
Composite fuselage helps HondaJet upend biz-jet market
CFRP composites enable unitized structure with low-drag aerodynamics that transform aircraft performance and reduce cost.

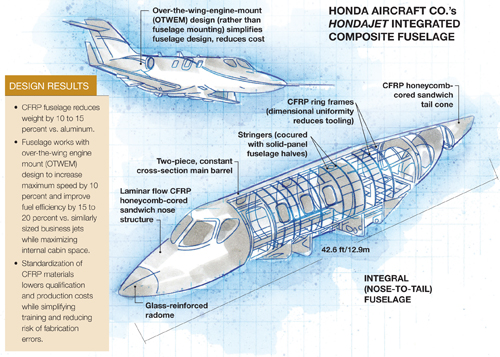
Honda Aircraft Co.'s HondaJet Integrated Composite Fuselage. Illustration: Karl Reque

The HondaJet is the fastest and highest-flying small business jet, and is touted as the quietest, most fuel efficient in the category, and the most generous in terms of cabin space. Source: Honda Aircraft

HondaJet production will begin in 2013, with final assembly completed at the Honda Aircraft Company campus (bottom image) in Greensboro, N.C. Source: Honda Aircraft

The HondaJet fuselage is made in two halves, right and left, using hand layup and autoclave cure in female half-shell molds. Demolded halves are bonded together along the top and bottom centerline. Source: Honda Aircraft
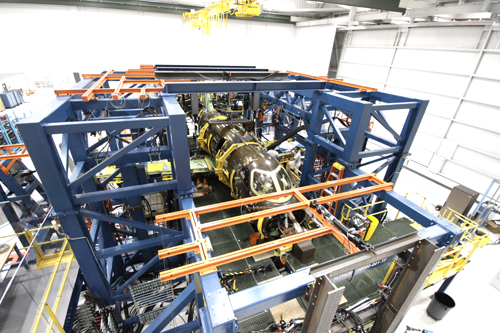
This HondaJet composite fuselage, mounted in a test frame, undergoes structural testing for certification. Certification and ramp-up to production are both moving forward. Source: Honda Aircraft
Share
Read Next



Already verified as the fastest and highest-flying small business jet — 420 knots/483 mph and a ceiling of 43,000 feet/13,106 meters, respectively — Honda Aircraft Co.’s (Greensboro, N.C.) HondaJet also is touted as the quietest and most fuel efficient, with the most interior cabin space. It is in contention for the most affordable to operate, with direct operating costs said to be 30% lower than competitive models from Embraer (São José dos Campos, São Paulo, Brazil) and Cessna (Wichita, Kan.).
Although composites were not able to demonstrate an advantage over aluminum in the design of the aircraft’s wing, carbon fiber-reinforced polymer (CFRP) trumped aluminum in the fuselage by offering a 10-15% cut in weight. Composites also optimize the jet’s nose structure aerodynamics and construction and enable an integral fuselage design that minimizes joints and maximizes interior volume.



