
Inside Manufacturing: Integrated LFRT Processing System Adds Flexibility, Cuts Costs
Advances in equipment, control and materials extend the performance range of direct, in-line compounding/molding of long fiber-reinforced thermoplastics.




Source: DieffenbacherThe fibers are spread and preheated before introduction to the combining extruder, where they will be mixed with the molten resin.

Source: DieffenbacherThe molten mixture is pushed through a forming die and sheared to the length required for molding

Source: DieffenbacherFollowing the compression step, a robot removes the part and transfers it to a trimming and finishing station.

Source: DieffenbacherThis "Tailored" LFT-D-ILC front-end carrier for BMW incorporates 30 percent random oriented glass fiber/polypropylene throughout, co-molded with 60 percent glass fiber woven TWINTEX in the highly stressed upper beam. Total weight is 3.2 kg/7.04 lb.

Source: DieffenbacherThe completed front end carrier for the Volkswagen Passat.

Source: DieffenbacherParallel conveyers carry the molten compound from the extrusion station to the loading station.

Source: DieffenbacherPolypropylene, pigment and other additives are fed into the twin-screw extruder, which melts the resin.

Source: DieffenbacherContinuous glass fibers are pulled from creels through overhead lines to the extruder station.
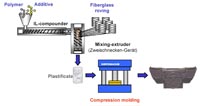
Source: DieffenbacherSchematic of the LFT-D-ILC process, showing the compounding and molding steps.

Source: DieffenbacherA robot picks up the molten compound from the conveyer, and accurately places it into the open mold in six to eight seconds.
In the last few years, long fiber-reinforced thermoplastic (LFRT) materials have moved from niche status to mainstream materials for automotive components. Notable improvements in material forms have converged with processing advances to provide opportunities for cost reduction via parts integration and innovative design. Most recently, this convergence has resulted in the introduction of "all-in-one" systems that compound the materials and mold them in a single manufacturing cell.
LFRTs are composed of a fibrous reinforcement (typically glass) with fiber lengths in excess of 10 mm/0.4 inch, combined with a thermoplastic polymer such as polypropylene. Fiber loadings range from 10 to 60 percent by weight, with 20 to 40 percent employed for most applications. The greater fiber length improves impact properties and energy absorption by as much as 100 percent compared to short-fiber injection molding compounds with similar fiber loadings. This permits their use in more demanding structural and semi-structural applications inside and outside the automobile.



