
HP-RTM for serial production of cost-effective CFRP aerostructures
Merging automotive process and tooling with aerospace quality to meet increasing production rates.

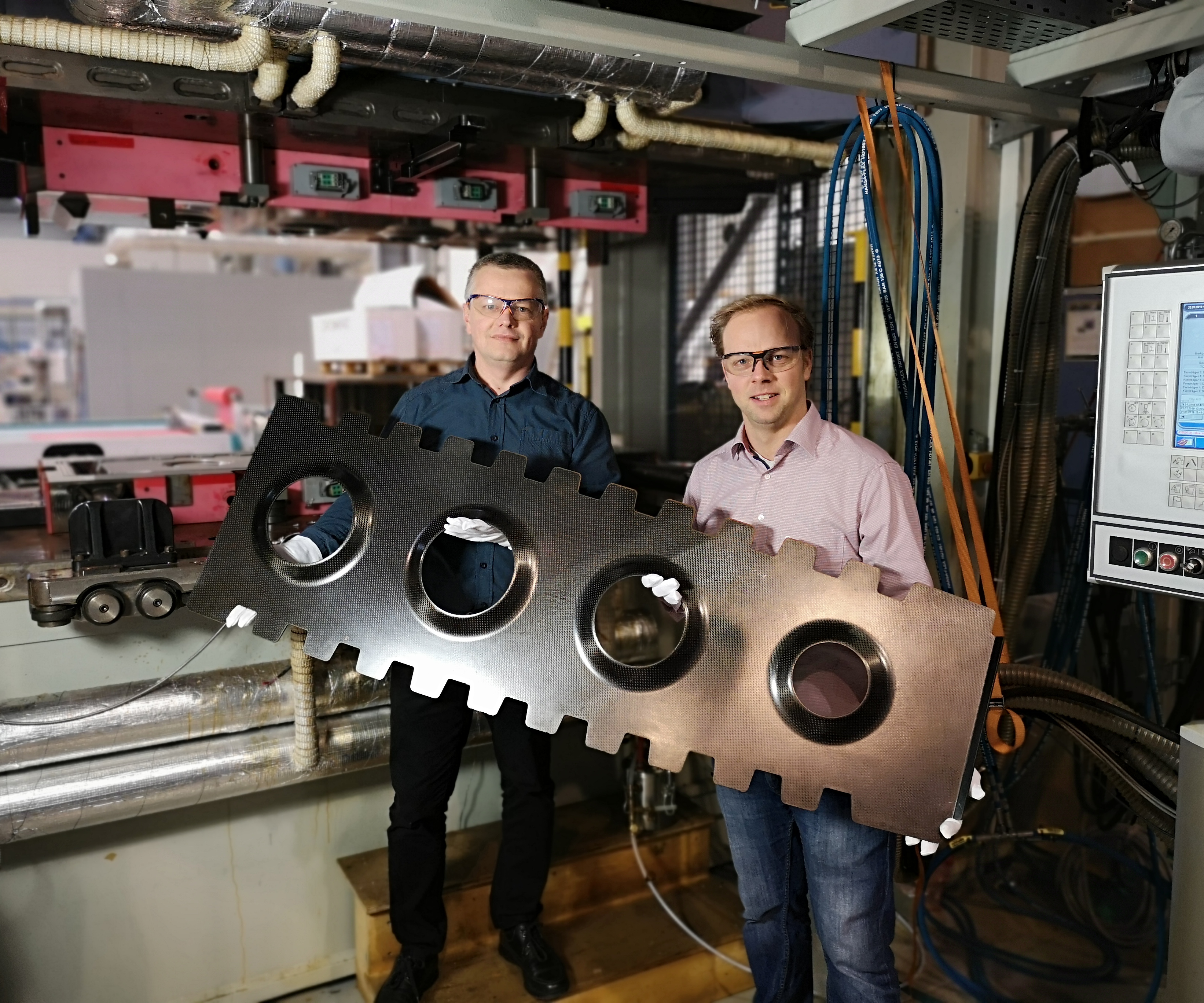
Primary aerostructures in minutes via HP-RTM
CTC has demonstrated HP-RTM parts with 60-percent fiber volume and less than 2 percent voids, molded in 20 minutes, such as this 1.5-meter-by-0.5-meter CFRP rib, representing possible aerospace primary structures.