This practical approach to the use and manufacture of composites is the fruit of aircraft designer and Honda Aircraft president/CEO Michimasa Fujino’s 26-year development program. Fujino’s goal was a truly unique aircraft that would continue parent company Honda Motor Co. Ltd,’s (Tokyo, Japan) legacy of performance, quality and forward-looking innovation as a manufacturer of automobiles and motorcycles. The final word on success, of course, rests with the small-jet market. But if a 3-year order backlog is any indication, the skies look promising for the HondaJet.
Design evolution
Educated as an aeronautical engineer, Fujino began work on Honda’s airplane project in 1986, emphasizing aerodynamics and composites from the beginning. He gained invaluable practical fabrication experience, sanding molds and building composite parts by hand on the MH-01— a Beechcraft Bonanza retrofitted with a composite wing and empennage — and the MH-02, the first all-composite business jet, built in 1988.
Completed in the Raspet Flight Research Laboratory at Mississippi State University (Starkville, Miss.), the work represented only “fundamental research programs,” Fujino recalls, “aimed at exploring component technology, materials, configuration and aerodynamics, much like a NASA program, with no intention for commercialization.” By 1997, in fact, Honda’s corporate management proposed that aircraft research be discontinued in favor of R&D in the automotive sector, where competition had increased. However, Fujino believed he could develop a new concept that would transform the private aircraft market in America, perhaps inspired by company founder Soichiro Honda, who, as a private pilot and innovator, had always dreamed that his company would someday extend its technology into aircraft. It was at this time that Fujino worked up the first sketches for the HondaJet, which featured an OTWEM design.
Though the MH-02 had used this approach, it was only as a means to accommodate an unexpected engine change. “I was not so keen to proceed with OTWEM in the beginning,” Fujino admits. “But I had to find an aircraft concept which would have meaning for Honda. Staying with normal small jet configurations would only allow a 1-5% improvement. I needed a radical idea to get the 10-20% improvement that would be required.” Fuselage-mounted engines require fuselage support structures and systems that intrude on the cabin. “My concept was that if we mount the engines away from the fuselage,” Fujino recalls, “we could maximize the interior space and available volume without increasing the size of the aircraft and its aerodynamic drag.” Underwing engines, however, would be so close to the ground that the risk of foreign object damage was high. Further, the necessarily taller landing gear would add weight. “Considering all design constraints and studying options, OTWEM was the best option,” says Fujino.
When Honda gave him the go-ahead for the unorthodox design, Fujino had to actualize its theoretical performance. “My first priority was to minimize the aerodynamic penalty and address the serious drag and flutter issues.” He conceived of using the aerodynamic interference between the wing and engine nacelle to reduce drag even more. After several years of research into engine location, he recalls, “I found a sweet spot that reduced the shock wave so that we actually increased our aerodynamic efficiency.”
Process practicality
Without engines, the fuselage’s stiffened-panel construction can maintain a constant cross-section. This simplifies manufacture because longitudinal-stringer and ring-frame dimensions do not vary, minimizing the number of tools.
The nose and tail, both contoured shapes, are honeycomb-cored sandwich structures. Notably, extensive analysis of and experimentation with the nose enabled Fujino to achieve aviation’s holy grail — natural laminar flow. Laminar flow is hard to achieve in aluminum structure because seams, rivets, steps and gaps create tiny pockets of turbulence. By contrast, the stiff, smooth, uninterrupted surface that is possible with cored sandwich construction proved ideal, reducing fuselage drag by roughly 10%.
With the exception of its fiberglass radome, the entire fuselage — stringers, ring frames, stiffened skins, sandwich skins and wing-to-body fairing — are made from prepreg that combines Cytec 5276-1 damage-tolerant epoxy resin (Cytec Industries, Woodland Park, N.J.) and Toho G30-500 intermediate-modulus carbon fiber (Toho Tenax America, Rockwood, Tenn.). Chosen because it performed well with the Toho fiber, the 5276-1 also was one of the few toughened epoxies available with the required compression-after-impact (CAI) properties, critical for composite fuselage structural design.
This particular carbon fiber/epoxy combination also promised a stable, long-term supply. “This is a 20- to 30-year production program,” Fujino points out, noting that “cost was also a factor and supply needed to be available from the U.S. because of HondaJet’s production location in North Carolina.” The use of a single prepreg throughout the fuselage was deliberate. “We have to certify these materials, which is a very expensive process, requiring several hundreds of test coupons, so we want to keep this to a minimum,” Fujino explains. “Also, if we use the same materials, the layup process is simplified for production, which then simplifies training for production personnel and lowers production risk.”
A key goal was to minimize fuselage joints. Therefore, the fuselage is made in two halves, right and left. Each half combines nose (honeycomb sandwich structure), barrel (stiffened panel with cocured stringers) and tail cone (honeycomb sandwich structure) components, all cured together to form an integral structure. The halves are laid up in female half-shell molds cut from Invar. “We need high-quality production tooling that will last,” Fujino comments.
Ring frames are hand laid and cured separately, while stringers are applied to the barrel skins. “We studied automated placement technology,” says Fujino, “but if the production rate is 100 aircraft per year — which we are targeting — then hand layup is more economical. Also, we are not building a large aircraft, meaning, we are talking about layups of 4-10 plies for the skin. This thickness is not enough to make automated layup worth the capital investment. However, we do use laser projection guidelines and numbered templates, which helps to reduce our layup time and ensure accuracy.” More than one set of production tools has been fabricated and is seen as sufficient to meet production goals.
Because the fuselage halves must be autoclave-cured, the high pressure (85 psi/5.86 bar) can cause the top faceskins in the nose and tail cone to move upon contraction of the carbon with heat and pressure, while the skin on the tool surface remains stable. To prevent this, a “window frame” method is used during autoclave cure to hold the top faceskins of the cored nose and tail structures in place.
Cured fuselage halves and ring frames are bonded together, using 3M (Minneapolis, Minn.) Scotch-Weld AF163-2 structural adhesive film. Pressure is applied at the bond joints via clamps, clecos (temporary spring-loaded fasteners) and straps at the frames, and adhesive cure is completed in an oven. Fuselage inspection involves automated through-transmission C-scans and handheld pulse-echo ultrasonic (UT) A-scans.
For lightning strike protection, the composite parts use copper mesh pre-embedded in Cytec’s SURFACE MASTER 905 surfacing film. Fujino explains, “We tested many materials and optimized the thickness over the whole fuselage, which has performed very well in testing.” The aircraft’s antennae are tied to the copper mesh and to a ground plane within the aircraft. Fujino explains, “For composite structure, the ground plane is very critical and often results in increased weight due to additional grounding parts. We tried to minimize this by optimizing the ground plane network, utilizing existing metal parts where possible.”
Farming out the fuselage
Fuselage fabrication will be outsourced to GKN Aerospace (Redditch, Worcestershire, U.K.) in a new 150,000 ft2 (13,936m2) facility, now under construction in Orangeburg, S.C. “We studied fabricating the fuselage in-house, looking at equipment, facilities and quality standards, and decided that outsourcing would be a better solution,” Fujino reports, noting, “We studied many suppliers, and in the end, sent our engineers to work with GKN, which has achieved a very good result.” He adds that he and GKN agreed that a completely new facility was needed and GKN sees the business opportunity. “Their commitment,” says Fujino, “shows how much potential the HondaJet has.” GKN will ship fuselages to the Greensboro by truck to meet just-in-time requirements for the facility’s anticipated output of 100 aircraft per year using a single work shift.







