






IACMI Project 3.2 evaluated carbon fiber-reinforced composites infused with a novel epoxy-based resin system to develop structural composite parts with complex geometry to replace metals in highly-loaded, safety-critical applications on primary body structures of high-volume passenger vehicles. One of the first applications evaluated was use of a carbon fiber/epoxy prepreg on the B-pillar of a test vehicle. The high-performance prepreg material directly reduced mass by 3 kilograms and enabled down-gauging of surrounding sheet metal, which could then be specified in less costly alloys, offering additional weight and cost savings. Source | Ford Motor Co.
Automakers in most geographies face challenging 2025 mandates on reduced tailpipe emissions and/or improved fuel economy for passenger vehicles. However, developing fundamentally new automotive technology to meet these requirements is costly, so consortia to allow supply-chain members to share costs for precompetitive research are being used in many countries.
In the U.S., one such organization is the Institute for Advanced Composites Manufacturing Innovation (IACMI—The Composites Institute, Knoxville, Tenn., U.S.). Among the organization’s initiatives, IACMI members from industry, academia and government work on multi-pronged projects — involving integrated materials/process development, modeling/simulation, multi-material joining, and recycling — to solve engineering problems, improve vehicle mass, reduce energy consumption and emissions, and create new U.S. jobs.



Project 3.2 and the impossible resin system
Project 3.2 was one of the first projects IACMI took on when it formed in June 2015, although technology used in the project had actually begun being developed a few years prior to IACMI’s creation, with a collaboration between Ford Motor Co. (Dearborn, Mich., U.S.) and what was then Dow Automotive (now The Dow Chemical Co., Midland, Mich., U.S.). When IACMI formed and Project 3.2 started, Ford and Dow brought their previous work on a novel epoxy resin system into the program. Once joined with IACMI, the program broadened to eventually include several phases representing new uses for this innovative resin: a prepreg B pillar, an all-sheet molding compound (SMC) decklid and an SMC/aluminum liftgate.
Called VORAFUSE, the resin family developed by Dow for Ford is designed for use in prepreg and SMC, and to process on compression molding equipment, which is widely available in the North American auto industry. Per Ford’s requirements, the resin’s glass-transition temperature (Tg) is 150-160°C, it molds at 145-155°C, and it cures in less than 2 minutes at 150°C (although sub-1-minute cure is available), making it fast enough for high-volume (100,000-plus/year) vehicle production. It achieves post-mold cures of more than 95%. The system is free of solvent- and volatile-organic compounds (VOCs).
“The CTQs [critical-to-quality requirements] defined by Ford are unique and have never been achieved in a single commercial product before,” explains Dave Bank, fellow, Dow Polyurethanes R&D. “For this reason, novel chemistry and a host of highly non-traditional products were required to meet these demanding specs.”
“The thermodynamic separation of shelf stability and polymerization in the resin/curative blend yields a dry paste that can be infused into carbon fiber without advancing cure and yielding a dry, non-tacky molding compound,” adds Bank. “Yet, when molding conditions reach 150°C, the chemistry is ‘hot’ and cure advances quickly.” Dow submitted 21 patent applications and so far has been granted four for the technology.
Phase 1: Prepreg B pillar
After VORAFUSE was brought into Project 3.2, IACMI began work on an automotive application that would become Phase 1 of the overall project. Team members included Ford, Dow, DowAksa US LLC (the Tucson, Az., U.S.-based arm of DowAksa B.V., a 50/50 joint venture between Dow Chemical and Aksa Akrilik Kimya Sanayii A.Ş., Çiftlikköy-Yalova, Turkey); Michigan State University (East Lansing, Mich., U.S.); Purdue University (West Lafayette, Ind., U.S.); University of Tennessee-Knoxville (Knoxville, Tenn., U.S.); Continental Structural Plastics (CSP, Auburn Hills, Mich., U.S.); and Oak Ridge National Laboratory (Oak Ridge, Tenn., U.S.).
In the first phase, researchers developed continuous (braided and non-crimp fabric) carbon fiber-reinforced prepreg impregnated with the epoxy. VORAFUSE P6300 resin was formulated for compatibility with DowAksa A42 D012 24K standard-modulus carbon fiber. The team’s goal was to use the carbon fiber/epoxy prepreg to develop structural composite parts with complex geometry to replace stamped metal in highly-loaded, safety-critical applications on primary body structures of high-volume vehicles.
