
Wind Blade Manufacturing: Cost-efficient materials-based strategies
The wind blade’s four key elements — the root, the spar, the aerodynamic shell or fairing, and the surfacing system — have present unique manufacturing challenges that must be met with carefully selected composite material systems and molding strategies.



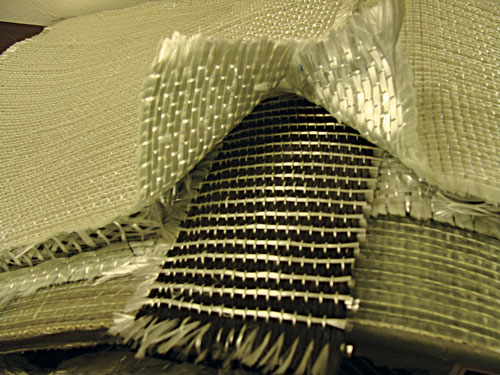
3TEX’s ZPLEX tongue-and groove-preforms form a lap joint with single ply carbon or glass spar caps. The materials help reduce open mold time, touch labor errors and the risk of delamination. The thick arc is 2.5 inches/64 mm thick using just 17 plies and allows boring axial bolt holes without cutting interplay bondlines. The rope is actually all eGlass FilletBraid used in infusion to eliminate resin pockets in gaps and corners. The flat white and black slabs are the single-ply carbon and E-glass spar caps. Source: 3TEX
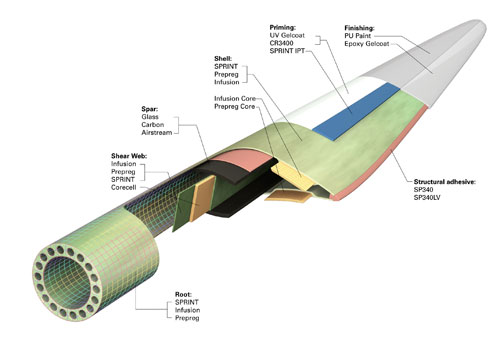
A diagram from a Gurit presentation on “Materials Technology for the Wind Energy Market” shows where Gurit materials may be applied within wind blades, as well as Gurit’s definition of four key areas for materials development: root section; structural spar/ spar cap; aerodynamic fairing/shell; and surfacing system. Source: Gurit
Each of the wind blade’s four key elements — the monolithic root section (which forms the rotor attachment point), the structural spar (shear web and spar cap) the aerodynamic shell, or fairing, and the surfacing system — have unique requirements and challenges. The root is typically very thick and, with today’s thermoset materials, may have problems with exotherm during cure. The spar requires fibers to be aligned as straight as possible and oriented precisely. The typically cored aerodynamic shell must maintain a smooth surface. Material suppliers continually work with blade manufacturers to address these challenges while increasing quality, boosting productivity and reducing cost. The following is a sampling of recent product development.
A wind blade is typically surfaced with either an in-mold gel coat, or an in-mold primer followed by postmold painting. Gel coats require no postmold processing and have been used successfully on blades up to 30m/98 ft in length. However, as blade length reaches 60m to 100m (197 ft to 328 ft), gel coats are less desirable because of the significant time required for sprayup and cure before shell laminate layup can begin. Primers involve less delay and provide a surface that can be sanded, reducing defects (pinholes and sink marks) and promoting mechanical attachment to the paint. Additionally, postmold painting permits a higher degree of quality control. Like gel coating, however, priming the mold surface is a time-consuming step.



