




Increasingly, moldmakers, molders, automation specialists and OEMs are turning to additive manufacturing (AM) — both polymer/composite and metal — to produce end-of-arm tooling (EOAT) as well as fixtures and other molding aids that increase process efficiency. Shown above is a hybrid EOAT printed on a MultiJet Fusion (MJF) printer in polyamide 12 (PA12) used to remove eight ring-shaped parts from an injection mold. By combining conventional and additive components, a lighter, more efficient automation tool can be produced faster and at less cost. Photo Credit: Forerunner 3D Printing LLC
Since January 2011, roughly 10,000 baby boomers/day have reached retirement age. With such a large cohort of workers leaving the labor force, industry in general and the manufacturing segment in particular are struggling to fill skilled labor positions. Estimates are that there will be 2 million unfilled manufacturing jobs in the U.S. alone by 2030. In countries with high labor costs, and in manufacturing segments requiring large capital expenditures — such as moldmaking and molding — the situation is especially acute. In order to remain globally competitive, more technology, specifically more automation, is required to maintain or increase production capacity at competitive costs using fewer workers.
In the case of molders, particularly injection molders supporting high-volume programs, there is great interest in technology that shortens molding cycles, improves repeatability and reproducibility (R&R), and increases profitability. Since cooling is the longest segment of the injection cycle, an important focus has been finding ways to cool parts in the mold faster while better controlling crystallization/shrinkage and reducing residual stresses that lead to dimensional changes/warpage. For two decades, an effective approach has been to use metal additive manufacturing (AM) to print mold inserts with integral conformal cooling channels. AM’s far greater design freedom permits complex channel geometries that literally spiral around hot spots, cooling challenging sections far faster and more efficiently than conventionally drilled waterlines, which are restricted to straight lines and right angles. It’s not uncommon to see cooling times cut in thirds or in half by exchanging conventional inserts for conformally cooled versions. Another additive technology — engineered venting — has also proven effective at eliminating die-locked conditions that can prevent molds from opening, reducing dieseling, shortening cycle times and simplifying tool maintenance versus porous metal-matrix composites.



Ironically, AM-based productivity gains in the cooling phase of the cycle have pushed injection molders to make the front and back end of the cycle more efficient, which is to say the ability to load materials/inserts into tools faster and then demold parts — possibly including trimming sprues/runners and sorting/boxing parts — quicker. Once again, AM technology has come to the rescue. Manual and robotic end-of-arm tooling (EOAT)/end effectors have increased operator safety and cut valuable time off molding cycles. For parts requiring post-mold cooling, dimensional checks and other secondary operations, AM fixtures of various types are also in demand.
Versus conventional/subtractive manufacturing methods, both metal and polymer/composite AM technologies have repeatedly demonstrated the ability to produce manufacturing aids faster, at lower cost and mass, and with greater design flexibility as the three case studies that follow (and the six additional that are running online only) clearly demonstrate. Many different printing processes and materials are used in these examples and the resulting EOAT and fixtures are used to handle many different types of polymers — neat and reinforced, tiny, high-precision medical parts in high-temperature polymers and large, cost-sensitive automotive composite parts in olefins and engineering polymers.
Case study 1: Forerunner 3D
Paul DeWys, founder and sales engineer at Forerunner 3D Printing LLC (Coopersville, Mich., U.S.) says he started his first company — an engineering design service called DeWys Engineering LLC — in his dorm room at Ferris State University in 2010 after working for a number of tool and die shops during summers before graduation. The design company grew over the next 6 years and developed a specialty in automation equipment, particularly additively manufactured components for injection molding operations — an area DeWys had found wanting when he worked in that segment.
“I grew up working in a lot of manufacturing facilities and automation was always something that interested me — especially robots,” DeWys explains. “Because of that, when I began staking my business position in the engineering world, I decided to focus on automation and tooling.” He notes that there are few places in industry where robots will be removed and replaced with humans over the next decade, as there are too few workers to meet current demand with the massive wave of baby boomer retirements. The only way for manufacturers to meet that demand, let alone grow, will be to add more automation. “We saw that the manufacturing industry was in desperate need of a 3D printing company that also was an expert in shopfloor manufacturing equipment, and we also saw that no one in the additive world was paying any attention to the manufacturing segment,” he adds.
Early on, DeWys Engineering designed additively manufactured EOAT and fixtures, then sent them to a local service bureau to be produced. In 2016, DeWys had the opportunity to buy out his 3D printing vendor and bring AM in-house. That led to the creation of a separate custom printing division called Forerunner 3D, which produces parts designed by DeWys Engineering or by customers themselves.
In the intervening years, Forerunner has added a number of different polymer AM technologies to its offering, including MultiJet Fusion (MJF) from HP Inc. (Palo Alto, Calif., U.S.), Polyjet polymer jetting printers and fused deposition modeling/FDM (also called fused filament fabrication/FFF) from Stratasys (Eden Prairie, Minn., U.S.), selective laser sintering (SLS) from EOS GmbH (Krailling, Germany) and stereolithography (SLA) from 3D Systems Inc. (Rock Hill, S.C., U.S.).
This gives the company considerable flexibility in the types of parts it produces, including a broad range of EOATs, part pickers/grabbers, sandblasting masks, Pogo pin nests, vacuum forming tools, and even metal foundry pattern tools and machine assembly components for automation cells.
Currently, 95% of the company’s printed EOAT are produced on MJF printers in polyamide 12 (PA12). For especially large parts, the company often adds brass heat-set inserts for threaded connections, which are installed as a post-print secondary operation. Rather than develop monolithic designs, most EOAT are produced as multicomponent builds to provide adjustability and are subsequently snap-fit together or are mechanically joined or adhesively bonded. Many part pickers are overprinted with thermoplastic polyurethane (TPU) elastomeric grips in secondary operations to protect the integrity of aesthetic parts with sensitive finishes. It’s also common to produce hybrid EOAT featuring tubular components or jig plates in 80/20 aluminum that are connected to a printed vacuum gripper nest with integral vacuum channels (printed much like conformal cooling channels are in metal AM mold inserts). Typical customers are injection molders and moldmaking shops, although DeWys and Forerunner also work with machine builders and robot integrators.

An example of a hybrid automation part designed by DeWys Engineering and produced by Forerunner 3D is this EOAT, which was printed via MJF in PA12 with TPU gripper pads. The device is mounted to a six-axis robot and used to grab parts with aesthetic finishes for the consumer goods industry as they are ejected from an injection mold. Each gripper finger has a vacuum line routed through it and uses a suction cup (buried in the TPU gripper pad) to make sure it has full contact with the part as long as the robot is holding it. Photo Credit Forerunner 3D Printing LLC
DeWys acknowledges that getting manufacturers to try AM technology requires education and patience, and says he conducts a lot of “lunch-and-learns” to educate companies on what DeWys and Forerunner can do, the lessons they’ve learned and how the company can make automation components faster, lighter and at lower cost than companies can produce themselves or buy from conventional manufacturers.
“Circa 2016 to 2019, we’d try to get manufacturers interested in adding a few cobots [collaborative robots] and they’d tell us that they didn’t need automation because Bob the Box Stacker had worked for them for 40 years,” DeWys adds. “Now fast forward to the pandemic and its crazy labor shortages and our phones were ringing off the hook for a solid year. All of a sudden, Bob the Box Stacker was gone and there was nobody they could hire to stack boxes anymore. In the past 2 years, we’ve been absolutely inundated with automation jobs.”
What advice does he have for those considering additively produced automation components? “AM is just one more tool in your toolbox and I’m not here to put your CNC department out of business — what I offer is a supplement to your CNC department that will enable you to produce things you couldn’t make otherwise,” DeWys says. “Also, don’t feel like you have to print your entire EOAT. Make the structure out of 80/20 and then you have the design freedom and rapid turnaround that only additive can provide. The hybrid approach is not only lighter and less costly, but it’s adjustable in a way that metal alone is not.”
Case study 2: Zero Tolerance
Zero Tolerance LLC (Clinton Township, Mich., U.S.) is a toolmaker specializing in production of high-complexity, tight tolerance, small-to-medium size injection molds for the medical device, automotive and defense industries. The company also custom injection molds parts for customers in the oil/gas, prototyping and consumer goods markets using materials ranging from olefins to high-temperature polyamides.
Taking advantage of grants available from the state of Michigan during the pandemic, Zero Tolerance’s team acquired an X-7 industrial-grade continuous carbon fiber composite printer from Markforged Inc. (Waltham, Mass., U.S.) and since then has added two additional FDM/FFF Markforged models: an Onyx One discontinuous carbon fiber printer and a Mark Two continuous carbon fiber printer. Initially, Zero Tolerance used its printers to produce prototypes and proof of concepts for customers in continuous and discontinuous carbon fiber-reinforced polyamide (PA) and neat polylactic acid (PLA). The team also participated in a distributed manufacturing program called Project Diamond where participants in multiple locations simultaneously printed the same parts, including protective medical equipment during the pandemic, and later, tourniquets for the war in Ukraine.
