
Wind Blade Manufacturing: Are thermoplastic composites the future?
In a market dominated by thermoset composites, some wind turbine blade manufacturers are actively pursuing new composite blade designs featuring faster-processing reinforced thermoplastics.



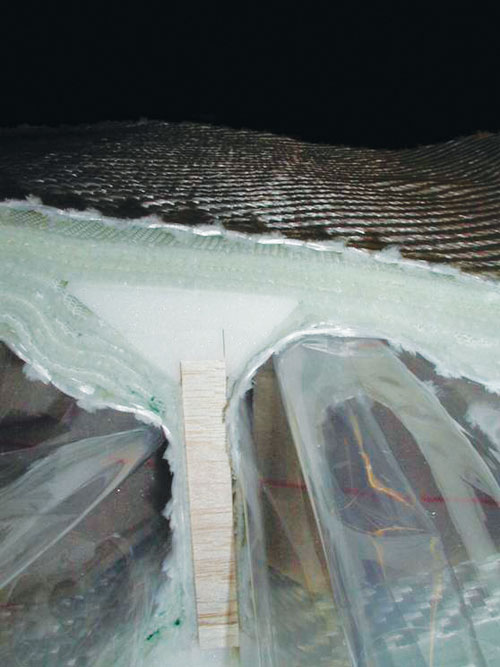
Close up of a PMI foam compaction wedge.

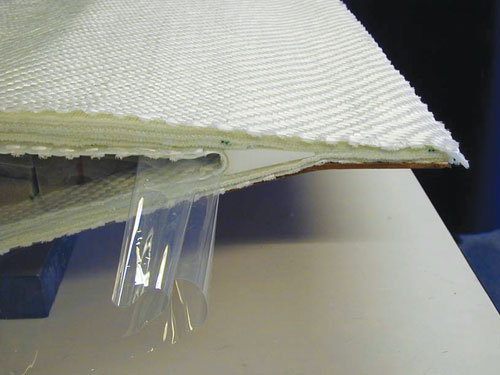
The completed 0.5m/1.6-ft blade section demonstrates the potential for one-step closed mold blade manufacture using commingled glass/PP fibers.

Although wind energy is one of the world’s fastest growing markets for composites, there is pressure from utilities and wind farm developers to reduce the cost of wind energy generated by turbines on land and at sea (pictured) and bring it into competitive parity with fossil fuels. As a result, those who manufacture a key turbine component, the composite rotor blade, are searching for ways to dramatically cut production times. Source: LM Glasfiber
A close-up of the blade section’s integral shear webs.
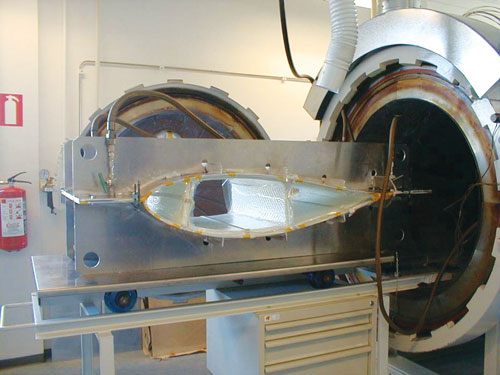
The blade section is heated and compacted at 14.5 psi vacuum pressure. (Note: autoclave was used to supply vacuum only; no additional pressure was required).

At the scene of the installation of the world’s longest rotor blades (61.5m/202 ft), built by LM Glasfiber, a crew prepares the rotor to be hoisted into place atop the turbine tower. Research into reinforced thermoplastics indicates that their use could dramatically shorten the processing time now consumed in the large blades by thermoset resin cure cycles. Source: LM Glasfiber

A close up view of the rotor as it awaits installation of its third 61.5m blade. Source: LM Glasfiber

