
Lanxess extends use of composites to extrusion blow molding
The process demonstrates its capabilities to boost the mechanical performance of blow-molded components in high-stress areas.

Share
Read Next




Engineering plastics experts (left to right) Tilmann Sontag, Loreen Winkelhake and Arthur Rieb evaluate the quality of a hollow part reinforced with Tepex during blow molding at the Dormagen Technical Center of Lanxess’ High Performance Materials (HPM) business unit. Photo Credit: Lanxess AG
Lanxess AG (Cologne, Germany) announced on Sept. 3 that it is expanding its range of applications to extrusion blow molding, which will include the integration of Tepex continuous fiber-reinforced thermoplastic composites into the production process.
In a recent feasibility study, Lanxess says it demonstrated that components made of PA6 can be manufactured with blow molding technology while receiving local reinforcement with Tepex at points subject to heavy loads. The investigations were said to be performed on a close-to-production blow molding machine at the technical center of the High Performance Materials business unit (HPM) in Dormagen, Germany. “The components show an outstanding adhesion, which allows utilization of Tepex’s strength and rigidity,” explains Arthur Rieb, blow molding specialist at HPM.



According to Lanxess, the process can be used to locally boost the mechanical performance of blow-molded components, for instance in areas that are subject to high mechanical stress due to impact loads or high pressure. “In addition, it is suitable for the manufacture of blow-molded structural components, like the hollow sections for car body reinforcement. Extensive use of Tepex can be a key factor in reducing weight and material use because the basic wall thickness of the component can be decreased,” Rieb explains. “Based purely on thermoplastic systems, the hollow parts are easy to recycle, thus making it easier to establish closed-loop material cycles.”
When manufacturing such hollow parts, says Lanxess, the first step is extruding a tubular parison while a heated and plasticized Tepex insert is simultaneously placed in the blow molding tool. The parison is then inflated in the tool, which also forms the Tepex section. This results in a component with a defined shape and local Tepex reinforcement. “The forming of Tepex is integrated in the blow molding process, resulting in a one-step process with short, economically efficient cycle times that are typical of blow molding,” adds Rieb.
Previously, says Lanxess, manufacturing components of this kind involved a three-step process with the subsequent welding of a two- or three-dimensional Tepex insert onto the blow-molded hollow part.
“Our process makes things much simpler,” says Tilmann Sontag, expert in lightweight design at HPM’s Tepex automotive group. “In addition, the fabric reinforcement makes the plasticized Tepex material much easier to handle than tapes that are unidirectionally reinforced with continuous fibers. This enables a stable and safe production process.”
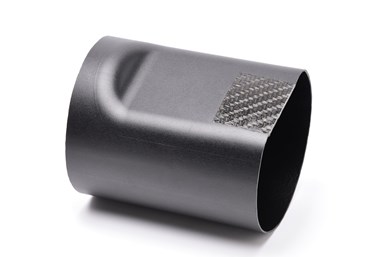
Thanks to the good adhesion between the blow molding material and Tepex, a material bond is created in which Tepex can fully exploit its strengths in terms of strength and stiffness. Photo Credit: Lanxess AG
Further, as the continuous fibers in Tepex are fully pre-impregnated with plastic, the process is highly sufficient to consolidate the material so no air pockets form during the blow molding. “The result is a material bond with excellent adhesion between the blow molding material and Tepex. Even low blow molding pressures are enough to form Tepex into critical 3D geometries such as hemispheres with tight radii,” explains Sontag.
According to the company, its HPM business unit has developed a wide product range of high-viscosity compounds based on PA6 and PA66 with and without glass fiber reinforcement, materials that can also be used for the new process/material combination. For instance, the range is said to include soft, impact-resistant product variants such as the unreinforced PA6 compounds Durethan BC700HTS DUSXBL and Durethan BC550Z DUSXBL. Lanxess notes that materials of this kind are suitable for Tepex-reinforced tanks or other hollow parts where the application also requires, for example, high impact resistance and flexibility. By contrast, the glass fiber-reinforced product types tend to be the material of choice for lightweight structural components.
With Tepex, too, a wide range of product types are available for the process — for instance, material variants that are reinforced with continuous fiber fabrics or laminates made of glass, aramid or carbon fibers. The matrix of composites is also capable of variation. In addition to PA6 or PA66, for instance, it can also consist of polyolefins such as polypropylene or polyethylene.
To support customers at all stages of component development, the Lanxess HPM business unit has combined its expertise in material, application, procedural and technological development under the brand HiAnt. The service is said to encompass everything from concept design, material optimization and the calculation of component characteristics by means of simulation tools, to processing, component testing and the start of series production.











Related Content

“Structured air” TPS safeguards composite structures
Powered by an 85% air/15% pure polyimide aerogel, Blueshift’s novel material system protects structures during transient thermal events from -200°C to beyond 2400°C for rockets, battery boxes and more.
Read More
Plant tour: Sekisui Aerospace, Orange City, Iowa, Renton and Sumner, Wash., U.S.
Veteran composites sites use kaizen and innovation culture to expand thermoplastic serial production, 4.0 digitization and new technology for diversified new markets.
Read More
MFFD longitudinal seams welded, world's largest CFRTP fuselage successfully completed
Fraunhofer IFAM and partners have completed left and right welds connecting the upper and lower fuselage halves and sent the 8×4-meter full-scale section to ZAL for integration with a cabin crown module and testing.
Read More
Plant tour: Airbus, Illescas, Spain
Airbus’ Illescas facility, featuring highly automated composites processes for the A350 lower wing cover and one-piece Section 19 fuselage barrels, works toward production ramp-ups and next-generation aircraft.
Read MoreRead Next

Lanxess shifts to recycled composites with Durethan ECO polyamide products
The PA6-based products feature waste glass in loadings of 30, 35 and 60%. Lanxess is shifting to a circular economy to help improve the company’s carbon footprint.
Read More
Post Cure: CFRP mainframe, modern manufacturing techniques pioneer next-generation rigid airships
Advanced composites enable the revival of rigid airships in LTA Research's 400-foot-long Pathfinder 1.
Read More
Sentherm conductive polymers match aluminum thermal performance, cut weight
Tailored filler networks, anisotropic material design and manufacturing process control achieve hybrid polymers for EVs, batteries and other automotive-related electronics with 95% of aluminum’s thermal performance and 25-45% reduced component weight.
Read More