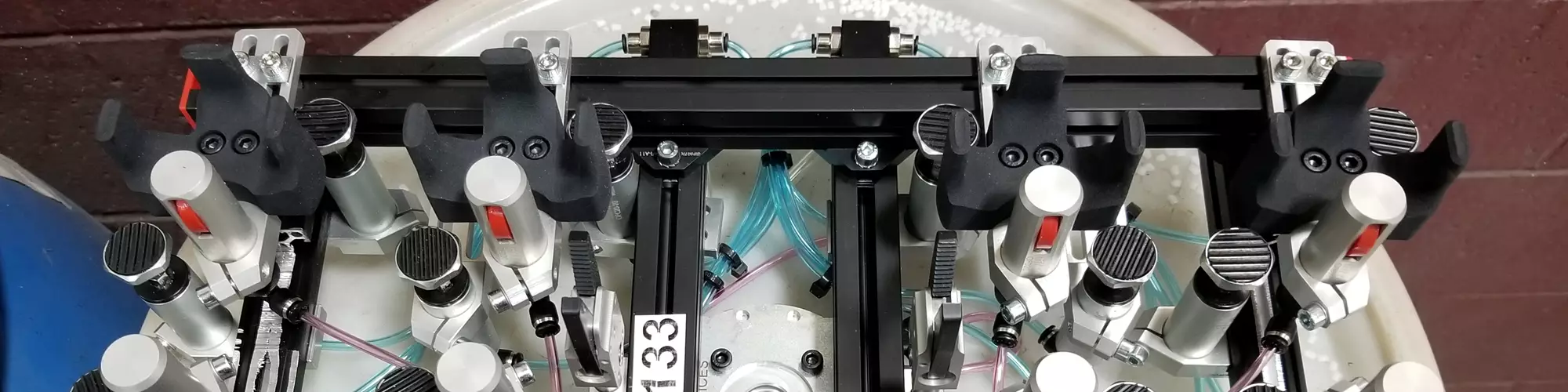
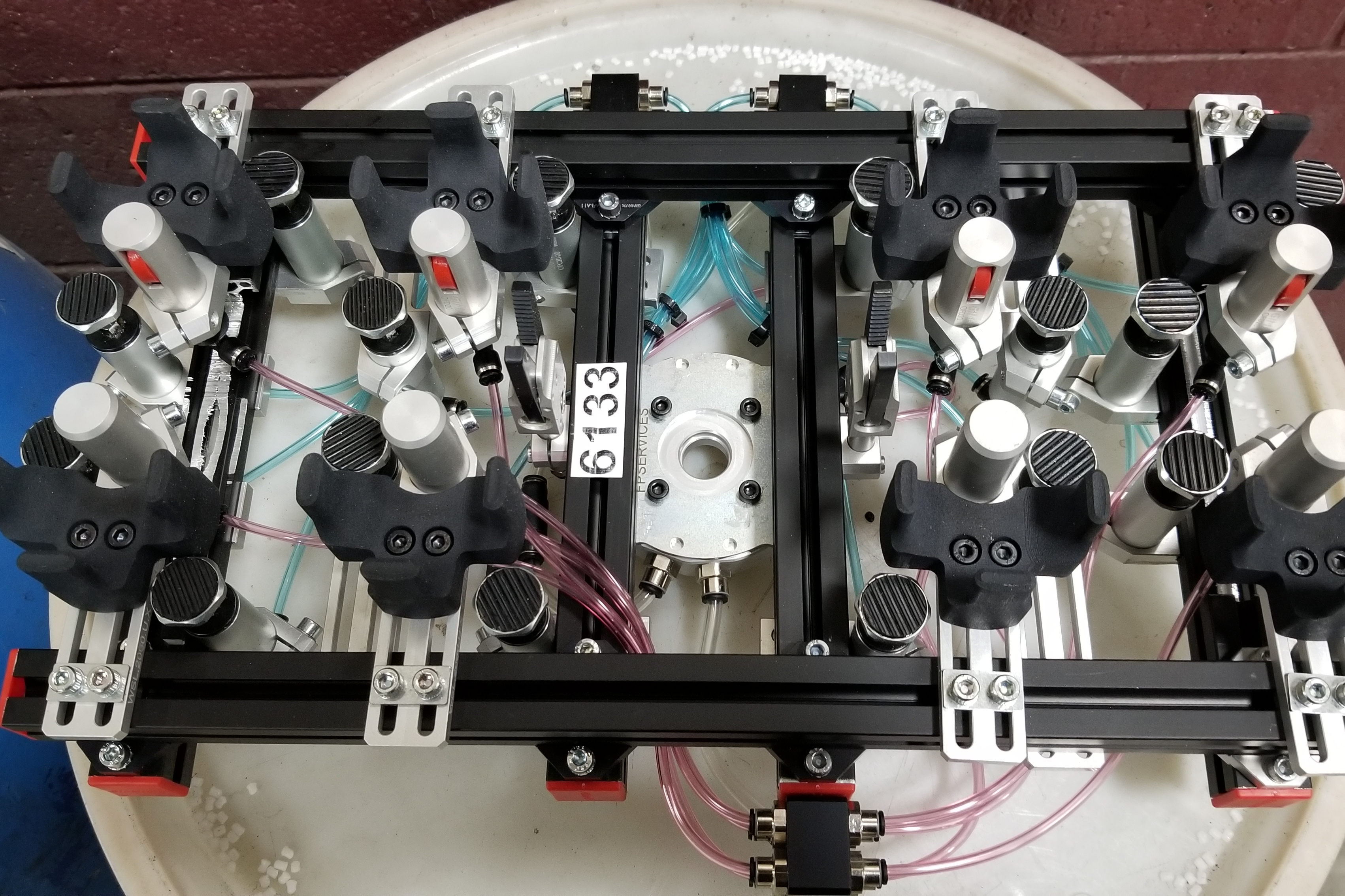
A newer use Zero Tolerance has found for its printers is to produce manual (human-operated) EOAT. The work started with a molding job the company was running for a customer that involved handloading eight 76-millimeter-long brass inserts into a 135°C tool prior to overmolding. Given the tool temperature (and burn risk for the operator) plus the amount of time it took to handload each insert between molding cycles (which could extend effective cycle time significantly), cofounder/co-owner Steve Michon says Zero Tolerance initially priced out a robot. However, this wasn’t a high-volume molding job that could cost-justify that investment, so he and his team went to work and designed, printed and tested a carbon fiber-reinforced polyphthalamide (PPA) device they call the “claw.”

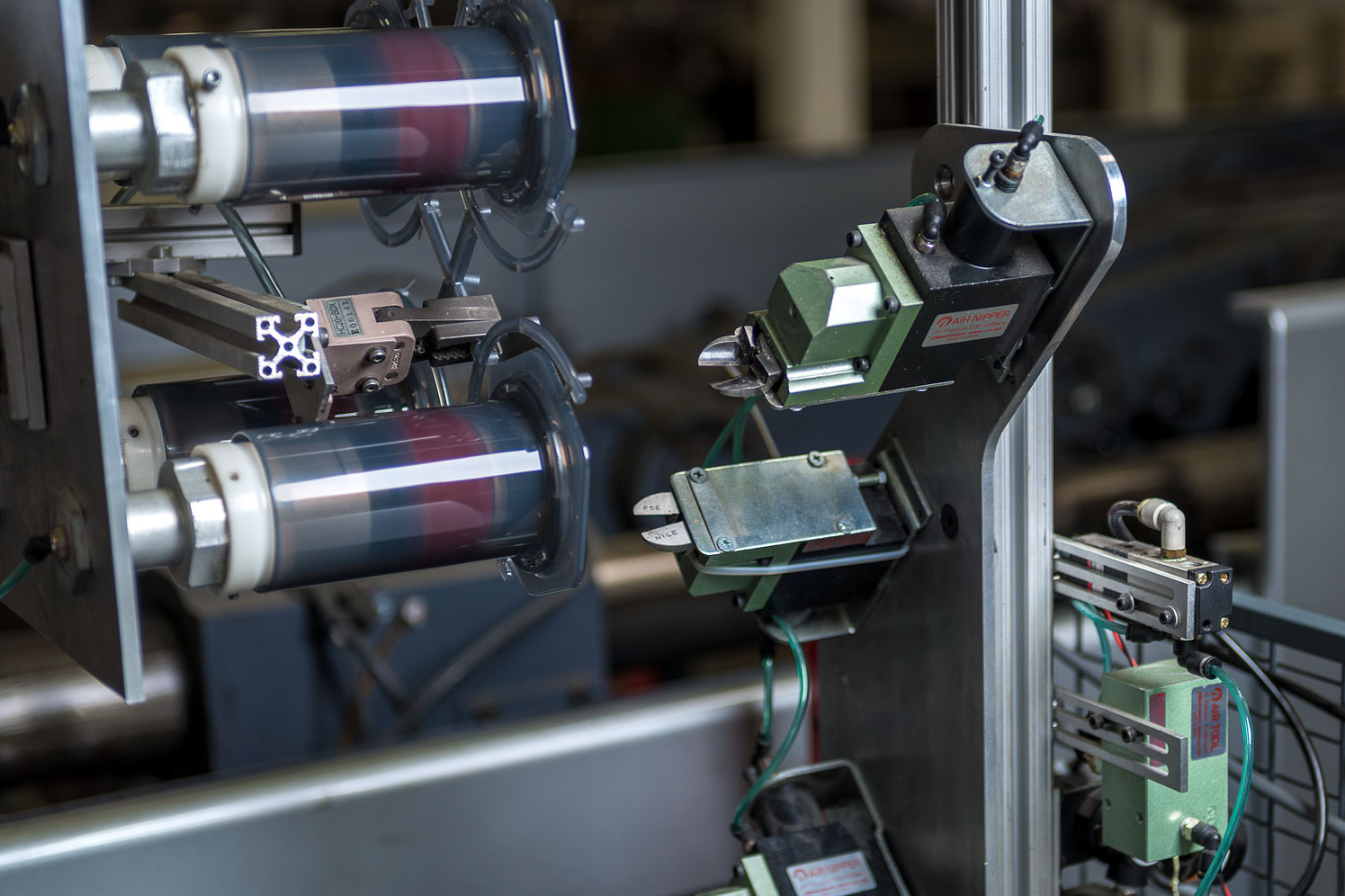
The design freedom of polymer/composite AM makes it easy to design different front-facing/insert holding (middle left and right) and rear-facing/handle versions (right) of the claw manual EOAT that Zero Tolerance LLC has produced for its own and customer molding operations. (Left middle shows an unloaded EOAT waiting for inserts and right midde shows inserts preloaded.) Not only did 3D printing a manual EOAT greatly reduce cost versus using a robot, but it increased operator safety and shortened the effective cycle time versus loading inserts by hand into the hot mold cavity (left showing operator using the claw to rapidly load inserts). Photo Credit: Credit Zero Tolerance LLC
As the current molding cycle begins, the technician monitoring the press manually slides eight inserts onto fingers on the EOAT. Once the cycle ends, the mold opens and the last set of parts are demolded, the operator positions the hand-held claw against the cavity side of the tool and, using two guide pins that act as locators to ensure proper positioning, pulls a handle, which strips the inserts off the fingers and slides them into position inside the mold. The operator then removes the claw and closes the press, and the next cycle commences, as the operator loads another eight inserts into the EOAT.