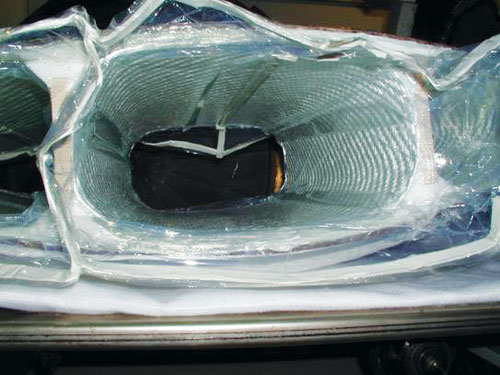
The layup for an 0.5m/1.6-ft section of a complete reinforced thermoplastic blade with webs, made by Risø DTU from Twintex glass/PP. Photo shows layup sans skin layer, to show interface of shear webs and caps.
In the 0.5m/1.6-ft section, individually PMI foam wedges (left and see closeup below) expand when heated to provide required compaction where vacuum bag does not reach.
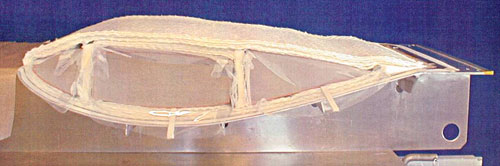
This view of the same layup shows skin layer in place.
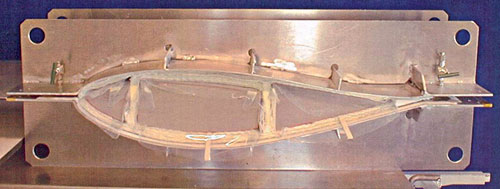
The Risø DTU 0.5m/1.6-ft blade section layup, enclosed in a matched female aluminum mold. Temporary soft foam male plugs are used to support the fabrics during lay-up, but are removed once vacuum is applied.
Although short by comparison with other composites markets, the history of wind turbine blade manufacturing has been quite varied in terms of the materials and technologies used. Yet, to this point, there has been one constant: Utility-scale blades, made from prepreg or via various forms of resin infusion, have invariably involved thermoset matrices. Given the unprecedented long-term growth predictions of the market and the need to bring the cost of wind energy generation in line with other forms of electric power production, blade manufacturers are already feeling the pinch of production inefficiencies and taking measures to accelerate build rates (see “Part I,” by clicking on the title in "Editor's Picks," in "Learn More" at right). But one aspect of thermoset molding that has remained inherently resistant to these efforts is the cure cycle. The need to avoid excessive exotherm, yet thoroughly crosslink the matrices in these massive, thick-walled molded parts necessarily imposes a limit on how fast blades can be produced. Although efforts are ongoing to improve thermoset materials (see "Learn More"), several blade manufacturers are researching the use of thermoplastics in their place. Because the linear polymer chains in these inherently tough polymers are melt-processable — they do not crosslink and, therefore, require no cure cycle — thermoplastic composites offer the potential for greater production speed.
Quantum change in process to cut blade production time in half
LM Glasfiber announced in May a dramatic change in its direction regarding wind blade manufacturing. The Lunderskov, Denmark-based blade manufacturer has set a goal of cutting total production time by 50 percent through a new blade technology program called Blade King, and has committed to having composite blades using completely new types of material on the market by 2015.LM’s VP of R&D, Frank V. Nielsen notes, “The industry needs a quantum leap in materials and production technology.” According to communications director Steen Broust Nielsen, by 2020 LM Glasfiber will grow to 50,000 people (from 7,000 employees worldwide now) if it follows the projected industry growth while maintaining an annual efficiency gain of 2.5 percent. “But we would much rather be a company of 15,000 people,” he says. “The aim is for Blade King to help us achieve that.”