Source | CTC

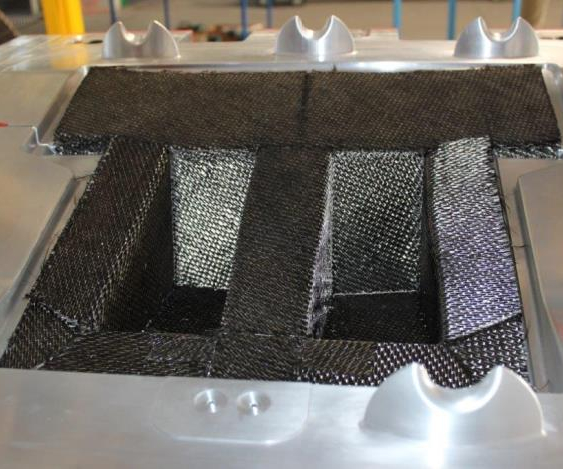
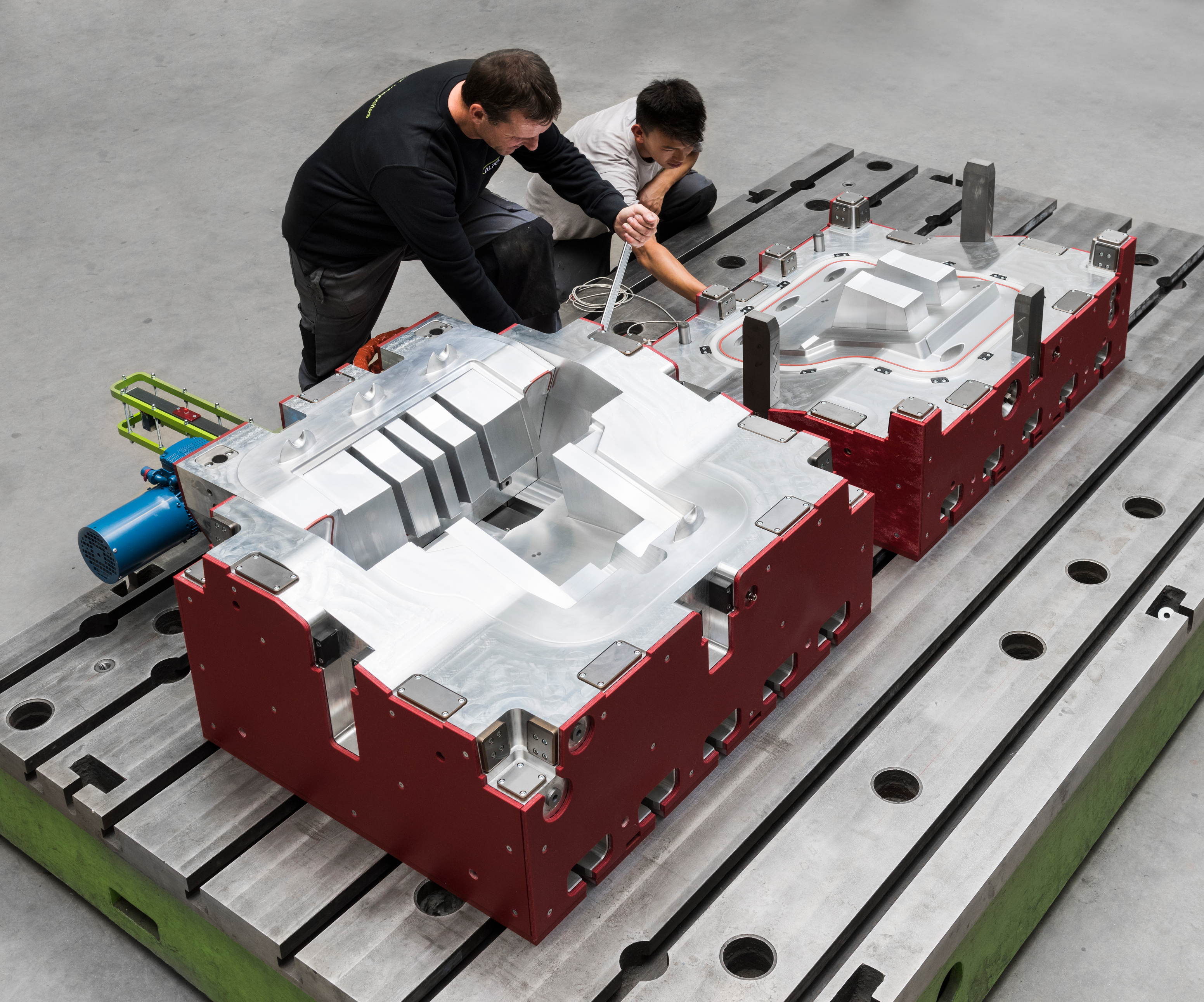
Auto-inspired tooling for SPARTA demonstrator
Working with Airbus Helicopters and KraussMaffei in the SPARTA project, Alpex Technologies designed and built HP-RTM tooling using automotive best practices, which was used to produce a demonstrator frame for the Airbus A350 passenger door, currently manufactured by Airbus Helicopters using low-pressure RTM.
