
Resin systems update: The greening of thermosets
Thermoset resin formulators seek environmental benefits as customers demand reduced cost and increased performance.
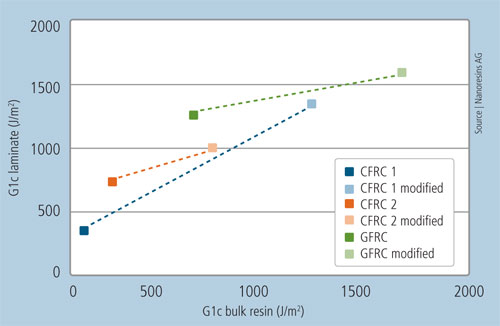
This comparison of toughness properties of neat epoxy resin vs. those of a fiber-reinforced laminate indicates the improvement that is possible by using a nanomodified resin system in a molded composite structure. Source: Nanoresins AG

Low-profile/low-emissions and low-density polyester formulations developed by Polytec Composites (Kraichtal-Gochsheim, Germany) bring performance versatility to SMC decklid components in Daimler’s 2008 S-Class Coupe. Source: Polytec Composites

Heavy truck, lightweight hood: The nanofilled low-density polyester resin used in the multipart hood assembly on this Navistar’s Class 8 truck is formulated for a Class A finish and achieves a 21 percent weight savings. Source: Ashland Inc.

This CIPP felt liner, shown as it is readied at the liner plant prior to transportation and installation, is impregnated with a highly thixotropic resin formulated by AOC LLC (Collierville, Tenn.). The resin’s viscosity has minimal impact on pumping and processing, yet will resist draining down or flowing up service connections during installation and cure. Sources: AOC LLC, National Liner, National EnviroTech Group



While no one questions any longer that “green” is good, resin suppliers are facing — and providing a variety of solutions to — the question “what constitutes green?” “Resin formulation is more evolution and materials engineering than some form of chemistry wizardry,” observes Mike Wallenhorst, director of product management for unsaturated polyesters in North America, Ashland Performance Materials (Dublin, Ohio). “Chemistries are constantly evolving to include green aspects, such as bio-materials and nanotechnology.” Accordingly, resin formulators continue to examine their recipes and, as the following demonstrates, achieve often incremental improvements that accomplish green aims without sacrificing customer-specified performance.
Nano-enhanced bio-resins for SMC
To gain the secondary green benefit of potential fuel savings and the ability to haul more bulk product at no additional freight cost, fabricator Core Molding Technologies (Columbus, Ohio) recently reduced the weight of a Navistar regional-haul truck hood assembly from 100 lb to 79 lb (45 kg to 36 kg) using its custom-compounded sheet molding compound (SMC), commercialized as Nano-Lite. For the hood, the recipe included low-mass, nanofilled polyester and proprietary low-profile additives, Wallenhorst explains. In the formulation, Ashland’s AROTRAN 720 polyester is used in the hood’s Class A outer skin, but toughened AROTRAN 740 better suits the non-Class A reinforcement panels underneath. The filler ratio encompasses mineral, nanoclay, and one-inch long chopped glass roving at 20, 3 and 39 percent, respectively.The nanofiller, an alternative to glass microspheres, not only achieved lower molded density (1.55 g/cm³ vs. 1.9 g/cm³ for traditional SMC) but also exhibited no in-resin suspension or Class A surface anomalies. It also enhanced mechanical properties in the reinforcement panels: tensile strength of 105 MPa, flexural strength of 245 MPa, flexural/tensile modulus of 15/12 GPa, notched Izod impact at 73°F/23°C of 950 J/m, with mold shrinkage of only 0.008 percent. All of the composite parts for an initial 40 production hood assemblies passed inspection after a 30-minute topcoat/clear coat paint oven bake at 230°F/110°C.



