views in this industry right now,” says Mayr. “We come from injection molding, so our view is mass production and to help our customers reach the level of automation and the lot sizes of injection molding processes.” Injection molding/RIM is, indeed, a vital part of both HP-RTM’s ancestry and its promise, but can it make good? Perhaps a telling indicator is the installation of HP-RTM systems at both SGL-Benteler (Ried im Innkreis, Austria) and Mubea Carbo Tech, both backed by large steel auto parts manufacturers. “We have managed the transition from small series to industrial production of CFRP auto components,” says Joachim Siegmann, head of Mubea Carbo Tech automotive sales. He views HP-RTM as simply one in a range of processes that achieve complex structures offering the highest grade of functional integration. Siegmann’s associate Karas sums up: “Mubea sees a future in carbon fiber, and it is actually happening.”








Related Content

KAI demonstrates thermoplastic and infused structures for future airframes
Korea Aerospace Industries advances its expertise through a welded TPC fuselage section and resin-infused wing skin module and torsion box demonstrators.
Read More
Troubleshooting thermoplastic composite stamp forming
Understand the basic science of TPC stamp forming, a manufacturing process steadily gaining momentum in aerospace and mobility applications thanks to its rapid forming, short cycle times and automated methods.
Read More
Otto Aviation launches Phantom 3500 business jet with all-composite airframe from Leonardo
Promising 60% less fuel burn and 90% less emissions using SAF, the super-laminar flow design with windowless fuselage will be built using RTM in Florida facility with certification slated for 2030.
Read More
Bladder-assisted compression molding derivative produces complex, autoclave-quality automotive parts
HP Composites’ AirPower technology enables high-rate CFRP roof production with 50% energy savings for the Maserati MC20.
Read MoreRead Next

High-Volume Preforming for Automotive Application
More than a dozen parts for four Aston Martin models are mass produced in France using Ford Motor Co.'s optimized Programmable Preforming Process and resin transfer molding.
Read More
Recycled carbon fiber update: Closing the CFRP lifecycle loop
Commercial production of recycled carbon fiber currently outpaces applications for it, but materials characterization and new technology demonstrations promise to close the gap.
Read More
Industrial ultrasonic NDT adaptation permits accessible composite bicycle inspection
Cycle Inspect's ASNT-aligned certification program employs affordable twin-crystal ultrasonic testing equipment and standardized inspection methods to detect damage in composite bicycle components.
Read More