“For an application like this, proper alignment was critical, so it took us a few iterations — with small design changes in critical areas of the claw — to make sure everything lined up properly,” Michon explains. The claw does its job beautifully, increasing operator safety, reducing CAPEX by more than 90% versus a robot and boosting molding throughput by 50%. To date, this EOAT has been used for more than 125,000 molding cycles (producing in excess of one million overmolded parts) and only shows minor wear. Since the claw is designed and printed in 15 different pieces, if components wear or break, or a different sized finger or a different number of inserts are needed, it’s easy to print and replace select components.
“Interestingly, one of our mold customers saw the claw in action in the molding area of our shop and wanted us to design something similar for their own molding operations,” Michon adds. “We’ve also printed EOAT to hold parts during pad printing as well as fixtures to hold precision molded parts during CMM [coordinate measurement machine] inspections.”
Yet another way Zero Tolerance uses its printers is to produce “dummy” inserts to load into the claw when restarting the press. “Instead of wasting precision-lathed or Swiss-turned brass inserts when we restart our press to run another order of parts, we load printed dummy inserts into the claw and then into the mold, which doesn’t know the difference,” he notes. “This way, we’re throwing out inexpensive material, not costly inserts, until we get our molding process stabilized to run for the day.”
Why does Zero Tolerance keep using polymer/composite AM for these types of applications when it has a well-equipped tool shop and could easily machine metal parts? “First, you essentially add capacity in one area of your shop without having to interrupt work in another area just to create a part for an experiment or a proof of concept, and you can produce that part much quicker at lower cost than machining metals,” Michon continues. “Design time is shorter, so you can iterate much faster to prove out an idea. With the high-strength carbon fiber-reinforced parts we produce on our Markforged printers, we can achieve our objectives in a much lighter design. That way, even if we were to use a robot to operate the tool instead of a human hand, we could use a smaller robot and it would experience less wear thanks to the EOAT’s lower weight. The key is to not be closed minded and not assume something won’t work until you try it out. Additive manufacturing is just another tool in your moldmaking toolbox. It’s not going to do everything, but on the other hand, it’s not going to take away anything from what you’re already doing.”
Case study 3: Savage Automation
Before founding Savage Automation LLC (Farmington, Utah, U.S.) in 2017, Richard Savage had more than 15 years’ injection molding experience. While working for a molding shop, he attended a tradeshow in Germany in 2016 and saw a 3D-printed EOAT, which proved a “lightbulb moment,”as previous experience had demonstrated that the long lead times and design constraints of traditional EOAT was a serious pain point for molders. When he returned to Utah, Savage designed a simple polymer additive gripper to grab four parts from a mold, had it printed by a local service bureau, then used it at his job. Although it only cost a few hundred dollars to produce, the EOAT ran for 2 months before crashing. However, unlike metallic EOAT, it didn’t damage the mold. Over the next year, Savage designed several more polymer AM EOAT for the company to use. In 2017, he approached management about adding AM capabilities, but leadership wasn’t interested. He used the opportunity to start a side business designing EOAT and fixtures for other molders to be printed locally.
“It was a great situation for a startup, as costs were low since I was designing parts myself in my spare time and using outside vendors to print them,” Savage recalls. “By 2019, things really took off and we were so busy I decided to leave my old company and pursue this full time.” As the company grew, it brought printing in-house as well as assembly, inspection and packaging. Since then, Savage Automation has specialized in developing and producing robust EOAT and fixtures that solve problems and simplify installation and operations for injection molders — which represent 90% of the company’s current customer base, with 70% of them molding for the medical industry. More recently, Savage has produced fixtures for composite parts used in the aerospace and performance sporting goods segments.
“We produce a lot of one-off products of high complexity and high value with lots of design time involved, so additive is perfect for that kind of low-volume/high-mix work,” Savage continues. “Basically, we consider additive to produce anything that’s high cost or takes a long time to machine in metals, although we ask customers to bring us a problem and then rely on us for the automation solution, as you don’t want to tie your supplier’s hands when they might have a better product or process to use for your particular situation. We’re not a 3D printing company that makes some automation parts; rather, we’re an automation company that happens to use a lot of 3D printing.”