Ashland evaluated the hood’s Class A surface for surface waviness, orange peel and distinctness-of-image properties with its Advanced Laser Surface Analyzer (ALSA), verifying that it meets Navistar’s standards. To date, the initial 40 hood assemblies have withstood 800,000 equivalent miles (1.3 million km) in accelerated road testing, with no material issues encountered.
Additional structural SMC formulations have been developed by Ashland, with densities of 1.2 g/cm³, and those AROTRAN resins now are used by compounders in the automotive market. The supplier’s AROTRAN 805 polyester in weatherable SMC resin can be pigmented to white or black, offering the environmental plus of eliminating painting, which Wallenhorst connects to reducing volatile organic compounds (VOCs) and waste products.
Although sales of vehicles that historically have used the most SMC — pickup trucks, SUVs, and muscle-class sports cars — have suffered a severe decline, “the automotive market is still very important to us, and we will continue to support the needs of current and future automotive customers,” affirms Mike Dettre, business manager for closed mold resins at AOC LLC (Collierville, Tenn.). “With OEMs reevaluating their product offerings and retooling in line with consumer demand, maybe the paradigm can be broken that says cars must be manufactured primarily from steel.” But Dettre also points out that “SMC spans many markets, including transportation, general construction, electrical, consumer products and marine, and AOC remains firmly dedicated to advancing SMC technology wherever and whenever possible.” Collaborative effort between the OEM, molder and material suppliers “is paramount to get the most from an SMC component,” Dettre emphasizes.
AOC’s Atryl polyester resin sees continued use in Freightliner heavy truck SMC body parts, but ultralow-density (down to 1.3 g/cm³ with microsphere filler) and conductive grades have recently found commercial application, with the supplier’s continued R&D work on carbon-fiber reinforced, nanoclay-filled and UV-stable SMC. Dettre adds that AOC has R&D ongoing with bio-based polyester and natural fiber filler, but he believes “with the recent drop in oil prices, it is not as economically attractive at the moment.”
For Class A body panels on agricultural equipment and automobiles, John Ilkka, closed mold business development manager for Reichhold Inc. (Research Triangle Park, N.C.) says his company’s POLYLITE 31325-00, a new low-viscosity unsaturated polyester, offers a green resin chemistry — 25 percent soy oil-based — that cost-effectively replaces glycol in SMC/BMC (bulk molding compound) composites. Though no automotive applications have been publicized yet, Ilkka says the material is already in commercial use.
Cost-neutral bio-based SMC
At Meridian Automotive Systems (Allen Park, Mich.), SMC parts are compression molded and SMC is formulated in house for specific projects. Jeff Robbins, Meridian’s R&D director, reports that the company has been working on integrating renewable and recycled resins and fillers into SMC for the past several years, along with natural fibers, such as flax. “We have been able to prove cost and performance neutrality with bio-based SMC in several projects. However, customers remain reticent in embracing these resins as truly ‘drop-in’ materials, compared to the petroleum-based resins with which they’re familiar. Currently, there’s probably more intangible desire for a green factor in SMC formulations than there is actual customer acceptance of bio-based resins for commercial products.”This past November, at the Green Car Conference and Exhibition in Novi, Mich., Meridian displayed a green SMC automotive underbody component that was prototyped, with help from Reichhold, with 30 percent renewable/recycled content. “Most of the effort with this part focused on replacing the polyester and glass filler in traditional SMC,” Robbins explains. The formulation included postconsumer recycled polyethylene terephthalate (PET), postindustrial polystyrene, renewable soy flour and soy resin. Specific gravity was 1.6, a 15 percent reduction from that of traditional SMC parts.
Elsewhere, SMC 0400, a new low-profile, low-VOC SMC formulation from the Automotive Composites Div. of Polytec Group (Horsching, Austria), is designed specifically to meet the requirements of the California Air Resources Board. Based on its low shrinkage rate, surface quality and sufficient temperature resistance to allow inline painting, this glass-reinforced polyester formulation has qualified for use in automotive body panels and trunk lids.
Rudi Kuehfusz, head of engineering at Polytec Composites (Kraichtal-Gochsheim, Germany), reports that Daimler’s 2008 S-Class Coupe features SMC 0400 in the inner shell of the trunk lid, and SMC 0500, a low-density (<1.5 g/cm³), low-emission SMC, is used in the outer shell. In recent developments at Polytec, an additive is now being evaluated that provides significantly lower viscosity in SMC resin/filler paste that could allow bumper beams and other structural automotive parts to be compression molded with glass loading as high as 60 percent.
Bio-resins for building green
In 2002, Ashland pioneered its first “renewable resource-based” resin, ENVIREZ 1807, an unsaturated polyester for SMC that contains up to 25 percent content from renewable resources such as soy oil and corn ethanol. Since then, Ashland has introduced ENVIREZ formulations for infusion (ENVIREZ 86400), resin transfer molding and general laminating (L86300). “These resins contain 12 percent bio-content from recyclate,” says Wallenhorst.In January, Ashland premiered ENVIREZ 50380 for pultruded products, containing 47 percent recycled bio-content. This formulation has high reactivity that supports fast line speeds and could earn LEED credits in the construction market. “Our customers who pultrude window lineals and other building components have an opportunity to supply builders with products that earn credit toward points under the U.S. Building Code Leadership in Energy and Environmental Design [LEED],” he explains, referencing a rating program developed by the U.S. Green Building Council to encourage green building criteria in both new and renovated construction. The resin’s recycled materials content contributes to LEED points under the program’s Materials and Resource Credits 4.1 and 4.2.
Wallenhorst reports that ENVIREZ resins are experiencing strong customer interest in spite of the current weak economic market, in part because they can be adopted into ongoing projects with little process adjustment. “All our bio-based resins are engineered to be ‘dropped in’ to existing manufacturing processes, and they must prove equal to or better than existing resin formulations in performance. This is crucial to fostering customer acceptance,” Wallenhorst concludes.