Gurit (Magog, Quebec, Canada) now offers SPRINT IPT, an in-mold surfacing solution that integrates the primer with the aerodynamic shell laminate system, eliminating the need to apply wet primer and wait while it tacks off. It combines standard SPRINT triaxially reinforced epoxy prepreg material with a thermoplastic surfacing film originally developed to provide a Class A finish on carbon fiber car body panels. Gurit claims the film provides a tough, easily sanded surface that needs minimal preparation before painting because it’s less prone to pinholes and sink marks. The film, according to Gurit, has outperformed gel coats by a factor of at least 10 in testing: It provides significantly higher abrasion resistance and good “dirt-shedding” capability, courtesy of a fluorinated chemistry that makes it difficult for contaminants to adhere to the blade’s exterior surface, according to Gurit.
For spar caps, one of the key issues is obtaining low void content in a unidirectional laminate that is typically very thick and notoriously difficult to process in a way that efficiently removes the air trapped between plies. Here, Gurit recommends SPARPREG unidirectional (UD) prepreg, developed to facilitate air removal without resorting to time-consuming intermediate debulk cycles. SPARPREG is compatible with SPRINT and SPRINT IPT materials.
In response to customer requests for reduced process time and blade weight, Hexcel (Stamford, Conn.) has developed HexPly M19, its newest epoxy prepreg. Diuron-free (in compliance with new EU regulations) and available with either carbon or glass reinforcement, it cures in 15 to 20 percent less time than competitive products and reduces the risk of uncontrolled exotherm, particularly in the thick root sections where most process cycles for large wind blades include a low-temperature dwell (e.g., at about 80˚C/176˚F), which allows the heat to dissipate. Hexcel claims HexPly M19 reduces this time-consuming and costly step, permitting more aggressive ramp rates with dwell at a higher temperature for a shorter time than is possible with conventional prepregs. HexPly M19 is said to reduce final postcure dwell time as well. The resulting cure cycle is shorter, but delivers the same mechanical and handling properties as the HexPly M9 prepregs currently used in blade manufacturing.
Gurit also has low exotherm products, including PREPREGLE and SPRINTLE. However, Gurit claims its products have the ability to eliminate the intermediate dwell temperature altogether, again resulting in a shorter overall cycle time.
For spar caps, specialty weaver 3TEX (Cary, N.C.) can provide 3WEAVE preforms. Featuring 90 percent unidirectional continuous fiber, typically either carbon or fiberglass, the patented 3WEAVE construction features thousands of ends of straight uniaxial fiber stacked vertically during weaving of single-ply preforms up to 20mm/0.787-inch thick. The preform is not, however, a stack of 2-D layers stitched together. Instead the fibers (warp fibers are typically carbon and weft fibers are typically glass) are connected with additional warp fibers (typically glass) woven from the bottom through to the top and back again in a trapezoidal sine-wave pattern to provide a continuous, through-the-thickness reinforcement that also binds the materials together. The resulting preform handles and functions like a single ply. The molder takes delivery of a rectangle of material that runs the full length and thickness of the blade. It can be slit diagonally to form two complete spar cap preforms. The preforms help to minimize waste and reduce the cost of and potential for error in kitting and laying up the 20 to 100 material plies that would otherwise be required for spar fabrication. 3TEX reportedly can tailor the fiber architecture so that resin paths are opened around the carbon warp fibers, a practice said to dramatically improve wetout and accelerate infusion. 3WEAVE fabric also is available in flexible thicknesses of 3 mm to 5 mm (0.1 inch to 0.2 inch) for fast buildup and infusion of blade roots. 3WEAVE for root sections can cut layup time by reducing the number of plies required for the usual 75-mm to 200-mm (3-inch to 8-inch thick root laminates from 80 to 120 plies of 1200 g/m² or 2400 g/m² (35 oz/yd² to 71 oz/yd²) fabric down to 20 to 30 plies of 3200 g/m² to 5000g/m² (94 oz/yd² to 147 oz/yd²) 3TEX preforms.
The National Renewable Energy Laboratory (NREL in Golden, Col.) and Sandia National Laboratories (Albuquerque, N.M.) have performed static and fatigue testing on a 9m/29.5-ft long blade made with 3WEAVE carbon spar cap material. The blade failed after 1.8 million cycles at a root failure moment of 135.6 kN•m/100,013 lbf•ft vs. 128.6 kN•m/94,850 lbf•ft for a competing 2-D carbon spar cap blade and 146 kN•m/107,684 lbf•ft for a 2-D fiberglass spar cap blade, with all blades made and tested identically. Changing only the spar cap to carbon 3WEAVE reduced the weight of the 9m blade by 40 lb/18.1 kg, or roughly 10 percent, vs. the blade with the 2-D fiberglass spar cap.
3TEX also offers ZPLEX conformable single-ply sandwich preforms, designed to offer the strength and stiffness of sandwich construction with the conformability of fabric and the ease of layup and infusion as described above with 3WEAVE. ZPLEX features top and bottom skins with 90 percent of the fiber oriented in the 0º/90º direction and 10 percent in the ±45º direction, with a “core” that has 25 percent of the fiber in the z-direction and 75 percent oriented at roughly ±45º. These through-the-thickness fibers enable the material to behave as a single, cohesive layer and also become rigid z-oriented columns when the material has been wet-out and cured. As with 3WEAVE, ZPLEX is not stitched, but rather a single fabric woven from multiple spools of fiber; however, in the case of ZPLEX, foam is also woven, processed as if it were a fiber input. 3TEX claims that ZPLEX yields a sandwich structure with the rigidity of H80 6 lb/ft3 density Divinycell PVC foam (made by DIAB Inc., DeSoto Texas), but with a strength twice that of H80 in the warp or machine direction (L-span) and 0.75 that of H80 in the transverse direction (W-span).
According to product manager Don Wigent, ZPLEX can be edge-treated to form a tongue-and-groove system with the 3WEAVE spar cap material. Wigent explains, “You simply lay down the left side of the blade shell using one-ply of the ZPLEX sandwich preform, then lay in the right side of the shell, and then finish with one ply of the 3WEAVE spar cap up the middle, fold the top flaps over, bag and infuse.” Wigent continues, “Using these materials, blade manufacturers have the ability to dramatically reduce layup time as well as infusion time. This system offers the possibility to open mold time by as much as 50 percent without having to develop dramatically different fibers or processes.” ZPLEX is supplied in sheets up to 72 inches/1,829 mm in width, and in lengths as long as shipping allows. As with the 3WEAVE single ply spar caps, ZPLEX fiber and foam types as well as fabric architecture, skin weights and ratios can be modified to meet specific blade design requirements.








