
Automated Preforming, Part 6: Coriolis Composites
Pioneer in automated fiber placement (AFP) advances preforms for overmolded thermoplastic composites enabling production of one automotive part every 20 seconds.




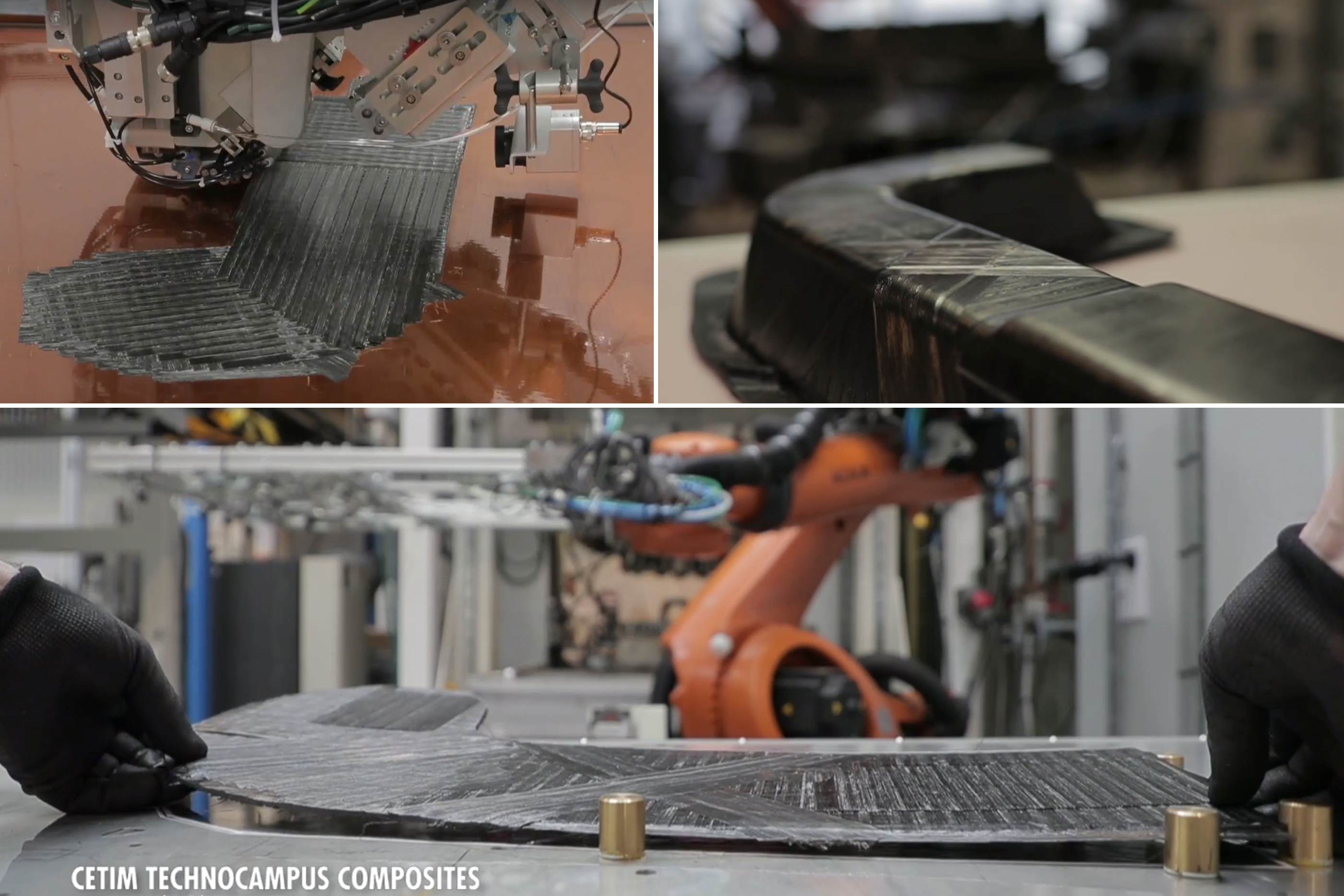
Coriolis Composites automated fiber preforming (AFP) system making preforms for themoplastic composites stamping process at Cetim (Nantes, France) composites lab. Photo Credit all images: Coriolis Composites
Coriolis Composites (Quéven, France) develops robotic systems for automated fiber placement (AFP) using low-cost, high-accuracy six-axis robots for high throughput. Founded in 2001 by three engineers—Yvan Hardy, Alexandre Hamlyn and Clémentine Gallet, who remain at the helm—its engineering expertise continues.