For the technology demonstrator, the B pillar on one side of a Ford Fusion test vehicle was used. Viability was first evaluated via simulation and then physical parts were molded and subjected to all required tests — including full-scale vehicle crashes. Parts passed with flying colors, reducing mass by 3 kilograms per side compared to incumbent metals. Uncured scrap was recycled to form the pillar’s complex rib structures. The high-performance composite allowed for down-gauging of surrounding sheet metal, which could then be specified in less costly alloys, offering additional weight and cost savings.
Having passed all of Ford’s requirements, the material’s first commercial use was for a front roof header and a front floor closeout panel on the carbon composite-intensive Ford GT supercar.
Not surprisingly, the carbon fiber/epoxy prepreg carries a cost premium, so is best for vehicles with significant mass-reduction mandates that can pay a premium for significant weight savings opportunities.
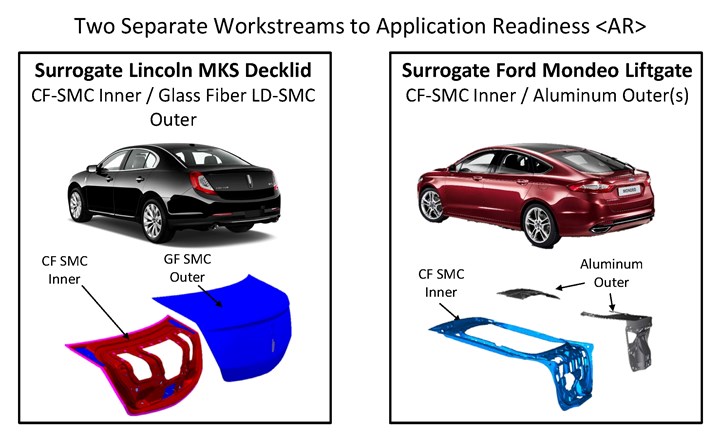
Phase 2/Workstream 1: All-SMC decklid
Building on the prepreg successes, project researchers next explored discontinuous carbon fiber-reinforced SMC with the novel epoxy resin in complex 3D structures with safety-critical functions. In one demonstrator, the carbon fiber/epoxy SMC was used as the inner/structural panel of a bonded decklid (trunk lid), and in another demonstrator it was used for the inner/structural panel of a much larger and more complex bonded liftgate (rear hatch/door containing window glass, wiper motors, lights, etc.). In both workstreams, original design constraints, hardware, joining techniques and structural adhesives were left unchanged. Challenging mechanical targets of more than 300 MPa tensile strength and more than 40 GPa tensile stiffness — comparable to incumbent cast magnesium and aluminum — were used. SMC also needed higher flow than prepreg, so a slightly different grade, VORAFUSE M6400, was developed.
For the decklid demonstrator, which represented an incremental advancement over current glass/SMC technology, the carbon fiber/epoxy SMC replaced conventional structural fiberglass-reinforced unsaturated polyester SMC for a decklid inner on a Lincoln MKS prototype vehicle. The carbon fiber/epoxy SMC inner panel was bonded to a low-density (LD, 1.25 SG) glass fiber/polyester SMC outer panel, which replaced a standard-density (1.9 SG) glass fiber/polyester SMC incumbent. Both old and new outer-panel materials were Class A compatible. Original tooling was reused to mold both carbon fiber/epoxy SMC inner and the glass fiber/polyester outer panels. Shrink — while slightly different between both resin systems — was close enough not to cause fit and finish issues (in other words, no significant dimensional changes were observed).
Virtual prototyping subjected the bonded assembly to a number of challenging load cases, including torsional rigidity, front corner stiffness, waterfall deflection and latch loads. Dozens of inner and outer panels were next molded, bonded and tested — including challenging 89-kilometer-per-hour rear impacts. Assemblies passed both virtual and physical testing without issue.
Decklid mass was reduced 30% (from 10.5 to 7.33 kilograms) versus the benchmark. However, had budgets allowed the inner panel to be retooled — which could have been designed thinner given its higher mechanical performance compared to the incumbent — then researchers calculate that mass could have been reduced at least 35% with 2-millimeter walls, and even further with 1.5-millimeter walls.
The carbon fiber/epoxy SMC passed all Ford requirements and now can be used on commercial platforms, although cost would be higher than with conventional glass fiber/polyester SMC.
Phase 2/Workstream 2: SMC/aluminum liftgate
For the last project, researchers turned to a truly challenging scenario: replacing lightweight metal with carbon fiber/epoxy SMC to produce a hybrid (metal/composite) bonded assembly for larger and more complex liftgates on Ford Mondeo five-door/hatchback test vehicles. To minimize changes to vehicle-build sequences, researchers designed the assembly to be added to the body-in-white (BIW) prior to electrophoretic rust-coat (e-coat) treatment and associated paint-bake cycles.
Carbon fiber/epoxy SMC replaced magnesium for structural/inner panels that were bonded to incumbent aluminum outer panels. Since new tooling had to be created to produce the composite panel, the part was redesigned. Panel thickness was varied according to stiffness/strength requirements and to add ribbing. Also, metallic reinforcements were used in high-load attachment areas for gas struts, latches, hinges and locks, all of which made the composite panel somewhat thicker — something that package space allowed.