While LM Glasfiber reveals few details about Blade King, Steen Broust Nielsen does say that the company has definitely laid out a development path with distinct material candidates, but stressed that extensive testing must be carried out to prove process viability and that the program is not necessarily confined to thermoplastic technology. Blade King targets process improvements based on benchmarks established in LM’s Future Blade and continuous technology improvement programs. Although it will involve “high levels of automation” to “significantly increase the efficiency” of laying the fiber in the mold, Nielsen would not comment on whether Blade King will make use of fiber placement and/or automated tape laying (ATL) technology.
A presentation given by program partner Risø DTU at the 27th Risø International Symposium on Materials Science in September 2006, entitled, “Vacuum Consolidation of Thermoplastic Composites for Wind Turbine Rotor Blades,” sheds some light on the type of technology development as well as the possibilities and challenges that might be involved in Blade King. (It is important to note that the materials and process developments discussed in the presentation will not necessarily be those finalized for Blade King).Risø evaluated 0˚/90˚ fabric and 0˚ unidirectional laminates made from Twintex glass fiber/PP by the OCV Reinforcements div. of Owens Corning Composite Materials LLC (Toledo, Ohio) and Comfil’s glass fiber/L-PET. L-PET is an amorphous polyethylene terephthalate (PET) that is modified to melt at 160˚C to 180˚C (320˚F to 356˚F) vs. 255˚C/ 491˚F for PET. Vacuum consolidation was chosen as a process because it is relatively simple, consisting of layup, application of vacuum, ramp to process temperature, cooldown and demolding. Because no additional pressure is needed, no autoclave is required. Both types of laminates featured a fiber volume of 40 percent. Samples were processed successfully and used in testing to measure tension/tension fatigue and shear fatigue properties. All material configurations produced samples that withstood roughly 1 million cycles. Twintex 0˚ unidirectional laminates produced the highest fatigue strength (approximately 275 MPa/40 ksi). Shear fatigue properties were measured using short three-point bending test specimens. Here, Comfil 0˚ unidirectional samples provided the highest values, with shear fatigue strengths ranging from 25 to 27 MPa (3.6 to 3.9 ksi) at close to 1 million cycles.
The maximum laminate thickness at the root-end of a large rotor blade is typically close to 100mm/3.9 inches; thus, processing prove-outs included compacting a 250-mm/9.8-inch high unidirectional glass/PP stack into a 100-mm laminate, by soaking it at 200˚C/392˚F for 12 hours as part of a 24-hour process cycle (ramp-up, soak, cool-down).
The vacuum pressure (0.1MPa/14.5 psi) used in compaction was not high enough to conform the material to the mold geometry in all locations; however, heat-shrinking using a hot-air blower solved the problem by shrinking the thermoplastic fibers in the commingled fabrics locally, only where needed. Shrinking the polymer fibers actually caused the glass fibers to wrinkle, but they were re-stretched when the material was conformed to the mold. Other compaction issues included the web-to-skin joint, where vacuum bags were unable to apply sufficient consolidation pressure, and the blade section’s trailing edge, where the vacuum bag did not reach. For each of these areas, PMI foam (provided by Evonik Degussa GmbH, Darmstadt, Germany) provided the solution, expanding further (“re-foaming”) when heated to the process temperature, and thus applying the necessary pressure for complete consolidation.
Although Blade King’s primary thrust is to boost throughput, Nielsen says the technology also will be able to produce the much longer blades — 80m/262 ft to as much as 100m/328 ft — that LM Glasfiber expects to supply for offshore turbines, a wind energy market segment that will play a large role in the company’s growth.
Liquid-moldable PBT targets two-thirds cut in mold time
In 2004, Gaoth Tec Teo (Galway, Ireland) announced that it had signed agreements with Mitsubishi Heavy Industries (MHI, Nagasaki, Japan) and Cyclics Corp. (Schenectady, N.Y.) to vacuum-infuse thermoplastic composite rotor blades for big utility-scale wind turbines. The means to that end would be Cyclics’ CBT 200 resin. CBT is described by Cyclics as the cyclic form of the engineering thermoplastic polybutylene terephthalate (PBT). During processing, CBT begins as a thermoplastic polyester that is broken down into a cyclic oligomer form. When heated to a specified temperature, the oligomer drops to a water-like viscosity, a significant aid to fiber wetout. When catalyzed and cooled, the oligomer returns to more conventional viscosity and forms a long-chain, high-molecular-weight PBT. Thus, the material offers the properties of a thermoplastic but can be processed like a thermoset.In the initial phase of the Gaoth Tec Teo/MHI/Cyclics joint program, a series of 12.6m/41-ft wind blades was to be designed and manufactured in Ireland and then tested at an MHI facility in Nagasaki, Japan. One of the program’s main goals was to produce the world’s first recyclable wind blade.
The MechTool system applies electrically generated heat directly to the tooling in the location where it is required and uses high-temperature composite mold materials, capable of withstanding process temperatures up to 400˚C/752˚F (CBT 200 resin has a processing range between 190˚C and 240°C (374˚F and 464˚F).
It is interesting to note that the thermoplastic composite wind blades that the company says it is currently producing for 15-kW and 6-kW turbines do not use the above liquid-molding technology but instead employ Owens Corning’s Twintex commingled fiberglass/polypropylene (PP).Reactive processing, in-situ polymerization aid liquid-molded thermoplastics
A thermoplastic that processes like a thermoset also is the focus of research at Delft University of Technology (Delft, The Netherlands), sponsored by the Dutch government through the We@Sea consortium. The latter was founded to develop 6,000 MW of offshore wind farms in the North Sea by 2020. Involved in thermoplastic composites development since the 1980s, Delft University has targeted aerospace applications using press-forming and various thermoplastic welding technologies. Working with Ten Cate Advanced Composites (Nijverdal, The Netherlands), Delft has seen its development work succeed in commercial processes, such as the fabrication by Stork Fokker AESP (Hoogeveen, The Netherlands) of stiffening ribs in the J-nose thermoplastic composite leading edge components that are now flying on the Airbus A340 and A380 (see “Learn More”).As part of the We@Sea technology development initiative, resin infusion of thermoplastic composite wind blades has been explored since 2002. According to Dr. Harald Bersee, part of Delft’s Aerospace Engineering faculty and leader of the thermoplastic composite wind blade research program, “The goal is automation, using the advantages of thermoplastic processing, such as quick cycle time and continuous welding.” Delft research involved thinking conceptually, before dealing practically with materials and processes, and drew on its history in thermoplastic aircraft structures. “We see the wind turbine blade as a kind of airplane wing,” Bersee explains. “The aircraft industry uses hat-stiffened monolithic composites extensively because it is a more efficient structural design,” Bersee says. A quite different approach from the typical foam-cored sandwich construction used in most wind blade shells, “hat-stiffened solid laminate design is too labor intensive for use in traditional thermoset composite wind blades,” Bersee notes. However, it is possible with thermoplastic composites, as demonstrated in the press-molded thermoplastic composite ribs and stiffeners of the A380 J-nose, which are resistance-welded to cured skins made from thermoplastic semi-preg.