Having demonstrated its first prototype for the German Aerospace Center (DLR) in 1996, the company has over 20 years of experience in the machines, materials and process development used to create finished composite structures and preforms.




AFP machine placing bindered carbon fiber tows for Audi R8 B pillar preform (bottom).
Coriolis Composites actually began with industrial and automotive applications, and only later progressed into aerospace. More than 50 machines are installed worldwide, with 25 in rate production of commercial aircraft and others being used in automotive parts development. Coriolis Composites systems offer robust processing, including placement of:
- Continuous and discontinuous fibers.
- Dry fiber, thermoplastic (TP) and thermoset materials at same speed.
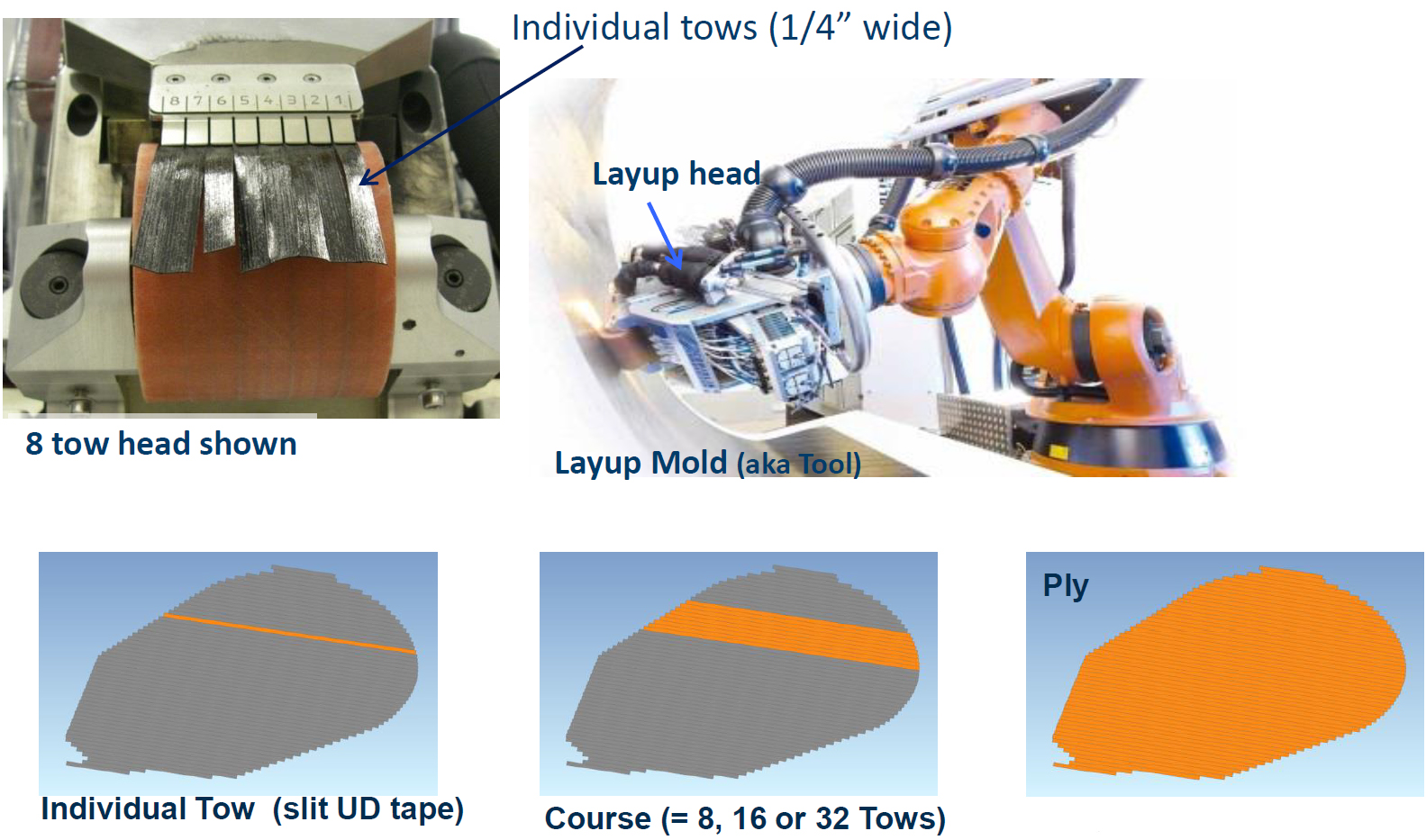
- A single tape up to 32 tapes simultaneously.