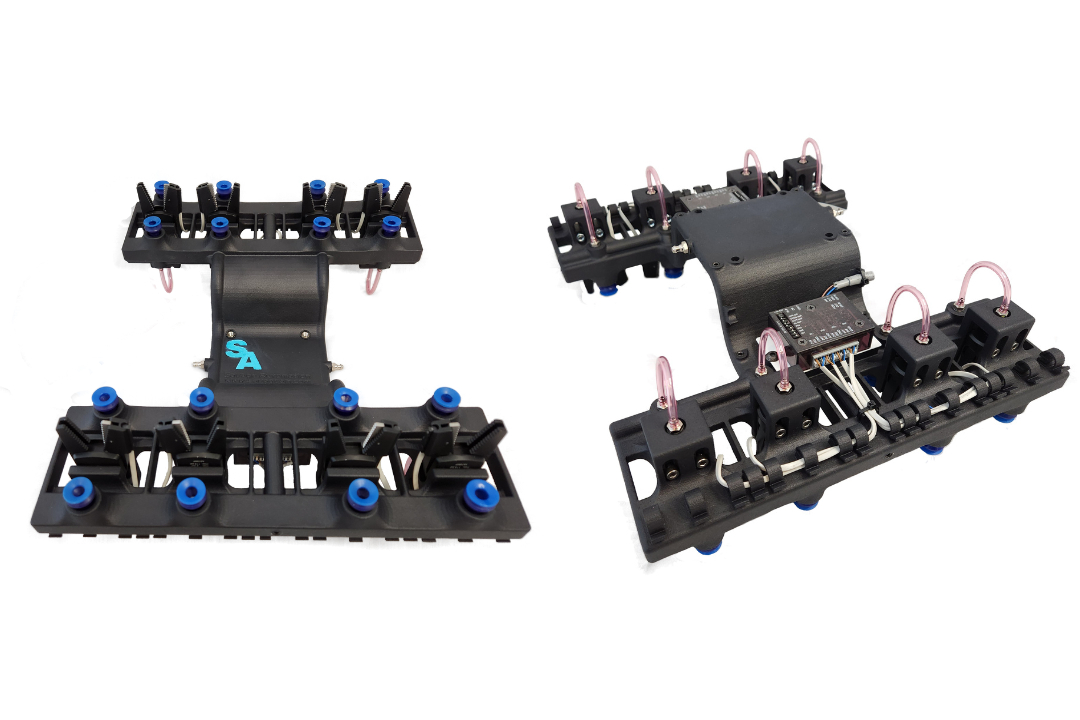
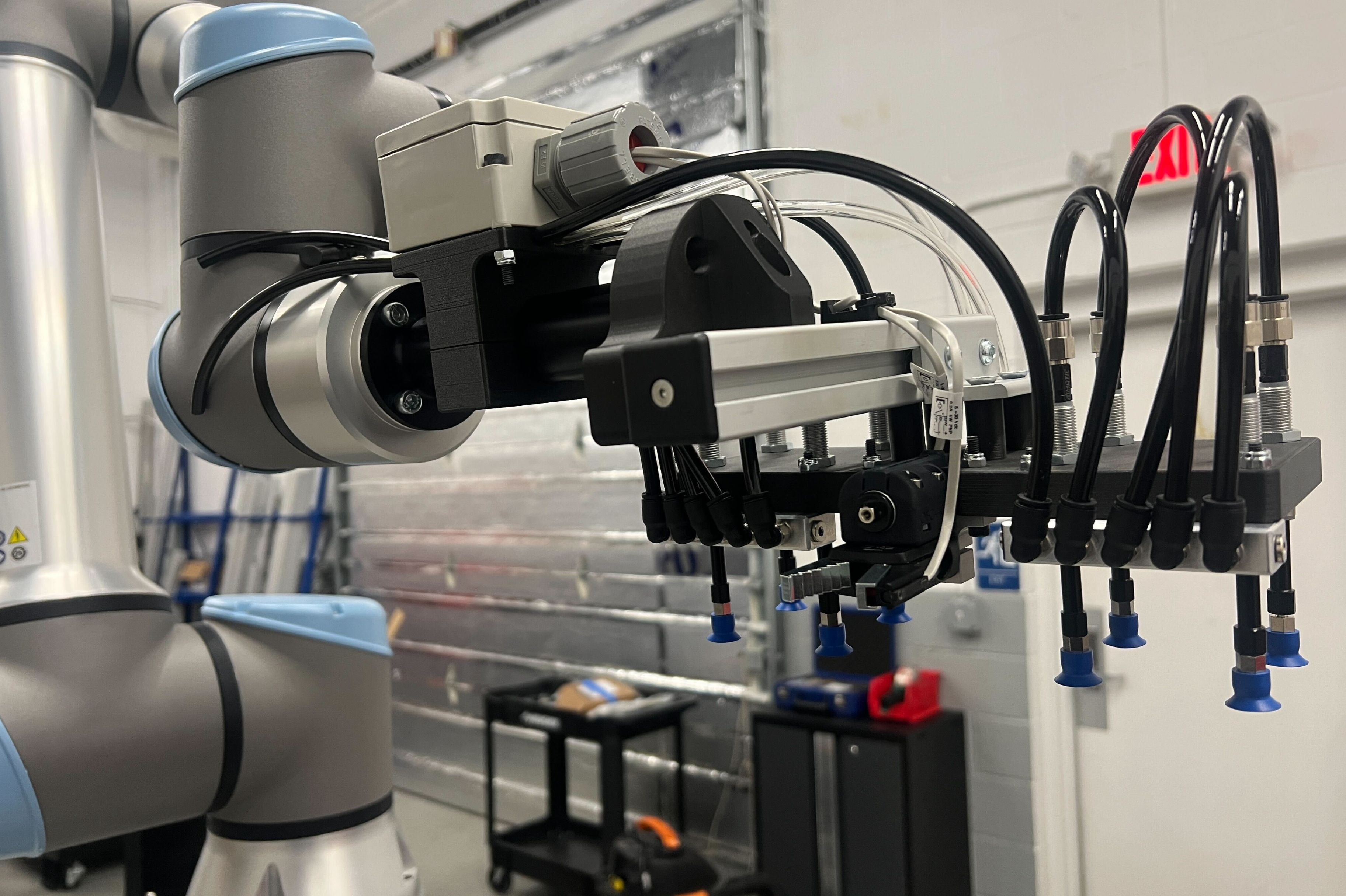
Two views of a largely 3D-printed EOAT showing pneumatic grippers and suction grips on the part-facing side (left) and connections on the robot-facing side (right). Photo Credit: Savage Automation LLC
Molders typically send Savage Automation a mold layout and a part drawing that the team uses to design an end effector, fixture or other manufacturing aid. Next, the team produces prototype aids on its Onyx One FDM/FFF printer from Markforged Inc., which can print in neat or discontinuous carbon fiber-reinforced PA6. The team also prints prototype parts in epoxy on its Form 3 SLA printer from Formlabs (Somerville, Mass., U.S.), as the latter produces high-quality surfaces and permits the team to accurately match gripper finger designs to a replica of the part surface to ensure EOAT fit and function. When the design is ready, commercial manufacturing aids are printed in PA12 via a powder bed fusion (PBF)-type printer — either MJF from HP Inc. or Fuse 1 SLS from Formlabs — for highly complex components, or on a Markforged if the design involves an inspection fixture for a flat part or where dimensionality is critical. For soft-touch surfaces, the team manually attaches either its own printed gripper pads or purchased ones. Overflow work is sent to outside service bureaus.
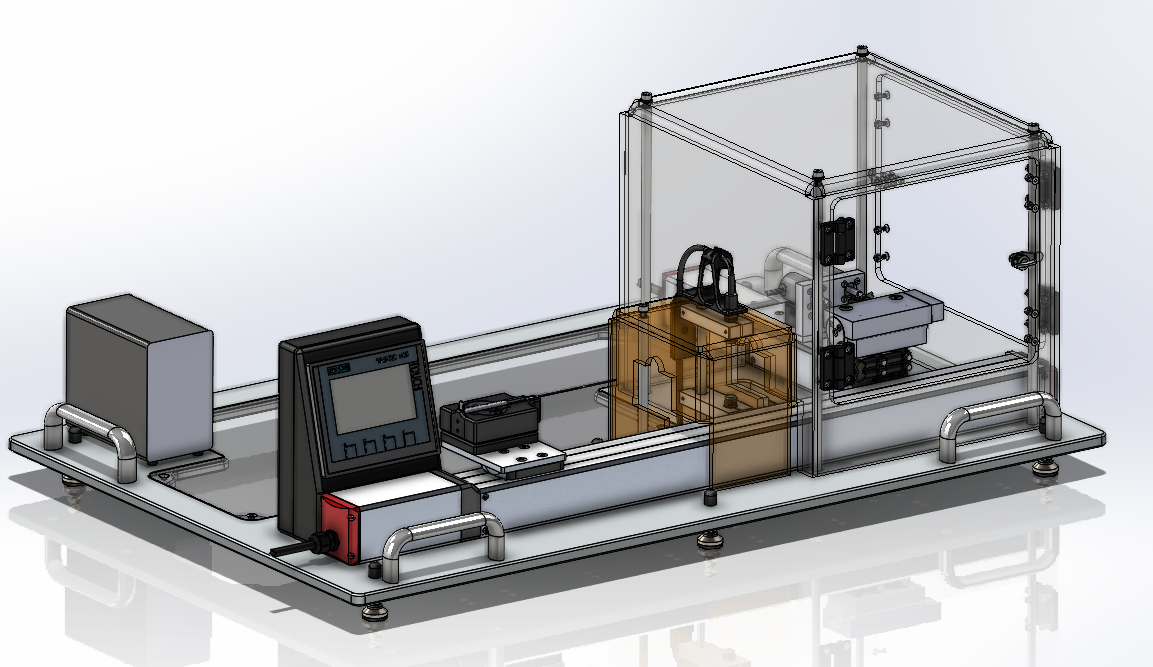

Top image shows a rendering of a complete assembly fixture, with many of its critical parts 3D printed in carbon fiber-reinforced PA on a Markforged printer owing to its ability to produce parts with good dimensional tolerances and flatness. Lower image shows a 3D-printed assembly nest from the larger assembly fixture. The top piece is removable to enable the operator to load parts in the fixture before placing the latter in the machine where parts will be joined via a UV-cure adhesive. A central pin keeps top and bottom parts aligned before assembly. Several additional nests can be preloaded while the current part is being assembled. Photo Credit: Savage Automation LLC
Over time, the team has changed its approach to designing manufacturing aids. “First, we tend to design hybrid systems with an aluminum backbone on which we bolt a printed tool, as print envelopes are still relatively small on most machines and larger polymer AM parts aren’t as strong,” Savage explains. “Second, we switched from single-bodied designs to multi-bodied ones because occasionally a robot will crash and damage an EOAT. If it was produced as a single piece, then most likely the whole unit would need replacing, whereas if the design is modular, then maybe only one or two smaller pieces need to be changed, which is less costly to replace and gets the molder up and running faster.”
He also notes that with conventional EOAT, there’s no easy location to position air/vacuum lines, so tools end up with a nest of lines that are zip-tied together. “With additive, we can just print integral channels so air lines run through the body of the part and there’s only one connection line for each hookup and it’s clearly labeled,” Savage continues. “It’s the same thing with mounting grippers or suction cups. With additive, you can just print them into the body so you don’t have to worry about screws coming loose and pads or gripper fingers falling off. Another way we’ve changed our design approach as we’ve learned more about 3D printing is that we now manipulate the ductility and Shore hardness of a part, not by changing the polymer, but by changing how we print the lattice, our printer orientation and so on. As you modify the lattice and its thickness, you modify the flexibility of the geometry, which is very helpful when you need to control grip forces to handle delicate parts.”
Case study 4: Westec Plastics
Westec Plastics Corp. (Livermore, Calif., U.S.) is a 54-year-old custom molder that operates 23 injection presses ranging in size from 25 to 553 tonnes. Specializing in molding high-temperature engineering thermoplastics for the medical device market in ISO Class 6, 7 and 8 cleanrooms, Westec also serves customers in the consumer and government segments.
The company builds some of the molds it uses and outsources the rest to local toolmakers. As such, it has been specifying metal AM technology for the last few years for mold inserts with conformal cooling features that were produced by toolmakers and local service bureaus. Westec recently took possession of the first production metal AM printer from Mantle Inc. (San Francisco, Calif., U.S.), enabling the company to now design and print conformally cooled mold inserts in-house.