For wind blades, Delft’s approach is to combine traditional wind blade vacuum infusion processing with a thermoplastic box spar/skin structural design, and hopefully to remove most of the foam core in the blade. Foam is costly to machine and absorbs resin; eliminating it cuts material cost and saves a manufacturing step. Under such a strategy, the blade would be produced by infusing either longitudinal halves or modular transverse sections, which then could be continuously welded together using an automated process. Kok & van Engelen Composite Structures (The Hague, The Netherlands) has developed a robotic induction welding system being implemented in cooperation with Stork Fokker, and the National Research Council (NRC) in Montreal, Quebec, Canada, is refining a continuous resistance welding process.
Dr. Bersee’s research, however, identified anionic PA-6 (APA-6) as a potential alternative: APA-6 processes reactively, like a thermoset, and the in-situ polymerization of the APA-6 matrix around the fibers during infusion greatly improves mechanical properties.
The PA-6 polymer historically used in composites is hydrolytically polymerized, meaning that the monomer and a small amount of water polymerize together at 260˚C/500˚F for 10 to 20 hours, after which the material can be thermoformed. Alternatively, anionic polymerization of PA-6 involves a catalyzed reaction at 130˚C to 170˚C (266˚F to 338˚F) and is completed within 3 to 60 minutes. This polymerization actually occurs below the polymer’s melting point, resulting in a solid, highly crystalline PA-6. This allows molders to demold parts hot, so there is no need for time-consuming thermal cycling of the mold. The material is readily available, and at an average consumer retail price of €2 /kg (~$2.57/lb) it is likely, at bulk price, to be similar or lower in cost than the typical epoxies used in blade production.APA-6 processing begins using an in-house designed mixing unit to prepare the caprolactam monomer, an anionic initiator, and an activator into two separate solutions at 110˚C/230˚F in a nitrogen atmosphere to suppress reaction: mo-nomer and activator in tank A; monomer, activator and anionic initiator in tank B. The two solutions are mixed in a 1:1 ratio inside a heated (110˚C/230°F) buffer vessel, degassed at 0.25 bar/0.15 psi for five minutes and then infused into a fiber preform that has been preheated in a hot flat-platen press at 180˚C/356˚F. The caprolactam monomer’s low viscosity (10 cps, 35 times less viscous than a typical epoxy) enables rapid infusion of the preform at a pressure of 250 mbar/3.63 psi. Demolding is possible after 60 minutes, producing APA-6 composite laminates up to 2 cm/0.79-nch thick with fiber content of 50 percent by volume.
To analyze mechanical properties and fatigue performance, Delft com-pared three different laminates, using APA-6, PA-6 and epoxy to vacuum infuse identical, symmetrical 12-ply layups composed of Ten Cate Advanced Composites’ SS 0303 8-harness satin weave E-glass fabric with fiber volume of 49.4±1.8 percent. The epoxy matrix system was Prime 20LV, supplied by SP Systems (the marine business division of Gurit AG, based in Isle of Wight, U.K.) and the PA-6 matrix was HPA-6 Akulon nylon film from DSM Composite Resins AG (Heerlen, The Netherlands). The epoxy cured at room temperature for 16 hours and then postcured at 65˚C/149˚F for 7 hours. The PA-6 composite was melt-impregnated in a hot press at 275˚C/527˚F with a 9˚C/min (48˚F/min) ramp-up and -20˚C/min (-68˚F/min) cool-down. The APA-6 specimens experienced in-situ polymerization in a mold preheated (prior to infusion) to 170˚C/338˚. All three composites were tested for static tension, compression and shear properties in dry, as molded (DAM) and moist conditions. For DAM properties, the APA-6 composite had the highest tensile strength at 4.2 GPa, followed by the epoxy composite at 3.3 GPa and the HPA-6 specimens at 3.0 GPa. Tensile modulus was again highest with APA-6 laminates at 96 MPa, followed by the PA-6 composites at 84 MPa and epoxy specimens at 66 MPa. APA-6 again performed best in shear and compressive strengths and compressive modulus, and only slightly lower than the other two systems in shear modulus. However, APA-6 samples performed worst in wet conditions, suffering a nearly 50 percent knockdown in shear modulus vs. DAM values. It is believed this is due to higher void content and a weaker interface between the fiber and matrix. To solve this problem, Bersee is currently testing APA-6 composites using a matrix modified by adding 5 percent nanoclay platelets. He believes that the nanoclay technology, coupled with efforts to decrease voids and increase the crystallinity and conversion levels of the APA-6 matrix to better capture the higher values of neat APA-6 polymer, will increase adhesion and improve wet properties as well as increase long-term resistance to creep and fatigue. Extensive research on fiber surface treatments and sizings is also underway to augment the fiber/matrix chemical bond, further increasing static and fatigue properties.
All three samples withstood 1 million fatigue cycles, at which point the APA-6 composite had a higher fatigue resistance (roughly 125 MPa/18,130 psi) than the PA-6 composite (100 MPa/14,504 psi), but the epoxy com-posite outperformed both with a fatigue strength slightly greater than 150 MPa/ 21,756 psi.The Delft program will manufacture a 2m/6.6-ft long demonstrator blade, which will be tested in the University’s wind tunnel by second or third quarter 2009. The team also is investigating alternative heating systems that won’t require heating the entire mold mass to such high temperatures. Already, processing is being upgraded to handle the thicker laminates in follow-on 3m/9.8-ft and 10m/32.8-ft blades. These will be developed in cooperation with and installed on turbines for in-service testing by the Wind Energy Unit of the Energy Research Centre of the Netherlands (ECN, Petten, The Netherlands). Bersee sees these stages as realistic steps toward MW-sized offshore wind turbines equipped with affordable thermoplastic composite blades embedded with structural-health monitoring sensors and camber control devices (i.e., Smart Blade technology) by 2020.
Despite the strong interest in reinforced thermoplastics, some question their practicality in today’s — and especially tomorrow’s — increasingly long blades. In a March 2007 article in New Energy magazine, Lars Weigel, CEO of rotor blade manufacturer Abeking & Rasmussen Rotec (A&R in Lemwerder, Germany), sounded a cautionary note with respect to processing thermoplastic composite rotor blades. “Theoretically, that is an interesting alternative to GRP in blade production, but I don’t see the practicality of it yet,” he said. Noting that “from the end of 2009, we will make blades longer than 61m [200 ft] in Bremerhaven, [Germany],” he expressed skepticism about processing a material that requires 200˚C/392˚F: “In molds of 40 to 60m [131 to 197 ft] the thermal expansion is too great.”
Bersee acknowledges that thermal expansion will be an issue, particularly at greater blade length, but he points out that it’s an issue others in the aerospace industry have faced before, and he believes that it can be overcome in the design of the molds.
The more important question is likely to be, Can this issue be tackled at a cost consistent with the cost-cutting goals of wind energy companies? That, only time and additional research can answer.