Reichhold’s POLYLITE 31325-00, mentioned earlier in reference to automotive SMCs, also is a candidate for composite products that can earn LEED credits. The resin can be used not only in pultruded window lineals but also in exterior residential door skins and electrical boxes, as well as in heating and air-conditioning components.
Green resins go underground
In cured-in-place pipe (CIPP), which is used to reline rather than excavate and replace underground pipe (see “Editor's Picks,” at right), one of the perceived downsides is the presence of styrene. To address the potential risks associated with styrenated CIPP resins — odor, the potential for emissions and, when cure is facilitated with hot water, safe disposal of styrenated water after cure — several suppliers are offering nonsytrenated alternatives.Introduced this past November, DSM Composite Resins’ (Schaffhausen, Switzerland) new styrene-free Atlac Premium vinyl ester resin was first used in the Greenliner, produced by international CIPP installer Insituform Technologies Inc. (Chesterfield, Mo.), to rehabilitate 3,280 ft/1.4 km of 12-inch to 18-inch (300-mm to 450-mm) diameter sewer pipe in Heerlen, The Netherlands. According to Edwin Uppelschoten, sales manager at Insituform’s European headquarters in Schaffenhausen, numerous Greenliner installations have occurred since then, with installation time and methodology similar to liners using standard polyester and vinyl ester resins.
A significant portion of business for NoVOC Performance Resins LLC (Sheboygan, Wis.) comes from the sale of its no-styrene resins to the infrastructure rehabilitation market, which encompasses CIPP. Available formulations include the 4900 Series vinyl esters. “We have had an environmental materials focus since developing our first green resin in 1998 as an alternative to solvent-based resins,” says Rich Anders, NoVOC’s corporate technical director. “At that time, green products had much less of a push in this market. Now our resins are selected for environmentally sensitive CIPP situations, where an installation is near a hospital, school, restaurant or other public area, and where fresh waterways are involved.”
NoVOC has its own lining division and has designed premium CIPP liners for small-diameter potable water pipes as well as styrene-free liners for larger-diameter sewer pipes. Anders claims the green resins in both liners enable more efficient installation, with less hot water needed for cure and less energy required, overall, to conduct the installation. “Though our price is 30 to 50 percent higher than styrenated CIPP resins, we have demonstrated a savings in processing time, on the order of 10 to 20 percent.”
Although he believes the price of green CIPP resin “will never be comparable to a standard polyester because of the premium feedstocks we use,” Anders points out that “you can always do better on the formulation. It’s a never-ending effort to go to the next level.”
Balancing green and good outcome
Although he acknowledges growing concern among pipe system owners and engineers regarding styrene in CIPP resins, Kaleel Rahaim, business manager for remediation polymers at Interplastic Corp. (Minneapolis, Minn.) notes that most projects don’t yet specify a green product. He suggests, “The need for green CIPP resins begs the question, What is green? Is green defined as using renewable and/or recycled raw materials? If so, then resins are being developed to answer both scenarios.” In his view, however, CIPP resin producers will be challenged most to formulate resins with better adhesion, corrosion-resistance and high-temperature tolerance.Emilio Oramas, AOC’s CIPP business manager, agrees, observing that “mistakes made during the installation of CIPP are typically expensive to repair. It is, therefore, critical that CIPP resins are made to the highest standards of quality and consistency.” However, he adds that cost is a critical component and contends that the focus must be “continuous process and quality improvement to maintain those performance levels and also help reduce costs.”
To meet the range of mechanical properties required by municipalities that seek CIPP rehab in their sewer systems, Interplastic offers a dozen different filled and unfilled CoREZYN polyester and vinyl ester resins. Rahaim identifies the most recent formulation as COR78-AT-329LC ValueRez CIPP polyester. This resin provides a lower-cost alternative to more commonly used, filled CIPP resins but reportedly has better mechanical properties. Flexural modulus values for these resins in CIPP applications have reached 600,000 psi/4.1 GPa. Gel time is 6 to 12 minutes at 140°F/60°C with hot-water cure, and the styrene content is 28 to 36 percent.
AOC’s Vipel line includes isophthalic polyesters for this market, such as L704-AAP with high modulus values (600,000 psi/4.1 GPa tensile modulus; 630,000 psi/4.3 GPa flexural modulus); L704-FAH with high molecular weight; and the new L713-LTA, which offers a competitive price without sacrificing performance properties by using the same first-quality materials as all of AOC’s CIPP resins. “CIPP resins are typically highly thixotropic and designed so that viscosity has minimal impact on pumping and processing, yet will resist drain down or flowing up service connections during a CIPP installation and resin cure,” says Oramas. “These resins also require the chemistry for complete cure under difficult cure conditions, such as extremely wet or cold environments.”
“Fillers can increase the flexural modulus of a finished composite liner,” he adds, “and flexural modulus can be a controlling factor when determining the thickness of the liner needed to carry required loads. Higher flexural modulus allows a contractor to install a thinner liner. We have designed our CIPP resins to work with glass- or carbon-fiber reinforcement to provide this higher modulus.”
Vipel L010-PPA is AOC’s bisphenol A epoxy-based vinyl ester for CIPP, formulated for increased corrosion-resistance in higher-temperature and -pressure applications. AOC also offers UV-cure resins and no-styrene CIPP resins, the latter formulated with comparable properties but more environmentally friendly chemistry.
Steve Hardebeck, Reichhold’s technical director, North America, observes, “Resin chemistries are demanding for CIPP in terms of the temperature range they see, from about 65°F/18°C during in-plant application of resin on a liner to in-place cure on site at 180°F/82°C.” For that reason, he says, Reichhold emphasizes the catalyzed stability of its CIPP resins, particularly in two DION-brand formulations, CIPP 2000 and CIPP 3000 (pats. pend.). These resins feature a unique self-thickening reaction — to 1.5 cps over 24 hours — and demonstrate high final viscosity combined with elasticity for ease of tube inversion. Reichhold also offers UV-curable resins for CIPP, and Hardebeck says the company is further evaluating and testing bio-based polyesters for CIPP, but he believes the benefits of green resins will be region- or end-market-specific.