An exploded view of the SMC/aluminum liftgate (with metallic hardware) for the five-door/hatchback version of the Ford Mondeo. Source | Ford Motor Co.
These multi-material assemblies were subjected to demanding requirements, including torsional and bending loads, lateral stability, corrosion resistance, long-term durability and rear-crash tests. They also had to meet stringent dimensional-stability requirements with respect to margins and flushness.
While the hybrid system easily passed most requirements, there were fit and finish issues owing to coefficient of linear thermal expansion (CLTE) mismatches between composite inner panels and aluminum outer panels, which led to residual-stress buildup in bonded joints and panel distortion after cool down. Subsequent work with Purdue University’s simulation team focused on improving predictions of modulus, strength and cure kinetics for the 1K epoxy adhesive (chosen for its ability to survive e-coat temperatures) in hopes of reverse-engineering an adhesive that would work better. Warpage was reduced an order of magnitude, but slightly missed the target. Several solutions are possible: a 2K/room-temperature-cure or induction-cure adhesive could be tried or a new high-temperature adhesive could be developed. Longer term, replacing aluminum with carbon fiber composite on the outer panel would eliminate the problem, as would producing the liftgate offline and adding it later in the vehicle-build sequence. However, both options add cost.
Project 3.2 is now wrapping up but has produced interesting technology, some of which — the B pillar prepreg and SMC decklid — is commercial-ready, and some of which points to areas where further work is needed.
“Working with IACMI and our industrial and academic partners allowed us to dive much more deeply into technology from first principal, to develop foundational science and draw upon a much broader knowledge base than we could have done alone,” summarizes Project 3.2 Leader Patrick Blanchard, technical leader-advanced polymer systems, Ford research & innovation. “We look forward to identifying new commercial opportunities and R&D activities to continue working with our IACMI partners.”








Related Content

Composite resins price change report
CW’s running summary of resin price change announcements from major material suppliers that serve the composites manufacturing industry.
Read More
PulPro-SMC project achieves weld-free composite rail vehicle joints in single pressing step
SNAPSHOT: Three-year R&D collaboration led by HÖRMANN Vehicle Engineering has demonstrated a pultrusion-SMC bonding method that eliminates separate joining hardware and reduces weight by 20% versus conventional steel construction.
Read More
Dieffenbacher acquires Schmidt & Heinzmann composites business
The acquisition, which includes all intangible assets of the business unit, will expand Dieffenbacher’s SMC delivery spectrum, enable potential for portfolio growth and synergies.
Read More
Matrix Composite highlights carbon fiber SMC prepreg Quantum-ESC
Prepreg produced by LyondellBasell features high flow, rapid tool loading capabilities.
Read MoreRead Next

Industrial ultrasonic NDT adaptation permits accessible composite bicycle inspection
Cycle Inspect's ASNT-aligned certification program employs affordable twin-crystal ultrasonic testing equipment and standardized inspection methods to detect damage in composite bicycle components.
Read More
Post Cure: 3D printed plastic, composite mouthstick designs assist limited-mobility users
Three M Tool and Machine has used its in-house additive manufacturing capabilities to rethink medical devices like mouthsticks, which must be stiff, lightweight and comfortable enough for everyday use.
Read More
Report: Composites and Carbon Fiber Use in Hydrogen Storage
A first-of-its-kind technical report that assesses the materials, manufacturing processes, market and energy trends driving use of carbon fiber composites in global hydrogen (H₂) storage applications for fuel cell-powered trucks, buses, trains and passenger vehicles.
Read More