Source | Alpex Technologies
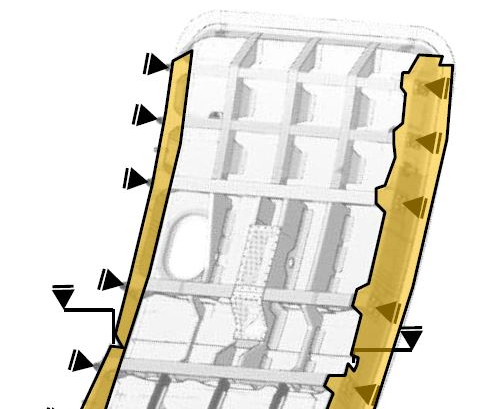
SPARTA demonstrator
An illustration of the SPARTA demonstrator HP-RTM tooling.
Source | Airbus Helicopters

Tooling for infusion and injection
Aluminum layup tooling for the resin-infused CFRP wing on the
MS-21 jetliner.
Source | Alpex Technologies
A new automated RTM tooling for the A330 spoiler hinge fitting.
Source | Alpex Technologies
RTM tooling for the A330 spoiler hinge fitting in action, illustrating Alpex’s experience and innovation.
Source | Alpex Technologies

When resin transfer molding (RTM) began transitioning into high-pressure RTM (HP-RTM) roughly a decade ago, it was mostly lauded for automotive applications, reducing composite part cycle times from hours to less than 2 minutes. Less has been said about applying this technology to aerospace parts. The aircraft industry has a long history with conventional RTM, including its use to produce thousands of carbon fiber-reinforced plastic (CFRP) fan blades and containment cases for commercial aircraft engines. Airbus has even prototyped a 7-meter-long, one-piece composite multispar flap for the Airbus A320 using RTM. But is it possible to transition this experience with hours-long processes into fully automated molding of composite aircraft parts in minutes? Several key players say it is possible.
Traditional RTM, referred to here as LP-RTM for clarity, typically uses injection pressures of 10-20 bars. HP-RTM, on the other hand, uses injection pressures of 30-120 bars.



“We began working with aerospace RTM processing 10 years ago via an EU-funded project to manufacture fuselage frames,” says Bernhard Rittenschober, head of research and development for Alpex Technologies (Mils, Austria), a supplier of innovative tooling systems for serial composite parts production. “At that time, predictions were that many parts for the [Airbus] A350 would be made with RTM, but this did not materialize.” Alpex, however, kept working on the technology, and as a supplier to both the automotive and aerospace industries, began to look at how the processes used in these two industries could be merged. “The idea was to use the [Hexcel] RTM6 epoxy resin qualified in aerospace, but with automotive tooling best practices and an automated injection system for lower cycle time,” Rittenschober explains.