Related Content

Watch: A practical view of sustainability in composites product development
Markus Beer of Forward Engineering addresses definitions of sustainability, how to approach sustainability goals, the role of life cycle analysis (LCA) and social, environmental and governmental driving forces. Watch his “CW Tech Days: Sustainability” presentation.
Read More
Life cycle assessment in the composites industry
As companies strive to meet zero-emissions goals, evaluating a product’s carbon footprint is vital. Life cycle assessment (LCA) is one tool composites industry OEMs and Tier suppliers are using to move toward sustainability targets.
Read More
Plant tour: Hexagon Purus, Kassel, Germany
Fully automated, Industry 4.0 line for hydrogen pressure vessels advances efficiency and versatility in small footprint for next-gen, sustainable composites production.
Read More
Trends fueling the composites recycling movement
Various recycling methods are being considered for composites, from novel dismantling and processing, to building capacity and demonstrating secondary use applications.
Read MoreRead Next

Composites Technology Digs-In Underground
The Underground Construction Technology Conference welcomes corrosion-resistant composites for underground infrastructure.
Read More
Additives Add Key Innovations
Added in small quantities, these resin system enhancements make larger contributions to composite quality as suppliers enhance their utility.
Read More
Bio-Composites Update: Bio-Based Resins Begin to Grow
Substituting agricultural for fossil-based feedstocks in polymer resins is not new, but maturing technology now promises composites less dependent on petrochemicals for their performance.
Read More