The first LFRT materials were introduced in the late 1970s. Designed for compression molding, these glass-mat thermoplastic (GMT) products soon were specified in relatively flat parts like load floors and, subsequently, in bumper beams. With noise reduction an increasing issue - especially in Europe, where engines typically run at higher rpms - GMT materials attained specification in underbody shielding and front-end carriers starting in the 1990s. Automated handling systems and high-speed compression press systems were specifically developed to exploit this growth in GMT use.
In the early 1980s, the first pelletized LFRTs were introduced. Produced using a pultrusion process, the pellets can be injection molded as well as compression molded. These pellets are not limited to polypropylene and glass, but also can employ carbon and stainless steel fibers, as well as higher temperature engineering polymers. Again, equipment development met demand, as specialized extruders were introduced to gently melt and preform the pellets for semi-automated and automated compression molding. Changes were made to injection presses to handle the longer pellets, resulting in efficient production of complex parts like front-end carriers and door inner panels.
In the production of LFRT parts using either GMT or pellets, the compounding step is performed by an intermediate material supplier, positioned squarely between the producers of the raw fiberglass and polymer, and the molder. It was only logical, in a high-volume, cost-driven market like automotive, that significant cost savings could be realized by eliminating this intermediate supplier, and in 1991, there appeared the first system capable of taking in polymer and glass materials at one end of the line and yielding molded parts from the other end. Although slow to catch on at first, the Long Fiber Thermoplastic Direct In-Line Compounding process, commonly abbreviated LFT-D-ILC, has proven to be the fastest growing segment of the LFRT market over the past several years. Among several suppliers of such systems, Dieffenbacher GmbH + Co. KG (Eppingen, Germany) has been quite successful in taking advantage of this market opportunity. According to Heinrich Ernst, sales manager for Dieffenbacher's forming division, volumes of inline compounded LFRT in Europe reached 33,000 metric tons/72.6 million lb in 2003, surpassing GMT usage for the first time.
Advantages go beyond raw material cost
Since 1873, Dieffenbacher has been a supplier of compression molding presses to multiple industries, including wood, metals and later, plastics. Initial GMT applications were pursued in the 1980s, initially with traditional thermoset sheet molding compound (SMC) presses, and later with equipment customized to take advantage of the faster molding times of thermoplastics. Around 1990, Dieffenbacher began supplying complete GMT molding cells, including a station for preheating the blanks, material conveyers, transfer robots, post molding machining, and of course, the molding press. Later, with the increasing use of pelletized materials, the company also developed a plasticizing unit to melt the pellets and deliver a molten "slug" ready for pressing. At this point, all that was left was the development of a compounding system to be able to offer a complete LFT-D-ILC system, which was first introduced in 1997 for production of the Volkswagen Passat front-end carrier molded by Menzolit-Fibron GmbH (Bretten, Germany). Passat production is 700,000 vehicles per year.
Ernst describes a number of advantages to using an inline compounding and molding system. First and most obvious is the reduction in material costs compared to purchasing GMT or pellets, savings that can reach 40 percent. Additionally, the thermoplastic resin sees only one heating cycle, resulting in less property degradation. Dieffenbacher data shows an impact strength improvement of 20 to 40 percent over melt plastification of LFRT pellets. And higher flow characteristics permit lower molding pressures, resulting in improved surface finish, smaller press tonnage requirements or a reduction of part thickness. Further, scrap from trimming can be immediately recycled, with no reduction in properties at up to 30 percent regrind levels. Finally, rather than designing the part and molding process around the property profile of a commercially available compound, the compound formulation can be specially modified to fit the mechanical and molding requirements of the specific part.
This flexibility, however, requires a considerable investment: fully configured LFT-D-ILC lines including 3,000 ton presses can cost around 2.9 million Euro or about $3.5 million (USD), so they are justified for high-volume markets like automotive. Ernst believes program volumes of 100,000 to 150,000 parts per annum are sufficient to seriously consider installing an inline system. For the production of underbody shields, a two-cavity mold can produce up to 1.5 million pieces per year with the Dieffenbacher system. Another consideration is that the molder is now responsible for controlling the material formulation and the quality of the compounding step.
Integration, process control the keys to quality
A fully configured LFT-D-ILC line includes several major components, namely, the extrusion compounding system, the compression press, and post-molding machining/finishing equipment. Additionally, automated or robotic material handling devices are added before, between and after these components to ensure accurate and timely transfer of the materials between steps.
The compounding section uses a pair of mated extruders to produce the melted LFRT charge optimized for molding. An automated material feeding system meters the polypropylene resin, pigments and additives, such as stabilizers and adhesion promoters, into a conventional twin-screw extruder, where the resin is fully melted, mixed and fed into the compounding extruder. Continuous fiberglass is pulled from creels and passes through a specially designed unit to preheat the glass filaments (to avoid cooling the resin) and spread the tows before introduction into the compounding extruder. Dieffenbacher has designed the compounding extruder with special screw elements which cut the fibers in the desired reproducible fiber length range, nominally 25 mm/1 inch, yet combine the fibers with the molten resin in a gentle, kneading fashion. "We are able to achieve a homogeneity in the range of plus or minus one percent in fiber-to-resin ratio throughout the molten compound, compared with five percent typical of GMT," emphasizes Dr. Frank Henning, director of polymer engineering for Fraunhofer Institut Chemische Technologie (Pfintzal, Germany). Fraunhofer worked extensively with Dieffenbacher during the development of the compounding system and formulation specifics, and the subsequent analysis of the material properties. "We have figured out the most important influences on material properties," Henning adds.
At the exit of the compounding extruder, the melted glass/polypropylene mixture, at a temperature of 220°C/428°F or higher (depending on part size, transfer times and other factors), is pushed through a forming die to create a sheet. A conveyer belt transports the sheet of dough-like melt from the extruder to the robotic pick up station. The melt is sheared to a predetermined length by a moving knife to attain a proper weight for charging the mold.
A 6-axis robot removes the molten charge from the conveyer using a gripper mounted on the end of the robotic arm and transfers it to the open mold cavity in six to eight seconds. In dual mold situations, or where the part is particularly large and a stacked preform is desired, Dieffenbacher has designed a parallel conveyer system, allowing multiple charges to be transferred and loaded simultaneously.
The core of the system is the compression press. In a large LFT-D-ILC system, a 3,000-ton press, with a platen size of 3.6m by 2.4m (11.8 ft by 7.9 ft), is not uncommon. Molding pressures for a 20 percent glass-reinforced direct compounded material are in the range of 150 to 180 bar/2,200 to 2,650 psi. Ernst notes that this is significantly lower than the 250 bar/3675 psi pressures required for GMT materials. Dieffenbacher's DY series presses are optimized for LFRT processing, with closing and opening speeds of 800 mm/sec (31.5 inches/sec), and pressing speeds of up to 80 mm/sec (3.1 inches/sec). In a nominal 1.8-mm/0.07-inch-thick component like an underbody shield, closing and opening times are typically four to five seconds each, with cooling times as low as 6 seconds, resulting in a total process time of approximately 20 seconds per cycle (including loading/ unloading of six seconds), or 180 parts per hour in a single-cavity configuration. More complex parts, such as the Passat front-end module, which has a wall thickness of approximately 3 mm/0.125 inch, have cycle times of around 30 seconds.
At the tail end of the system is the unloading robot, which uses vacuum cups to grab the parts from the mold and transfer them to the automated deflashing/trimming station. In this step, necessary holes are created and metal inserts, where required, are added. Trim scrap is ground and recycled back into the compounding section.
The individual controllers for the compounding unit and the press are tied into an integrated programmable logic controller- (PLC) based system, which also controls the motions of the robots. The status of the entire system is available via an industrial Ethernet, and via the Internet for program modifications and remote monitoring.
New Developments expanding process reach
"As of mid-2004, we have 28 systems running worldwide, including five in North America," Ernst says. Most of them are producing automotive parts, he emphasizes, but Dieffenbacher is actively working in other markets to develop new applications. One market of interest is building and construction.
Dieffenbacher and partners are pursuing enhancements to the LFT-D-ILC process that will expand the application base even further. One of these is the use of a "profiled" charge, created by using a servo-hydraulically adjustable die on the outlet of the compounding unit. The die creates a molten charge with varying thickness along its length for optimized mold filling. This reduces the distance the material must flow in wider or thicker sections of the molded part, which also reduces molding pressures up to 40 percent over a constant thickness charge. Further, less warping is observed in large parts, so underbody shields can be molded at 1.5 mm/0.060 inch thickness versus traditional moldings at 1.8 mm/0.071 inch or above, which conserves both material and process time.
The co-molding of continuous fabric reinforced thermoplastics, such as Twintex (Saint-Gobain Vetrotex, Chambery, France), and GMT has been successfully employed in parts requiring structural performance above that of GMT materials alone. Examples include transmission supports and rear hatch door modules. With the help of a team of collaborators, under the direction of Fraunhofer Institut ICT, a highly loaded prototype front-end module for BMW was manufactured and tested, pairing infrared oven-heated Twintex fabric with the Dieffenbacher LFT-D-ILC process (the combination has been termed "Tailored LFT"). The Twintex fabric was placed in the highly loaded hood latch section and successfully co-molded. Performance testing validated the approach.
While production applications to date have focused on glass-reinforced polypropylene, the potential exists to provide a higher level of performance by changing resins. Experiments so far with the LFT-D-ILC process have successfully produced parts with 30 percent glass loading in ABS, polyamide (Nylon) 6/6, and PET engineering thermoplastics, and testing has demonstrated properties similar to or better than pre-compounded LFRT pellets. This opens the door to lower-cost components with the higher mechanical performance, heat resistance and better paintability of engineering resins. As long as cost remains a key driver in product and process development, the momentum of the direct inline compounding and molding process should continue.