The result was a research program from 2013-2015 called TAKE OFF, funded by the Austrian government, that Alpex participated in with partners Airbus Helicopters (Donauworth, Germany facility), equipment supplier KraussMaffei (Munich, Germany), testing specialist Aerospace and Advanced Composites (AAC, Wiener Neustadt, Austria) and resin supplier Hexcel (Stamford, Conn., U.S.). The program demonstrated that HP-RTM resulted in a 30 percent reduction in cost for an A350 door frame and significant technology development, including use of a two-component (2K) resin system, intelligent injection and cure monitoring via in-mold sensors and the ability to further reduce part cycle time. Alpex has continued development and sees potential for this HP-RTM technology to help overcome current CFRP production issues.
Supporting this view, the Composites Technology Center (CTC), a subsidiary of Airbus Operations GmbH, has also been developing automated RTM for a decade, first with LP-RTM and then transitioning to HP-RTM about five years ago. (CompositesWorld noted CTC’s KraussMaffei HP-RTM machine and development work during a 2016 tour of its facility.) “HP-RTM solves the bottleneck of injection and curing due to its high-speed mixing, which allows using highly reactive resins,” explains Jan Schiller, CTC project leader for production systems and lead contact for RTM technologies. “We have developed a process that produces somewhat complex geometry parts sized 1-2 meters, meeting aerospace requirements (for example, 60 percent fiber volume and less than 2 percent voids) in a cycle time of 20 minutes.” He adds that after visits and discussions with Airbus suppliers last year, a number of parts were identified for transition to HP-RTM, enabling higher rate production for the A320 aircraft. “We are now developing specific processing for these and are working this year to get them into serial production.”
HP-RTM A350 door frame
Alpex’s development was completed through the Austrian TAKE OFF program via a project called SPARTA. “Airbus Helicopters picked the part,” recalls Rittenschober. “This door frame is what you see as you walk into an A350 with the door open. It is roughly 2 meters tall, 200-250 millimeters wide and 8-10 millimeters thick, with a complex shape and design features to meet the various requirements of the assembled door, which is primary structure.” The A350 door comprises 14 parts made by Airbus Helicopters in Donauworth, Germany, using LP-RTM. The frame chosen for SPARTA is one of the door’s more challenging parts. “It is a good demonstration part because we can compare HP-RTM directly to standard aerospace LP-RTM,” adds Rittenschober.
Alpex designed and built the LP-RTM tooling currently used for A350 door frame production at Airbus Helicopters. For the design and build of the HP-RTM tooling, it would apply a more automotive mindset. “Our goal was to enable automotive-type automation in aerospace composite parts production,” says Rittenschober. “This is necessary if Airbus is going to build a future A320 with more composite parts and at a rate of 60 to 100 aircraft per month.”
He continues, “We were coming from producing molds for BMW, which was actively trying to simplify its parts and processes to reduce cycle time, while Airbus was coming from previous aerospace complexity. For example, when we started, Airbus Helicopters asked how many parts this mold will have.” Note, the current LP-RTM door production included complex multi-piece tools. “We explained that the HP-RTM tool will just have one upper and one lower mold,” says Rittenschober.
Thus, Alpex started with a simple mold design and then added features to make processing more robust and flexible — for example, sealing systems used for high-volume automotive production. “Plus, we have all of the sensors integrated into the mold,” he notes.
Preforms and process
The preforms currently used for the A350 door frame use woven material and require multiple debulking steps, resulting in a three-day production cycle. “We decided to use noncrimp fabric (NCF) instead,” says Rittenschober. “This drops price and cycle time significantly. We also ended up demonstrating some parts with the Hexcel-qualified woven preforms, but we see a switch in the composites industry outside of aerospace, with development by SGL and others away from woven fabrics and into tapes and lower-cost forms like NCFs.”
When asked about injection points and any issues with fiber washing, Rittenschober explains the HP-RTM tool has only one injection point, but there is no fiber washing because the preform is clamped so that it is fixed in the mold and very stable.
Another key point is that Alpex chose to use a two-component (2K) resin system instead of the one-component RTM6 currently used by Airbus Helicopters. Rittenschober asserts the 2K system can be more reactive, which better suits HP-RTM, and may save cost because it is not premixed and does not require hazardous materials shipping. However, it does require a higher temperature of 180°C. “This was the most challenging part for us,” says Rittenschober, “because we were more accustomed to processing at 120°C.”