.jpg;maxWidth=300;quality=90;format=webp)




Related Content

Materials & Processes: Composites fibers and resins
Compared to legacy materials like steel, aluminum, iron and titanium, composites are still coming of age, and only just now are being better understood by design and manufacturing engineers. However, composites’ physical properties — combined with unbeatable light weight — make them undeniably attractive.
Read More
Infinite Composites: Type V tanks for space, hydrogen, automotive and more
After a decade of proving its linerless, weight-saving composite tanks with NASA and more than 30 aerospace companies, this CryoSphere pioneer is scaling for growth in commercial space and sustainable transportation on Earth.
Read More
Materials & Processes: Fabrication methods
There are numerous methods for fabricating composite components. Selection of a method for a particular part, therefore, will depend on the materials, the part design and end-use or application. Here's a guide to selection.
Read More
Thermoplastic composites welding advances for more sustainable airframes
Multiple demonstrators help various welding technologies approach TRL 6 in the quest for lighter weight, lower cost.
Read MoreRead Next

Wind turbine blades: Big and getting bigger
Two decades of technical and market development has made this once marginal application a global giant and one of the world’s largest markets for composites.
Read More
Wind Blade Manufacturing, Part I: M and P innovations optimize production
As demand for wind turbines reaches unprecedented levels, rotor blade manufacturers explore new production strategies, including automation and blade segmentation.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More