- 2D (rotary table), 2.5D and complex 3D shapes.
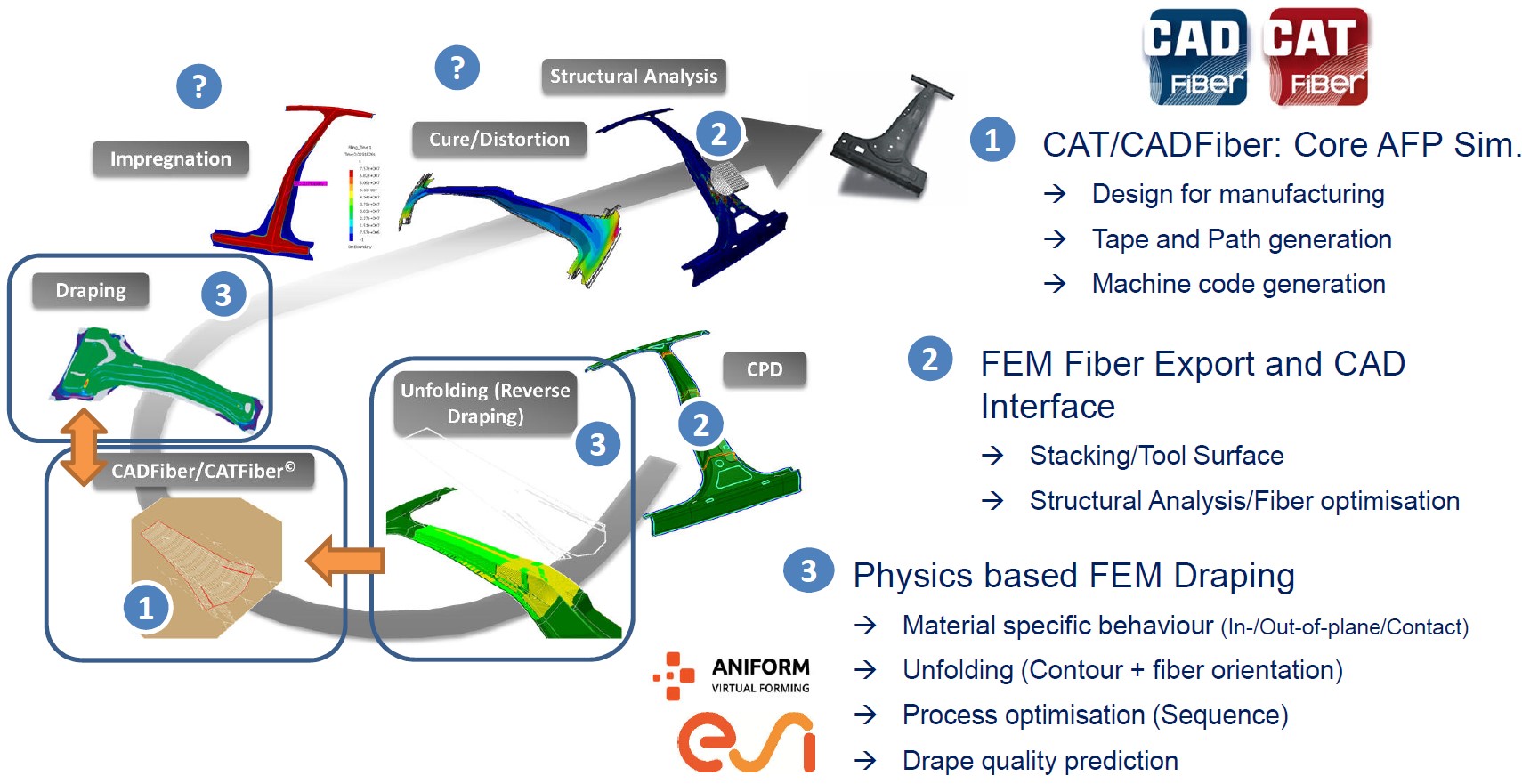
The company has also developed its own suite of software, enabling a fully digital, end-to-end simulation chain from its stand alone CADFiber and Catia-based CATFiber software, through to multiple finite element-based analyses including structural design, preform draping and preform resin impregnation.