The company has used polymer AM technology for the past 7 years — the last 4 in-house with an Ender 5 Plus FFF printer from Shenzhen Creality 3D Technology Co. Ltd. (Shenzhen, China). Initially, polymer AM was used to prototype parts. Later, use was expanded to produce part fixtures.

Custom injection molder Westec Plastics Corp. operates 23 injection presses (some of which are shown at top) and uses additively manufactured EOAT and fixtures produced on its own in-house printer or those of local service bureaus. Shown on the bottom is an EOAT that pulls molded parts for the consumer segment from a four-cavity injection tool and clips off the runners. Photo Credit: Westec Plastics Corp.
“We work with a lot of medical customers and they frequently modify designs, so it’s really nice to be able to print sample parts and have something physical to hold, as everything looks doable when it’s on the [computer] screen,” Cory Vohs, Westec director of molding, explains. “As we gained experience, we slowly used our printer to try other things, including printing PLA fixtures to hold molded parts for pad printing. Additively manufacturing these parts is certainly faster and less costly than keeping our CNCs running.” Vohs adds that simple and smaller fixtures are printed in-house, but larger and more complex ones are produced through external resources. The company also uses EOAT in conjunction with cobots to help molding technicians quickly and safely demold parts.
“Although we do try to use off-the-shelf automation components whenever possible, having the ability to design a fixture in-house and either print it ourselves or have it printed nearby is a big advantage to us,” Travis Meeks, Westec vice president of tooling, adds. “This way, we don’t have to interrupt our own tool shop, and we can get the component much faster and at lower cost than if we had to wait weeks to have an outside tool shop produce it conventionally. Plus, a polymer additive fixture isn’t going to damage our molded parts.”
Case study 5: Rapid Robotics
Founded in 2019, Rapid Robotics Inc. (San Francisco, Calif., U.S.) has a novel business model for helping manufacturers automate their operations quickly and at modest cost. The company’s focus is on deploying affordable, pretrained cobots — produced by robotic partners Yaskawa Electric Corp. (Kitakyushu, Japan) and Universal Robots A/S (Odense, Denmark) — that can perform dozens of simple mechanical tasks like packaging/boxing and inspection while meeting high-quality standards at a fraction of the cost of traditional robotic solutions or human labor.
The company notes that many factors have slowed implementation of robotics and other automation in manufacturing over the decades, including complexity of adoption, challenges using equipment correctly and the fact that most robots tend to be limited to a single purpose, which, if the needed task changes, can consign that robot to a storage closet. With all the cost pressures manufacturers currently face, there is an urgent need to make automation faster, easier and less expensive to deploy. Furthermore, increasing automation can make it easier and more attractive for millennials, “zennials,” women and other underrepresented groups to seek job opportunities in manufacturing.
At Rapid Robotics’ San Francisco headquarters and Novi, Mich., U.S. facility, automation cells are designed, cobots are programmed and their end effectors are built before shipping to customers. At both locations, engineering teams prototype concepts for EOAT and other manufacturing aids on FDM/FFF printers. Once designs are production ready, durable components are produced on banks of Markforged carbon fiber composite printers. Photo Credit: Rapid Robotics Inc.
Rapid’s out-of-the-box offering — which includes its rapid machine operator (RMO) software platform and wheeled cobots that can be rolled from one location to another — enables a manufacturer to deploy a cobot within hours (rather than weeks), greatly reducing disruption to manufacturing operations while permitting companies to achieve ROI within months, thereby helping make automation affordable to more and smaller companies for the first time. Moreover, cobots can be redeployed to new tasks just as quickly without the manufacturer needing expert personnel with programming or robotics skills, or requiring systems integration or specialized hardware. Reportedly, a single operator can supervise up to eight cobots simultaneously using a computer tablet. Customers hail from the automotive, packaging, medical device, and plastic and metal part production segments.
To keep automation systems affordable and cobots lightweight — which is critical to overcome their inherent payload constraints and make them safer to operate alongside humans — Rapid has used polymer AM technology since its beginning. Typical printed EOAT include gripper components, fingers and the platforms on which these tools sit.
“What we design and print is highly dependent on the type of task we’re trying to automate,” Forest Lee, Rapid director of brand narrative, explains. “While it’s possible to find off-the-shelf part pickers and grippers that could work, often standard offerings aren’t the right size, or they aren’t durable enough to operate in hot or dusty environments, or they’re heavier than what we can print ourselves. Weight is important as it affects the speed at which our cobots operate and that, in turn, impacts cycle times for the process we’re trying to automate. Hence, we use a lot of purpose-printed components that meet our strict reliability standards. Our goals are to be as non-disruptive to customer operations and to deploy as quickly as possible. With additive manufacturing, we have great flexibility, can prototype and produce parts faster and more efficiently and that enables us to build systems JIT [just in time]. Everything we do to make our automation solutions more efficient matters.”
The Rapid team takes advantage of additive’s ability to print lattice structures, which are lighter yet produce stronger structures, print faster, use less material and are less costly than solid structures. This permits each cobot to carry a bit more payload, move faster and operate with greater safety around humans. Shown above is an EOAT being printed using the lattice technique. Photo Credit: Rapid Robotics Inc.
Lee adds that injection molders are an important segment for the company, where cobots not only help demold parts but also cut sprues and box parts, thereby reducing cycle time, manufacturing footprint and the cost of integration. “Serving parts to robots can present significant challenges, since robots have limited reach, and often there is a limited footprint in which an automation system can fit, which makes conveyance solutions to serve those robots costly to customers and often adds significantly to cycle time,” he continues. “Since we’re not relying on off-the-shelf solutions, we can be more innovative and deploy faster and more efficiently at lower cost. For instance, we can give a robot two ‘hands’ in two different locations that enable it to pick up more objects and stack one on the other for greater efficiency. This is complex and difficult work and there aren’t a lot of other robotic providers offering it.”
Case study 6: MAHLE
Tier 1 automotive supplier MAHLE GmbH (Stuttgart, Germany) uses metal AM technology to produce EOAT, fixtures and toolholders for its manufacturing operations around the world. Previously, the company had designed manufacturing aids for its own operations and either interrupted its own machine shops to have them produced or turned to service bureaus to have them 3D printed. Not long after joining the company in 2012, Mark Brooks, design technician, MAHLE Engine Components USA Inc. (Morristown, Tenn., U.S.) — a CAD designer by background — stepped in to run the facility’s polymer additive printer. In 2016, he was asked by his boss to research and purchase a metal AM printer to produce components for a new production line being installed at the facility.
Over the next few years, Brooks looked at printers from five different companies. He also identified a single part that was necessary for use on the new production line and that was considered unmanufacturable (or, at least affordably unmanufacturable) with conventional metalworking processes. As a test to better assess the capabilities of each of the printers under evaluation, Brooks had each printer OEM produce a few of these parts on their machines using his design and send them back to him. Different companies sent printed parts back in different materials.
“Some of the suppliers printed the benchmark part in aluminum, some in M300 [a maraging steel alloy], some in tool steels and one even produced them in titanium — basically, they sent us whatever they had on hand and happened to feel like printing,” Brooks recalls. To see how durable the parts were, they were installed in 12 locations on six production lines already operating at the MAHLE facility and most of those parts are still in place and, he says, are holding up well.
Automotive Tier 1 MAHLE uses a direct metal laser sintering/solidification (DMLS) printer to produce a variety of maraging steel manufacturing aids for its facilities around the world. Not only does printing the aids free up time in the tool shop, but metal additive printing can turn parts around much faster and at lower cost than conventional manufacturing. Photo Credit: Xact Metal Inc.
Eventually, after more visits and more evaluations, Brooks’ facility purchased an XM200C direct metal laser sintering/solidification (DMLS/PBF) printer from Xact Metal Inc. (State College, Pa., U.S.),
which was installed at the end of 2018. Since then, Brooks has used the printer to produce tooling for robots, coating operations, fixturing, sensor brackets and toolholders not only for his own facility but for other facilities around the world. The printer is used exclusively to produce parts in M300, which saves the time and cost of switching between metal powders. Brooks says that he conducted a cost analysis and found that the company had achieved ROI within the first 6 months of owning the machine.
“This was our first foray into metal additive and we found it took stress off our machine shop, since we no longer have to interrupt other work to have manufacturing aids machined for us,” Brooks explains. “From completed design to finished part in hand, we average a day and a half, which makes it much faster and less costly to produce. Also, since you can iterate so fast, if something isn’t quite right the first time, you can easily modify it and print another one very quickly.”