KraussMaffei installed, at its lightweight tech center in Munich, Germany, the finished tooling in its RimStar Compact HP-RTM system with automated, high-pressure (up to 80 bar/1,100 psi) mix, meter and injection. It then made 20 demonstrator parts. Rittenschober describes the baseline process: Inject at 80°C, ramp to 120°C, hold for one hour, ramp to 180° and hold for a 90-minute cure, ramp down (2°C/min) and demold. “The injection only takes 20 seconds,” he says, “but the total molding cycle is about four hours.”
Cycle time and cost
The still-lengthy cure cycle for the SPARTA door frame is driven by the Hexcel RTM6 resin formulation and processing that is Airbus-qualified. “We were able to achieve cure cycles of 30 minutes at 180°C with an additional post-curing under vacuum afterward to remove thermal stress and ensure mechanical properties,” notes Rittenschober, adding that the properties were quite good, and comparable to the LP-RTM part.
“We showed that you can use the process and automate production for higher part volumes,” says Rittenschober. “You can inject and cure in the mold and then post-cure out of the press.” He concedes this requires extra sets of tools, but only a single press and injection unit. “With this system, you can reduce the part cost by €700, which enables you to pay for the equipment easily with a production rate of 500 to 1,000 parts/year, which is not even a very high volume.”
CTC process development and demonstrators
Tooling and process aside, the HP-RTM door project also included innovative use of fiber format. “We started with woven textiles already qualified by Airbus and were very successful,” recalls Schiller. “Then we continued with NCF and more innovative textiles.” The latter included dry fiber placement and interleafing with spread tow layers for increased toughness, but the latter presented issues with tight packing of fibers and layers, causing poor permeability and hindering resin infiltration. “There are also developments to address this, such as NCF with special fibers to improve permeability,” he adds.
Regarding pressures for HP-RTM, Schiller emphasizes that the decision to use the process was driven more by mixing technology from the polyurethane industry than by high process pressures. “We are using HP-RTM just to get a good mixing of highly reactive resins,” he explains. “There may be some higher pressure in the mold, but this is a secondary effect from fast injection. For automotive parts with 2-minute cycle times, they must infiltrate the dry preform with resin much faster than we do. Our 15-minute cure time allows more time for resin infiltration, which also lowers pressure in the mold.”
Press tonnage, meanwhile, depends on part size. “Making parts up to 2 meters in size works well (about 1,500 tons) but parts sized 4-6 meters require calculating the business case because the press investment becomes very high,” says Schiller. CTC displayed a 1.5-meter- by-0.5-meter CFRP rib representing any possible aerospace primary structure at JEC World in 2018. It will also receive a higher-tonnage press at the end of 2019.
2K resins and sensor-based QA
Schiller observes that all previous RTM aircraft structures have only used 1K systems mixed by the supplier, who then certifies the mixture and bears the liability for making sure the resin meets qualification requirements. “Now we are considering 2K systems, but the challenge is to ensure the mixing quality,” he explains. Premixed 1K systems require cold shipment and storage to prevent reaction until part processing. Thus, advantages of 2K systems include elimination of this expense as well as higher reactivity for faster processing. One issue, however, is that quality assurance (QA) will transfer from the resin supplier to the parts manufacturer. “This QA requires detection of the mixing ratio and the mixed resin quality. Both are needed for Airbus qualification of a new material. So, this means measurements of the two components just prior to mixing and of the resin after mixing. Today, we only have sensors before the mix head, showing how much resin and how much hardener are metered into the mix. This is not enough for qualification.”
Alpex, meanwhile, is working to develop an inline quality system to provide the verification of 100% properly mixed resin that Airbus requires. “We have worked with Netzsch in-mold sensors from the beginning of this development,” notes Rittenschober. “Now that Netzsch is partnered with Kistler (Winterthur, Switzerland), new technology is available. We can monitor temperature, pressure and the cure of the resin from a single sensor, which we include in the mold.”
“Alpex says to use in-mold sensors, and the mix/injection equipment suppliers say the sensors should be in their systems,” says Schiller. “Both are right.” But he notes there also is a need for improvement in the latter. “In automotive HP-RTM, the resin mix ratio is measured over the complete process, so it’s an average,” Schiller explains. “However, I need this measurement at every discrete point during the process, so that I know that the mix ratio is always correct, even for the last half of a second during injection. We need better time resolution in the measuring systems.” Schiller suggests sensors will probably be needed before the mix head, inside the mix head and in the mold. “We are working on this QA development in parallel to evaluating 2K resins in aerospace applications, and together with the machine suppliers, we have identified sensor systems which promise sufficient resolution. They will be validated within this year.”