Automotive Composites
“We offer low-cost preforms which are optimized for high-volume processes, including resin transfer molding (RTM) and thermoplastic stamping,” says Coriolis chief technology officer and director Alexandre Hamlyn. But don’t other companies offer this as well? “Yes, but they do not have our background with all of our software development. It took us 15 years to develop our know-how in handling fiber in AFP and in robotic materials software. Our machines are also built using standard, off-the-shelf robots. We have supplied 50 machines and they all have the same basic components. So our approach is more robust.”
Notably, all of the parts made with these machines vary greatly, from automotive to aerospace, large and small, relatively flat and very complex-shaped. “We are not focusing only on dry fiber, thermoplastic or thermoset,” Hamlyn explains. “We can use whatever materials. We can use infrared, hot air or laser heating and any fibers. Our solutions are quite open to new developments and offer the most flexibility but without loss in reliability.”
Parts developed for automotive include a door beam for Peugeot, an anti-vibration engine mount for Cooper Standard and a roof and B pillar for Audi. Coriolis has also made a seat frame for Faurecia to benchmark the Quilted Stratum Process (QSP) production line vs. AFP.
Peugeot Door Beam
- Glass fiber/ polyamide (PA)
- 50% lighter vs. steel
- Full simulation chain and crash test
- 1 part every 90 seconds
Anti-Vibration Engine Mount