Related Content

JEC World 2024 highlights: Thermoplastic composites, CMC and novel processes
CW senior technical editor Ginger Gardiner discusses some of the developments and demonstrators shown at the industry’s largest composites exhibition and conference.
Read More
Plant tour: Teijin Carbon America Inc., Greenwood, S.C., U.S.
In 2018, Teijin broke ground on a facility that is reportedly the largest capacity carbon fiber line currently in existence. The line has been fully functional for nearly two years and has plenty of room for expansion.
Read More
Cutting 100 pounds, certification time for the X-59 nose cone
Swift Engineering used HyperX software to remove 100 pounds from 38-foot graphite/epoxy cored nose cone for X-59 supersonic aircraft.
Read More
Low-cost, efficient CFRP anisogrid lattice structures
CIRA uses patented parallel winding, dry fiber, silicone tooling and resin infusion to cut labor for lightweight, heavily loaded space applications.
Read MoreRead Next

Wind Blade Manufacturing, Part I: M and P innovations optimize production
As demand for wind turbines reaches unprecedented levels, rotor blade manufacturers explore new production strategies, including automation and blade segmentation.
Read More
Wind Blade Manufacturing: Are thermoplastic composites the future?
In a market dominated by thermoset composites, some wind turbine blade manufacturers are actively pursuing new composite blade designs featuring faster-processing reinforced thermoplastics.
Read More
Big Blades Cut Wind Energy Cost
Rapid growth rate of composite-intensive conversion systems drives market competition and innovation.
Read More