Alpex is also trialing a new hybrid multifunctional piezoelectric sensor developed by Aerospace & Advanced Composites (AAC, Wiener Neustadt, Austria). Placed on the RTM mold, it acts as a pressure sensor to monitor the resin flow front in the mold. Once the preform is impregnated by the resin and curing starts, change in the impedance spectrum is used by the sensor to determine degree of cure. Once cure is complete, the piezoelectric sensors are co-cured on the surface of the part to be used for structural health monitoring either in passive mode as acoustic emission sensors or in active mode using guided ultrasonic waves. They have been demonstrated for monitoring of impact and damage on finished parts.
Note that this process data can be analyzed by Industry 4.0 intelligent production systems to identify routes for further improvements in quality and efficiency. This process data also can be logged for each part’s digital twin.
Future potential
Rittenschober says the only real hurdle for the HP-RTM technology is certification: “We are demonstrating with Airbus Helicopters that this process can work, but someone has to certify it.” Schiller agrees that it’s always a hurdle to find who will be first, but he has also calculated business cases for a lot of parts over the last year. “For 200 parts per year, it doesn’t make sense. However, for parts on the A320, for example, it becomes attractive. Every month, we see a higher target rate for the A320 program. A lot of these parts were engineered in the 1980s and are produced manually, so they could easily be made much more efficient with HP-RTM.”
With CTC-demonstrated part cycle times of 20 minutes, HP-RTM could also be attractive for the electric vertical takeoff and landing (eVTOL) aircraft market, where production volumes of 5,000 aircraft per year have been suggested as an upper limit by air taxi manufacturer UBER.
Alpex will continue to develop a range of RTM advancements, says Rittenschober. “We believe HP-RTM has real potential to help solve some of the issues with more cost-effective, industrialized production of CFRP aerostructures.” Schiller agrees, noting that for many of the targeted A320 applications, there are numerous CFRP parts per shipset. “Thus, the benefit of a more efficient process starts to accumulate. If we can get the first application in production, then there will be others.”

The Next Generation of
Aerospace Manufacturing
With the commercial aviation industry projected to double in the next 20 years, meeting the demand for passenger and freight aircraft will require new technologies and unprecedented manufacturing rates.
Learn more about the materials and processes that will shape next-generation aircraft in a collection of stories from CompositesWorld, Modern Machine Shop and Additive Manufacturing, available to read or download for free. Get it here.








Related Content

CEAMS wins Composites UK award for successful continuous rCF reclamation
Industry consortium demonstrates a technical and industrial milestone in composites recycling, looking to expand its collaboration for use more widely across U.K. manufacturing.
Read More
Cygnet Texkimp spotlights fiber processing solutions for high-performance composites
JEC World 2026: ART high-rate fiber deposition, 3D weaving creel technologies and a Factory of the Future-focused AGV system support fiber handling, processing capabilities.
Read More
Technical textiles, prepregs, composite parts and multilayered materials
CAMX 2025: BGF Industries is highlighting its range of versatile woven products for composite reinforcements, with materials, parts and literature available for viewing, as well as those from parent company Porscher Industries.
Read More
Evaluating drape and impact performance of 2D and 3D woven composites
A recent study demonstrates how advanced textile architectures are shaping the future of damage-tolerant and impact-resistant composite materials for defense.
Read MoreRead Next

CW Plant Tour: Composite Technology Center, Stade, Germany
A cornerstone of Germany’s CFK Valley, CTC pushes composites forward via automation, recycling, digital thread-based manufacturing and more.
Read More
Donauwörth as composites pioneer
Airbus Helicopter Germany produces composite primary structure for 30+ years, first all-composite doors for A350 XWB and latest “kinked” composite blades for new “quiet” rotorcraft.
Read More
The rise of HP-RTM
Decades of development have propelled it to prominence but its future demands industrial solutions for handling cost, complexity and process control.
Read More