Part of the DynaFib program aimed at 500,000 parts/yr.
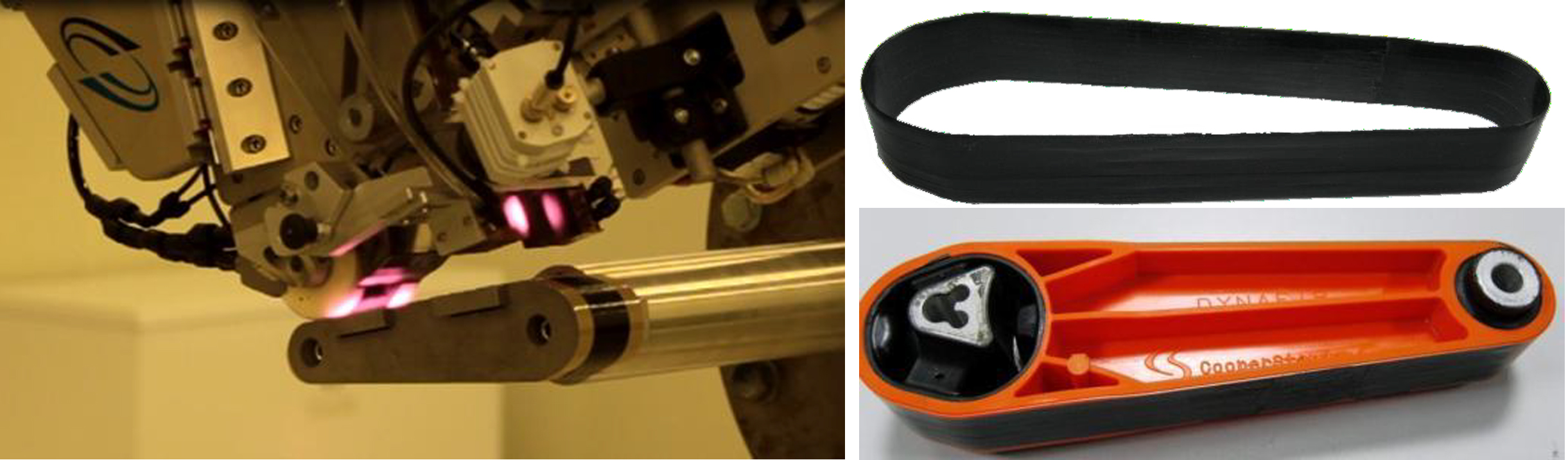
- Glass fiber/PA
- In-situ consolidated UD preform and unreinforced PA overmolding
- 40% lighter than steel
- Full simulation chain and crash test
- 1 part every 20 seconds
Audi A1 Roof
- Dry bindered carbon fiber
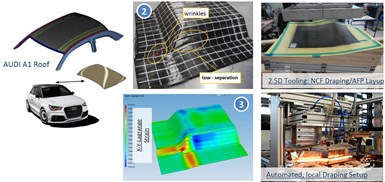
- 50% less process time and 20% less scrap vs. noncrimp fabric (NCF)
- Preform optimized for draping
- 2.5D layup tooling (vacuum fixation, heated draping)
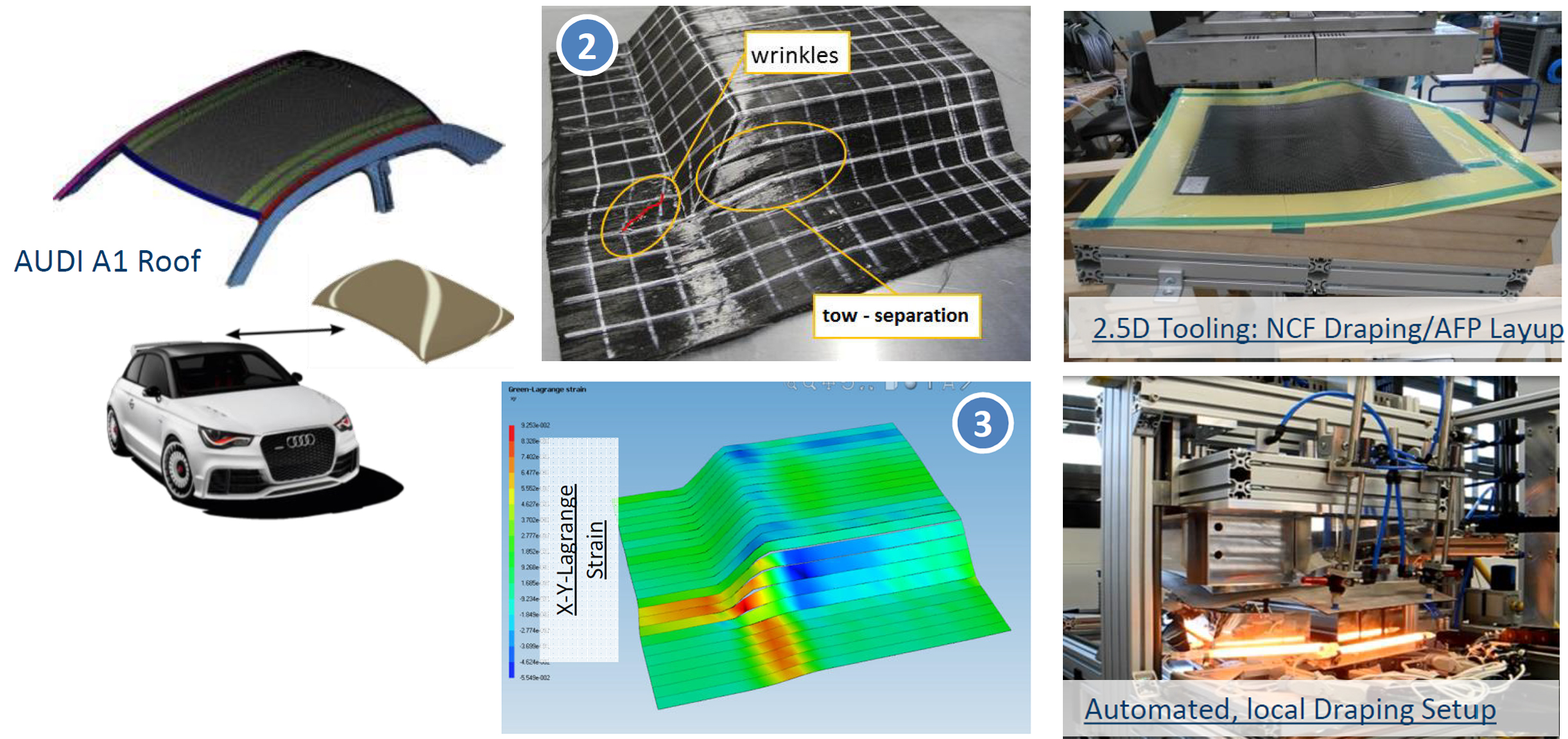
Audi R8 B-Pillar
- Dry bindered carbon fiber for subsequent preform shaping and RTM
- Full simulation chain
- 1 preform every 120 seconds
Coriolis Composites is part of the Excelcar R&D center and consortium based in Rennes, France which includes Peugeot, Cooper Standard and Faurecia, which all have facilities there, as well as local universities and development authorities. Opened in 2015, this 800-m2 area within the Le Janais plant is focused on development of composites parts to replace metal in order to reduce automobile weight and increase fuel efficiency/reduce emissions.
Coriolis believes it offers key advantages for automated preforming:
- Lower scrap than NCF due to the ability to optimize the preform for closest net shape.
- Highest strength- and stiffness-to-weight ratio due to optimally tailored preform thanks to the ability to place at fibers at any orientation.
- High-volume production:
- 1 kg/hr with single 1.5-inch wide tow/tape.