Related Content

Using pi joints to expand a composite wing’s flight envelope
DarkAero replaced butt joints in the center wing box assembly to increase the flight test envelope in high-speed gust load conditions for its DarkAero 1 prototype composite aircraft.
Read More
Composite Integration presents webinar on liquid resin infusion
On July 30, 2025, company experts will discuss the role of LRI in delivering scalable, OOA composite production for the aerospace sector.
Read More
AM method enables tool-free, energy-efficient thermoset composites production
University researchers highlight how the combination of a thermally curable resin system with photothermal curing eliminates the post-curing steps involved in discontinuous, continuous fiber parts fabrication.
Read More
Clean Sky 2 outer wing box demonstrator validates OOA LRI, shimless assembly and SHM
Full-scale wing box project achieves TRL 5 with 2% weight reduction and 4% reduction in recurring production costs through improved manufacturing efficiency and assembly processes.
Read MoreRead Next

Post Cure: 3D printed plastic, composite mouthstick designs assist limited-mobility users
Three M Tool and Machine has used its in-house additive manufacturing capabilities to rethink medical devices like mouthsticks, which must be stiff, lightweight and comfortable enough for everyday use.
Read More
Dialing in composites performance via dynamic digital twins
Sport Dynamics Lab uses Flexdynamics testing, digital models and AI tools to compare designs, materials and systems, enabling optimization with potential for propellers, drones and vibrational structures.
Read More
Advancing bonding, coating and sealing to 4.0 systems for composites, metals and more
Brighton Science uses decades of experience, 2-second surface measurements and a framework of data-based specs and KPIs to help manufacturers advance toward reliable, predictable bond quality for faster, high-performance production.
Read More