Case study 7: Linear AMS
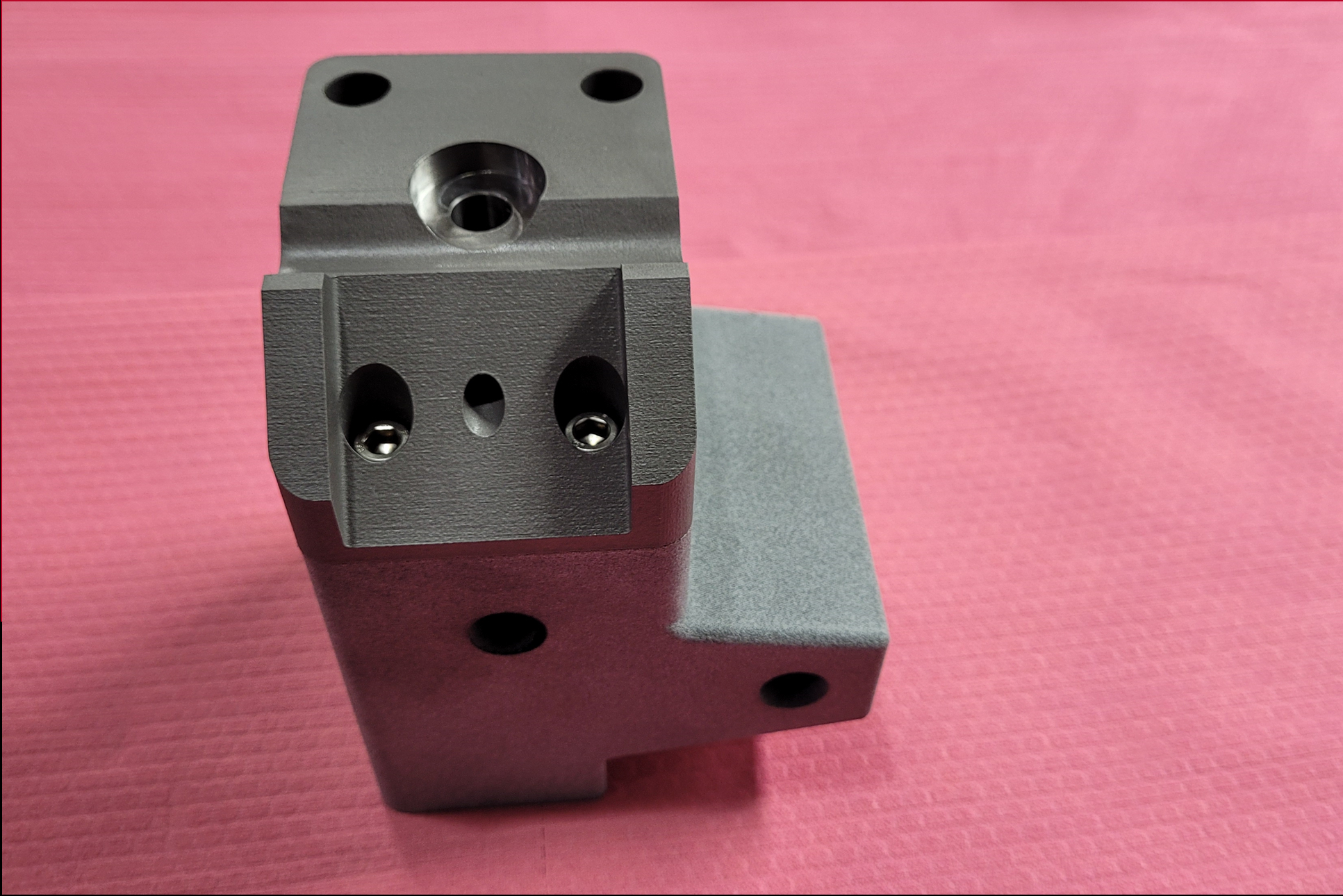
This inspection assembly fixture — a hybrid of metal and polymer additive technologies — features 3D-printed maraging steel (top black components with bolts produced via DMLS) and PA12 (lower gray component produced via MJF or SLS). Use of both additive technologies helps Linear AMS reduce mass, cost and print time while producing a usable assembly aid much faster than conventionally machined metal would allow. Photo Credit: Linear AMS, a Shapeways Co.
Linear AMS (Livonia, Mich., U.S.), now part of Shapeways Holdings Inc. (New York, N.Y., U.S.), is a 20-year-old moldmaker turned supplier of metal additive mold components, a custom metal additive components supplier and a custom injection molder serving customers in the automotive, ground transportation, consumer/appliance, industrial, medical, oil/gas, packaging and space/defense markets. In 2022, Shapeways, a global digital manufacturing leader, acquired Linear AMS to strengthen its enterprise manufacturing offering. A longtime provider of rapid prototyping, production and finishing of metal and polymer AM parts, Shapeways added traditional manufacturing and expanded its additive capabilities through the Linear acquisition. The company’s global manufacturing sites are located in Livonia and Charlotte, Mich., U.S. and Eindhoven, Netherlands.
On the metal AM side, the Livonia site has two DMLS printers from EOS GmbH — one that solely prints MS1 (a maraging steel alloy) and one that solely prints Inconel (718) — plus an electron beam melting (EBM) printer from GE Additive (Cincinnati, Ohio, U.S.) that solely prints titanium, and two metal binder jet printers from Desktop Metal Inc. (Burlington, Mass., U.S.) on which are printed 17-4PH and 316-L stainless steel alloys. On the polymer AM side, there are three MJF printers from HP and six SLS printers from EOS. Typical polymer AM materials used include PA11, PA12, polypropylene (PP), thermoplastic elastomer (TPE) and TPU. Other services offered by the company include material jetting, binder jetting, SLA and wax casting as well as conventional subtractive manufacturing.
Initially, Linear’s metal AM focus was on designing and printing conformally cooled/heated mold components like slides, lifters and inserts for its own injection molds and later, those of molding and mold building customers. It added polymer AM capabilities for part prototyping. Subsequently, Linear began printing gages, fixtures and assembly aids for its own manufacturing operations, including injection molding, and later for customer needs.
“Most of our EOAT and fixtures combine both metal and polymer AM component for structural integrity, to address wear items and to seat assembly fixtures,” David Myers, Linear AMS senior business development executive, explains. “In fact, we’re currently finishing off an inspection assembly fixture that uses a combination of PA12 and maraging steel, as these items can get abused. This enables us to provide a turnkey solution for our customer.”
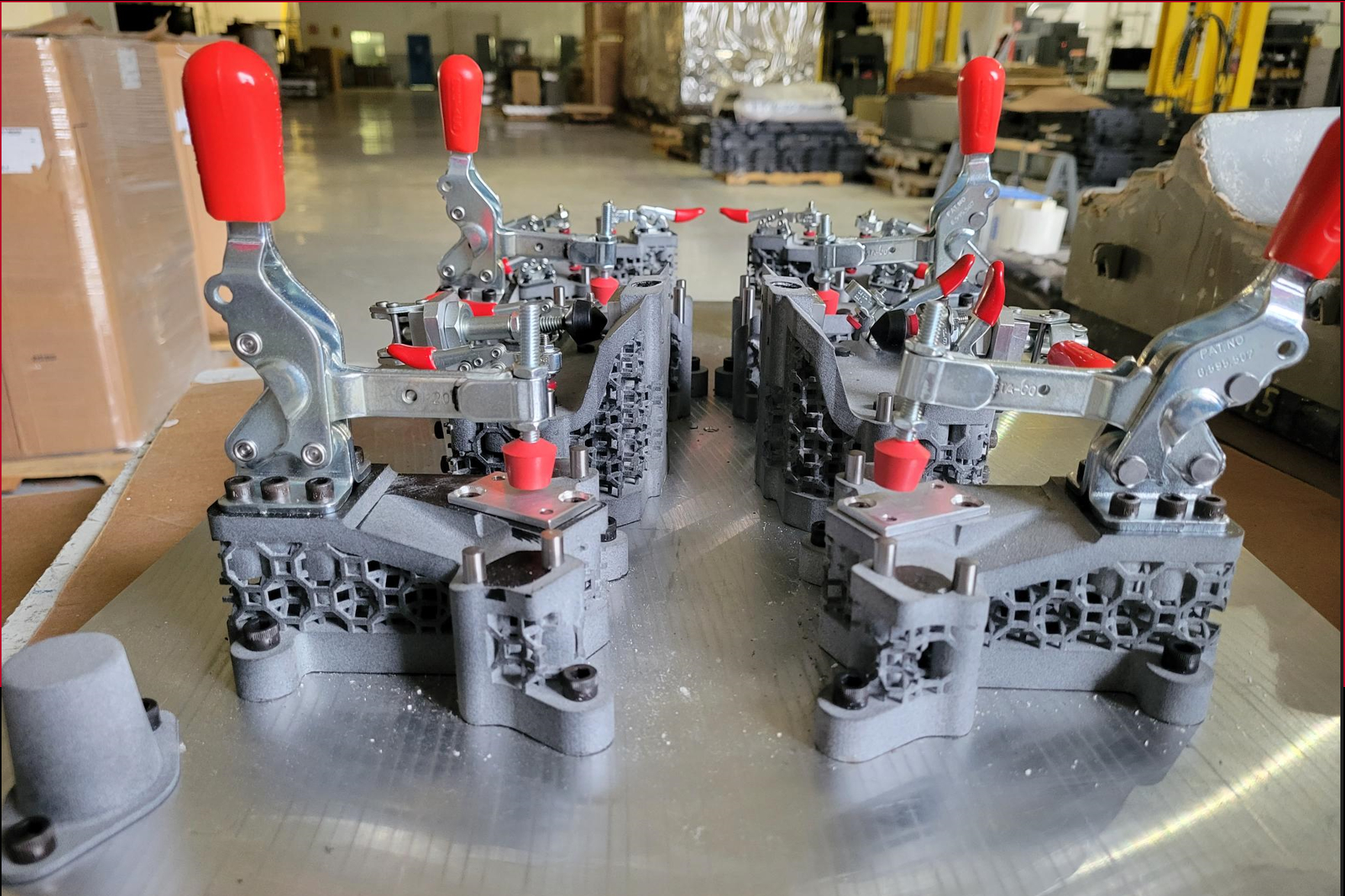
Taking advantage of the ability of AM to produce lattice structures — which not only reduce mass, material use and cost and printing time, but also increase structural integrity, — Linear AMS applies the technique to 3D print inspection fixtures like those shown above. The gray lattice material is PA12 produced on an MJF or SLS printer; the red handles/clamps and bolts are off-the-shelf purchased components; and the silver base plate is conventionally machined aluminum. Photo Credit: Linear AMS, a Shapeways Co.