Related Content

Optimized rib-reinforced hollow composites via printed molds
Addyx topology optimization and water-soluble mandrel enables simultaneous rib and skin layup for one-shot, high-strength, lightweight structures.
Read More
Active core molding: A new way to make composite parts
Koridion expandable material is combined with induction-heated molds to make high-quality, complex-shaped parts in minutes with 40% less material and 90% less energy, unlocking new possibilities in design and production.
Read More
Corebon induction heating
This sidebar to CW’s August 2024 feature article reviews this technology for more efficient composites manufacturing and why it aligns with Koridion active core molding.
Read More
Carbon fiber, bionic design achieve peak performance in race-ready production vehicle
Porsche worked with Action Composites to design and manufacture an innovative carbon fiber safety cage option to lightweight one of its series race vehicles, built in a one-shot compression molding process.
Read MoreRead Next

Industrial ultrasonic NDT adaptation permits accessible composite bicycle inspection
Cycle Inspect's ASNT-aligned certification program employs affordable twin-crystal ultrasonic testing equipment and standardized inspection methods to detect damage in composite bicycle components.
Read More
Post Cure: 3D printed plastic, composite mouthstick designs assist limited-mobility users
Three M Tool and Machine has used its in-house additive manufacturing capabilities to rethink medical devices like mouthsticks, which must be stiff, lightweight and comfortable enough for everyday use.
Read More
Advancing bonding, coating and sealing to 4.0 systems for composites, metals and more
Brighton Science uses decades of experience, 2-second surface measurements and a framework of data-based specs and KPIs to help manufacturers advance toward reliable, predictable bond quality for faster, high-performance production.
Read More