- 100 kg/hr with 12 x 1.5-inch wide tow/tape.
(e.g. 24k or 50k tow spread to 0.5 to 1.5-inch width)
- Advanced processability:
- Can optimize preform architecture for 3D forming and permeability for resin infiltration via HP-RTM, C-RTM or resin infusion.
- In-situ consolidation of thermoplastics.
- Local reinforcement possible with low-cycle times.
R&D resource
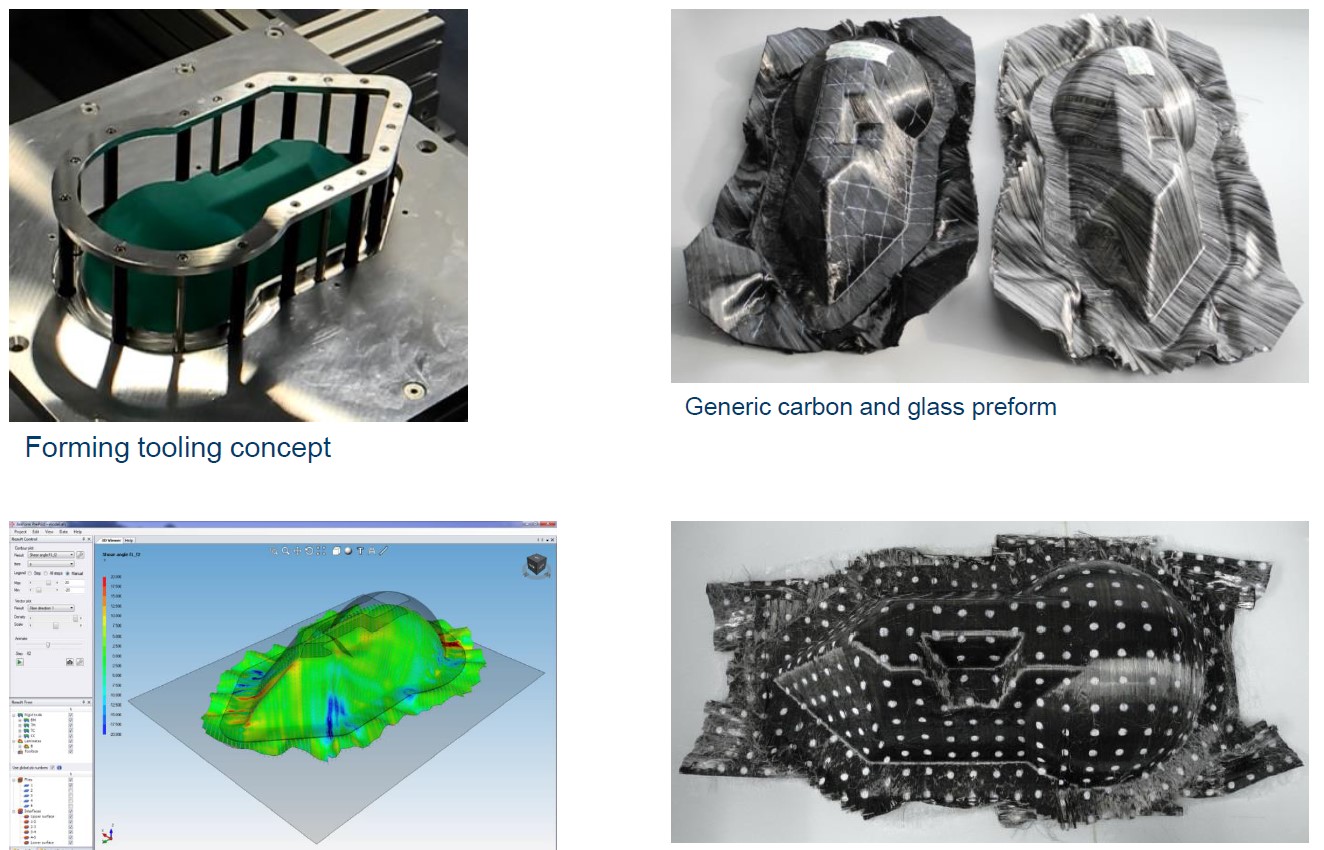
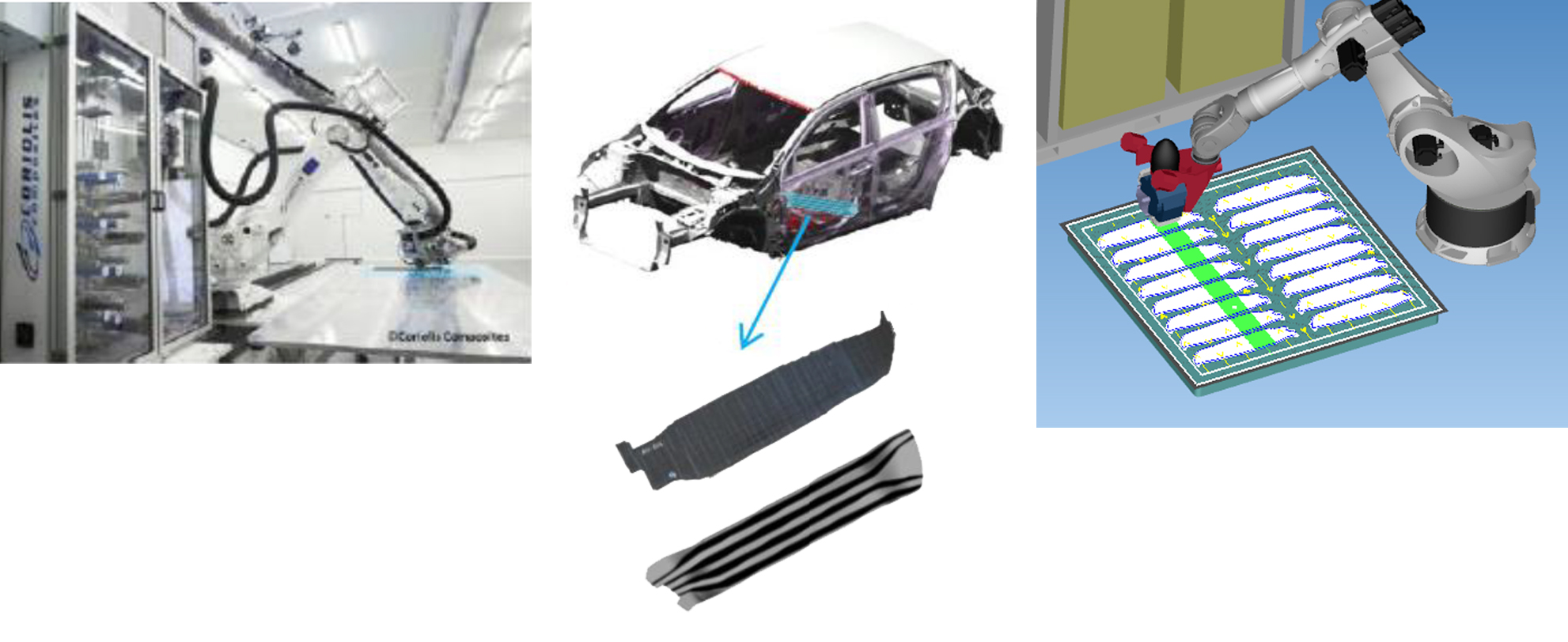
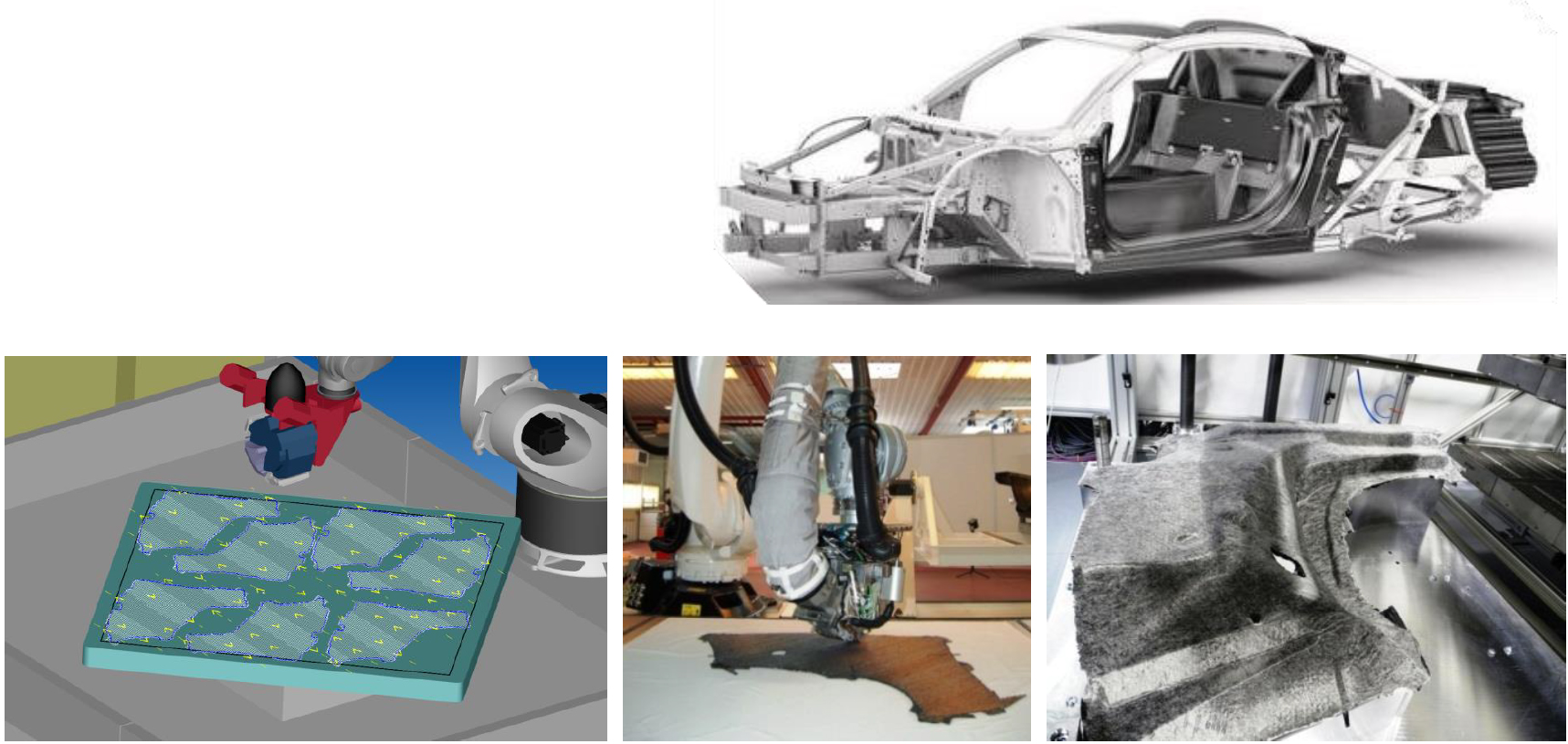
Coriolis tooling development and draping simulation/optimization, where printed dots assist vision system scanning, part of comparing simulation results to real parts for validation. Photo Credit: Coriolis Composites
Coriolis Composites also provides significant R&D capabilities, including an 800-m2 lab with three dedicated machines for trials. Services offered by this Technical Center include:
- Feasibility studies
- Prototyping
- Productivity analysis
- Part and tooling design
- Process development
- Simulation and optimization
- Pre-production runs