Typical tools the team is printing includes press-based robotics for part removal or for insertion of hardware into a tool prior to molding, as well as hybrid gages and fixtures. “There are times when you’ve tried everything you can from a processing and tooling standpoint and you still have warpage,” Myers continues. “In cases like that, we use our AM technology and knowledge of thermoplastic materials, injection molding and Kentucky windage to design cooling fixtures that counteract warpage and deliver dimensionally accurate parts.”
He adds that initially it was design flexibility and speed of production that encouraged the team to try producing manufacturing aids additively. “The first time we tried this, not everything worked perfectly out of the gate, but the beauty of digitization is how fast you can fine-tune a design and how quickly you can build a digital catalogue that can be used to tweak future designs,” Myers says. “In fact, we’ll often design a print build to include two different design revisions at the same time, since we have the real estate in the build chambers to add more parts, and this makes finalizing the design quicker and easier. There are so many advantages to getting to market faster.”
Interestingly, it’s not moldmaking customers who request Linear’s AM molding aids but rather molders themselves. “Typically, moldmakers aren’t as concerned with downstream processes, but it’s the molders who reap the benefits,” Myers notes. “Often, because they purchased a mold with conformal cooling, now they can cycle parts much faster, which means that the downstream process isn’t keeping up with the upstream portion, so suddenly molders are asking how they can do this task or that faster. We work with them to define the scope of the process, then design manufacturing aids to address that functionality.”
What benefits does AM technologies bring? “There are the obvious things like design flexibility, speed, no scrap and lower cost,” Myers adds. “However, there’s also the ability to print lattice structures that not only are lighter and faster to print but also improve structural integrity. Also, what we’ve seen, especially on the metals side, is that AM manufacturing aids will go head to head with conventionally produced parts in terms of life expectancy and damage tolerance. You get all of that and don’t have to wait 6 weeks to have a component produced conventionally — that’s a win-win.”
Case study 8: Anubis 3D
Founded in 2014, Anubis 3D (Mississauga, Ont., Canada) is a polymer AM service provider of EOAT and on-demand industrial components for prototype and low-volume production operations. The company describes itself as positioned between automation systems integrators/robot suppliers and end users/manufacturers. As such, it supports customers in multiple industries globally — including automotive, consumer, packaging, electronics, medical/dental, aerospace and plastics molding. Anubis 3D focuses on polymer AM solutions for robots and especially cobots, including surface grippers, pick-and-place EOAT, automatic carton erectors, external bottle grippers, jigs and fixtures, integrated vacuum toolchangers, as well as manual toolchangers and custom tools. These lightweight solutions are said to reduce fatigue and wear on the robot, enable smaller robots to be used to accomplish the same task or allow a given robot to move faster owing to the lower inertia of moving a lighter tool.


Most of the EOAT that Anubis 3D designs for molders are either large tools that grab big moldings like bumper fascia (top, right half of tool shown with blue suction grippers and black pinchers) or intricate spider tools that extract multiple small parts like pizza-saver discs from multicavity tools, clip sprues/runners and sort parts into bins (bottom). Molders typically provide fixing points that comply with the surface of parts being extracted from molds and ask Anubis to develop a tool that can interface with a robot designed to perform that action. Photo Credit: Anubis 3D Industrial Solutions Inc.
“The market took us to end-of-arm tools and collaborative robots where lightweight tools are needed so humans working alongside cobots aren’t injured,” Tharwat Fouad, Anubis 3D CEO, explains. “Since a tool isn’t sensitive and could hurt someone, it’s important to ensure the EOAT have smooth surfaces, there are no pinch points and no exposed actuators or sharp corners and nothing that could grab someone’s finger and break it. It’s hard to comply with that using a metal tool, so it’s kind of a default for cobot EOAT suppliers to use plastic-bodied devices not only for weight — since cobots are payload constrained — but also for safety.”
“We got into this segment by accident.,” Mona Louca, Anubis marketing director adds. “Our previous company designed manufacturing lines and we couldn’t find the components we needed so we started developing them on our own. She explains that the team tended to work on projects that were hard to execute — in old plants with no space and tight corners where it was a real challenge to squeeze in a new line or upgrade an existing one. “We started researching what we could do on our own and discovered additive manufacturing,” Louca continues. “As we educated ourselves and outsourced production of early components, we saw the viability of the technology, which enabled us to produce the kinds of smart solutions our customers needed.” As the company brought printing capabilities in-house, and interest grew, it eventually spun off the Anubis 3D division, which has since eclipsed the original company. “One thing we’ve learned is that it’s important to be on the other side in order to understand your customer’s pain points so you can provide viable solutions,” Louca notes.
The company uses two different polymer additive technologies. It uses iSLA 1900D model SLA printers from ZRapid Tech (Suzhou, China) to prototype the surface geometry of parts that will be handled owing to the process’ high surface quality, which facilitates developing EOAT and fixtures that are correctly designed to interface with actual part surfaces. For production applications, the company uses P100, P110 and P385 model SLS printers from EOS, primarily printing PA12, which is often overcoated with cold-pour/room temperature-cure polyurethane (PUR) to create soft-grip/soft-touch surfaces to interface with sensitive parts.
“We’re an engineering company that designs robust products using the scientific method to determine features, thicknesses, acceptable deflections, impact loads and the like,” Fouad continues. “We conduct rigorous FEA analyses when designing these tools where we consider the kinds of forces they’ll be subject to, the kinds of safety factors we need and possible mishaps that could happen. If a robot goes out of whack and breaks a component, and your EOAT is metal, then in most cases it will bend and yield and not be repairable, so a customer will need to order a full replacement. However, because polymers are better at absorbing impact energies and we design modular assemblies, then chances are that even if a tool falls on the floor, it won’t break, and if it does break, then only a small piece or two will need to be replaced.”
“We don’t believe in taking a one-size-fits-all approach as we know additive isn’t the solution for everything,” Louca adds. “However, for complex tools and small part sizes, it wins out nearly every time. It’s a nice type of business because we don’t have to be involved with the entire process, so that really streamlines projects.”
Case study 9: Medbio
Founded in 2004, medical molder Medbio, LLC (Grand Rapids, Mich., U.S.) operates four facilities in the U.S. equipped with a total of 119 thermoplastic and two liquid silicone rubber (LSR) injection presses in ISO Class 7 or 8 certified cleanrooms. Together with its parent, plastics caps and plugs manufacturer Protective Industries Inc. (Buffalo, N.Y., U.S.), the combined company operates 17 molding facilities globally.
To support active programs, Medbio produces or commissions 100 tight-tolerance injection molds annually to produce medical devices and diagnostic equipment. It’s no surprise that the company has been using polymer additive technology — much of it designed and printed in-house — for the last 5 years to produce prototype parts for new programs and after engineering changes, as well as for fixtures to support its extensive molding operations. Interestingly, the company sets aside CAPEX funding every year for technology development, which enables Medbio engineers to purchase and try new equipment that might prove useful. That’s how its Grand Rapids team started working with polymer AM technology. It presently owns an FDM/FFF printer from Stratasys on which it prints polycarbonate/acrylonitrile butadiene styrene (PC/ABS) and PLA, and an SLA printer from Formlabs on which it prints epoxy.

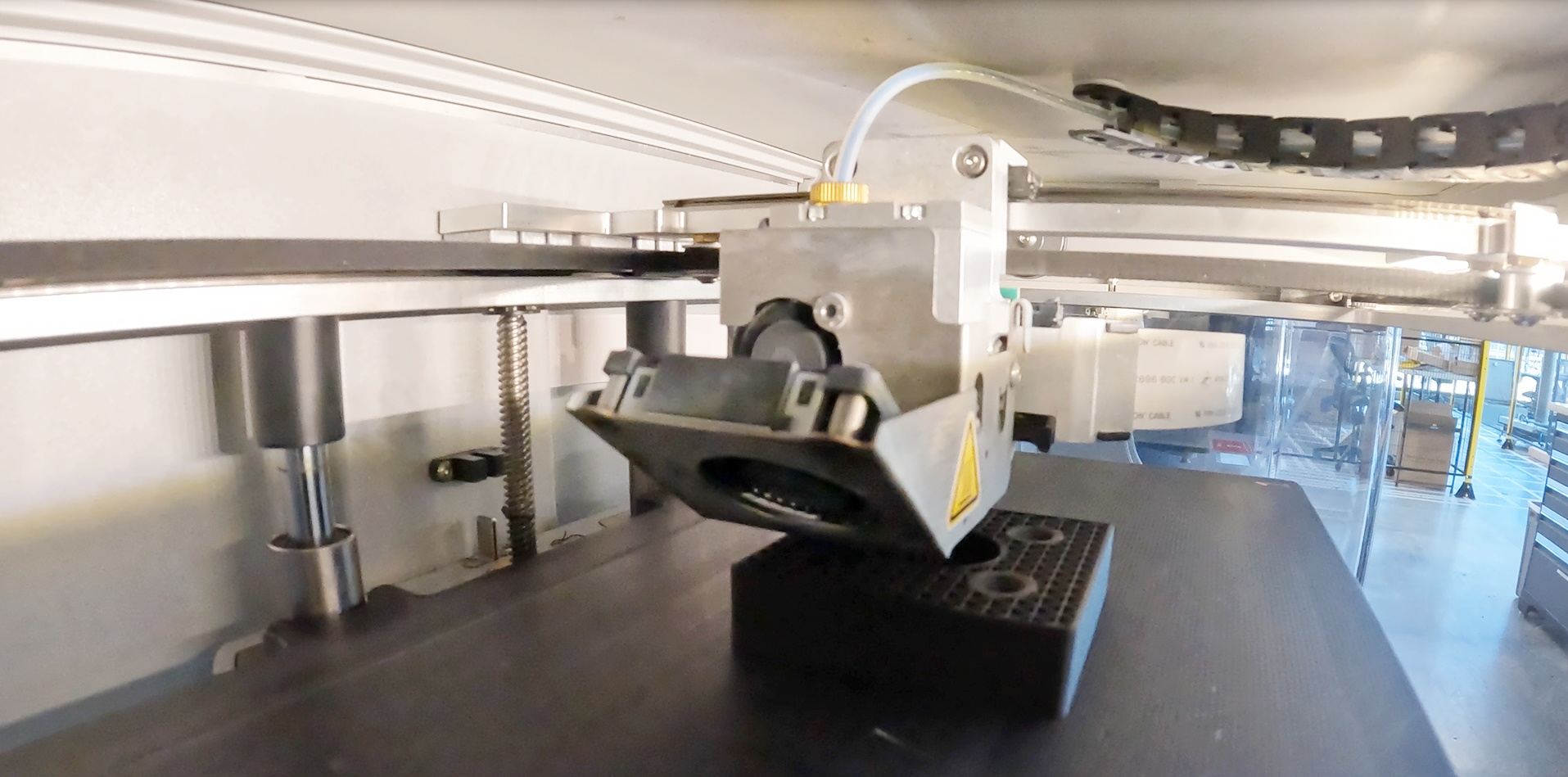
The prototype EOAT shown at the top was printed via FDM/FFF and is designed to grab two different parts from an inline escapement off of a vibratory feeder bowl and move them to the rotary dial in an automated laser welding cell. A second prototype EOAT shown below features a diagnostic device (left side) that has been picked up. This tool was designed to attach to a selective compliance assembly robot arm (SCARA). Photo Credit: Medbio LLC
“We primarily use our printers to test out jigs and fixtures to see if our concepts will work, as this gives us something we can hold, feel and turn around in space, plus we can quickly and inexpensively try multiple different versions of a design and see which works best,” Ethan Bruyn, Medbio manufacturing technology leader, explains. “Given the molding tolerances we have to maintain — often as tight as 0.002 inch [0.05 millimeter] — we have a large metrology department, so we do a lot of work developing holding fixtures, CMM fixtures, along with jigs for our assembly team. Once we’re sure a design will work, for the most demanding applications where anything that touches a molded part is required to have FDA approval, we either reproduce the design in anodized aluminum or stainless steel or machine it from a block of PEEK [polyetheretherketone]. For less sensitive programs that don’t require an FDA-approved material for part contact, we may keep the fixture in polymer additive.” He notes that most of the company’s EOAT are produced in metals because of the amount of wear they experience on high-volume molding programs.
“While many companies are pushing 3D-printed EOAT for everything, we like to assess each application and base the design and construction off the part, cycle time and degree of complexity required,” Bruyn adds. “We have fully 3D printed EOAT that have work out well, but we’ve had others where the frequency at which wear components needed to be replaced limited our ability to use the technology — especially when we needed to thread into plates. On the other hand, we’ve also had a situation where a conventional metal component for an EOAT was lost and, due to the long lead time for machining a replacement, we turned something around on our Stratasys in a day to get out of a bind versus waiting 2 weeks for a replacement to be machined. Overall, I think 3D printing has evolved a lot in recent years and I’m very curious to see what happens in the next 5-10 years.
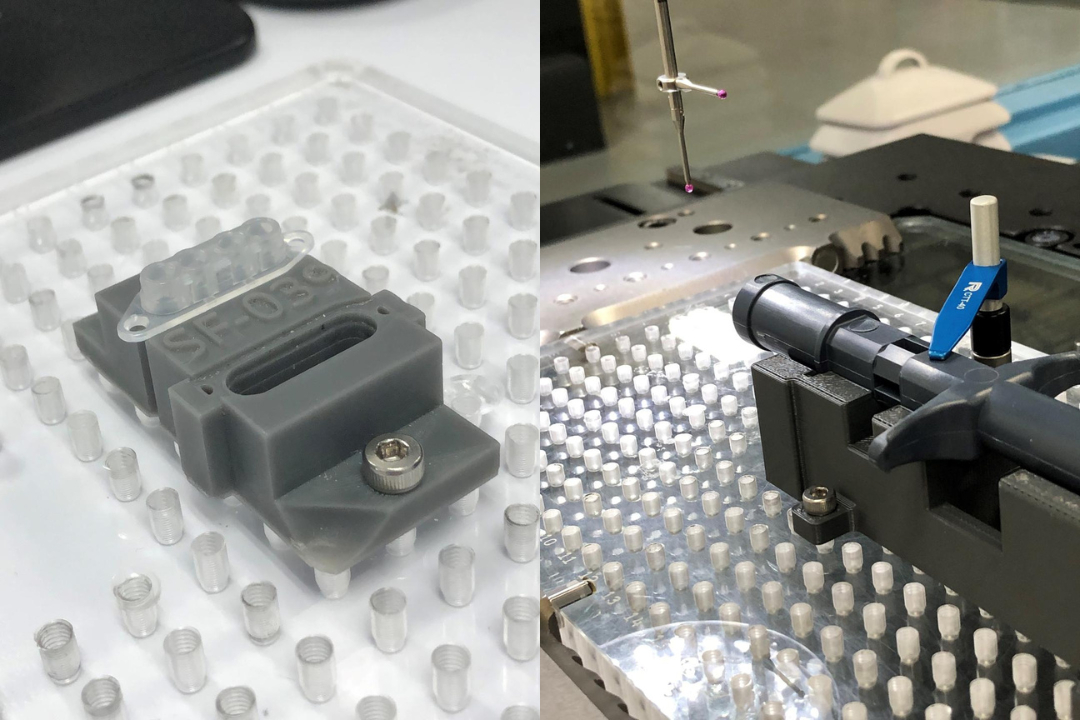
Above are two CMM inspection nests. The one on the left was printed on an SLA printer and is for a diagnostic device, while the one on the right was printed on an FDM/FFF printer and is for a hybrid metal/plastic surgical instrument. Photo Credit: Medbio LLC
It’s useful to remember that AM technology was first used to print tool components that increased productivity for neat and reinforced injection molded thermoplastics two decades ago. Only more recently has AM technology — particularly large-format AM (LFAM) — started to be used to produce tools and tool components for larger plastic/composite parts — particularly those with thermoset chemistries (see “Metal AM advances...” Part 1 and Part 2). It’s not surprising, therefore, to find that once again AM EOAT and fixtures have initially been exploited by the high-volume, time- and cost-sensitive injection molding segment. An additive approach is equally capable of being applied to produce molding aids for thermoset parts in forming processes ranging from compression molded sheet molding compound (SMC) to vacuum bag/autoclave-cured carbon fiber-reinforced polymer (CFRP) prepreg. As technology proliferates, and molders in all segments struggle to remain cost competitive in light of global labor shortages, expect AM molding aids to become far more commonplace.





.jpg;maxWidth=300;quality=90;format=webp)








Related Content

Mass, cost, durability improvements: EV battery enclosures, Part 2
As interest grows in composite battery covers and trays, composite materials suppliers work to meet current and future needs of automakers, battery module producers.
Read More
A new era for ceramic matrix composites
CMC is expanding, with new fiber production in Europe, faster processes and higher temperature materials enabling applications for industry, hypersonics and New Space.
Read More
Moving toward next-generation wind blade recycling
Suppliers, fabricators and OEMs across the composite wind blade supply chain ramp up existing technologies, develop better reclamation methods and design more recyclable wind blades.
Read More
The next evolution in AFP
Automated fiber placement develops into more compact, flexible, modular and digitized systems with multi-material and process capabilities.
Read MoreRead Next

Hybrid process marries continuous, discontinuous composites design
9T Labs and Purdue applied Additive Fusion Technology to engineer a performance- and cost-competitive aircraft bin pin bracket made from compression-molded continuous and discontinuous CFRTP.
Read More
Robotized system makes overmolding mobile, flexible
Anybrid’s ROBIN demonstrates inline/offline functionalization of profiles, 3D-printed panels and bio-based materials for more efficient, sustainable composite parts.
Read More
Modular, robotic cells enable high-rate RTM using any material format
Airborne’s automated ply placement systems at Airbus, GKN Aerospace and Teijin Automotive Technologies aim to maximize flexibility and intelligent automation.
Read More