- Small series production up to 1,000 parts/yr
Coriolis strengths here include decades of experience, participation in numerous collaborative R&D projects and an extensive suite of simulation tools.








Related Content

McClarin Composites partners with ExxonMobil to accelerate high-speed RTM
Multimillion-dollar investment to drive next-gen automated RTM technology will open new applications and markets for composites OEMs.
Read More
JEC 2026 highlights: AFP-RTM integration, new vitrimer prepreg, mapping AFP data, metal coated fiber in battery cases and more
CW executive editor Ginger Gardiner discusses some of this year’s notable exhibits and new developments in composites.
Read More
Bucci Composites expands automotive production capabilities with facility addition, new high-ton presses
CW Top Shops recipient Bucci Composites shares an update on its facility expansion, automotive composites applications, sustainability, education initiatives and more.
Read More
Smart & Sustainable RTM 4.0 project advances high-rate production for large composite structures
SNAPSHOT: CTC Stade, Airbus and German consortium demonstrate induction heating, 2K resins, novel tool and preforming concepts and sensors in digitized process chain with energy monitoring and more.
Read MoreRead Next

Automated Preforming, Part 5: Holistic Quality Optimization
Simulation and testing key to integrated approach for optimization of automated preforming, offering time and cost savings as well as basis for automated quality inspection.
Read More
Automated Preforming, Part 7: Fill Gesellschaft
Fill automates preforming for 1-min cycle time overmolded thermoplastic automotive parts but supplies automation throughout aero- and autocomposites process chains.
Read More
Report: Composites and Carbon Fiber Use in Hydrogen Storage
A first-of-its-kind technical report that assesses the materials, manufacturing processes, market and energy trends driving use of carbon fiber composites in global hydrogen (H₂) storage applications for fuel cell-powered trucks, buses, trains and passenger vehicles.
Read More