
.jpg;width=70;height=70;mode=crop;format=webp)




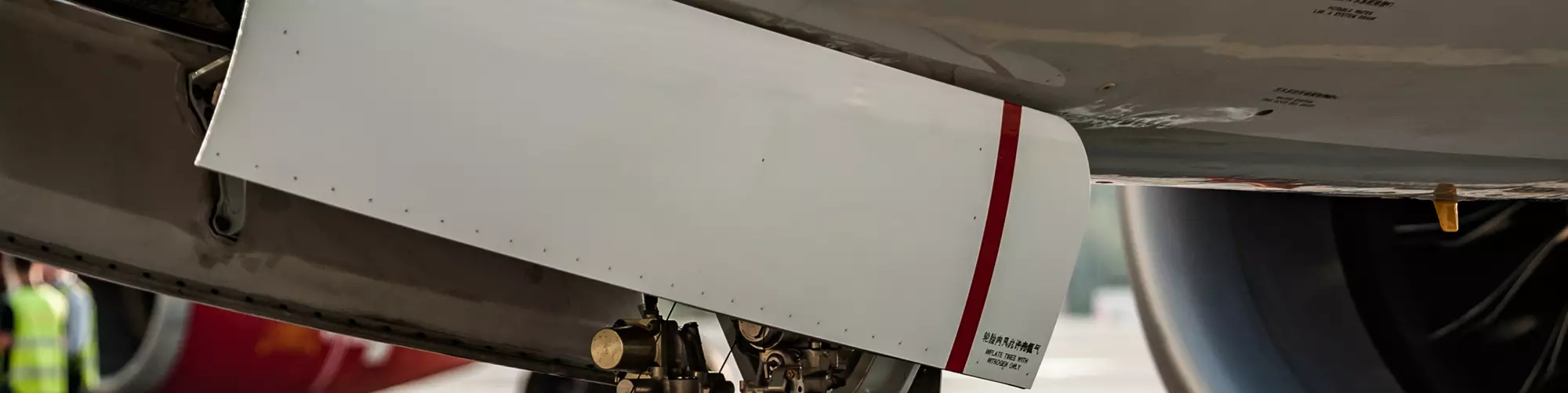
Dornier 728 nose landing gear door. Source | Evonik
The aircraft industry uses carbon fiber/epoxy prepreg and honeycomb core for a variety of complex structural parts, such as wing access panels; wing flap track and fuselage belly fairings; leading and trailing edge parts; and spoilers, ailerons, winglets and landing gear doors.
However, according to Evonik Resource Efficiency GmbH (Essen, Germany), production of these parts cannot keep pace with market demand from aircraft OEMs seek to ramp up production rates. The problem is two-fold: time-intensive hand layup processes, and production bottlenecks inherent to the use of traditional honeycomb core for sandwich composites.



The open-cell structure of honeycomb core necessitates the use of potting materials to seal core edges, and requires the application of an adhesive film to bond the core material to the laminate skins. A time-consuming two-step curing process is also required to mold a honeycomb cored laminate.
As a solution, Evonik has been working with technology partners to study the feasibility of high-rate production of structural aircraft sandwich components using automated fiber placement (AFP) and automated tape laying (ATL) processes, and Evonik’s ROHACELL HERO polymethacrylimide (PMI) structural foam as an alternative to honeycomb core.
ROHACELL HERO is a rigid, closed-cell, structural foam core material first introduced in 2013, and certain grades are now Airbus AIMS (Airbus Industries Material Specification) 04-11-011 qualified flight approved as a core material. ROHACELL HERO’s high compressive strength, Evonik says, enables the material to cope with compaction during handling by vacuum robot arms; the closed-cell foam material also eliminates the additional molding and potting steps that cause process bottlenecks with honeycomb.
In a feasibility study completed in 2019, Evonik worked with Deutsche Zentrum fur Luft-und Raumfahrt e.V. (DLR, Stade, Germany), the national research center for aeronautics and space, along with Airbus subsidiary Composite Technology Centre GmbH (CTC, Stade), which specializes in composite processing technologies.

Source | Evonik
The study built on findings from a previous 2014 project from CTC, which studied material options for out-of-autoclave (OOA) hand lay-up production of a Dornier 728 nose landing gear door part, and found that Evonik’s PMI foam core sandwiched between carbon fiber/epoxy faceskins was 25% less expensive to produce and weighed 19% less than a carbon fiber/epoxy prepreg and honeycomb core design. The 2019 study set out to automate construction of the Dornier 728 part for high-volume production.
For the new study, carbon fiber/epoxy prepreg sandwich part preforming production trials were successfully carried out on DLR’s EVo plant, which is a highly flexible, fully automated production line. The EVo plant is fitted with conventional vacuum gripper robot arms for handling cut-to-size glass fiber and carbon fiber fabrics, tapes, lightning strike protection meshes and foam cores.
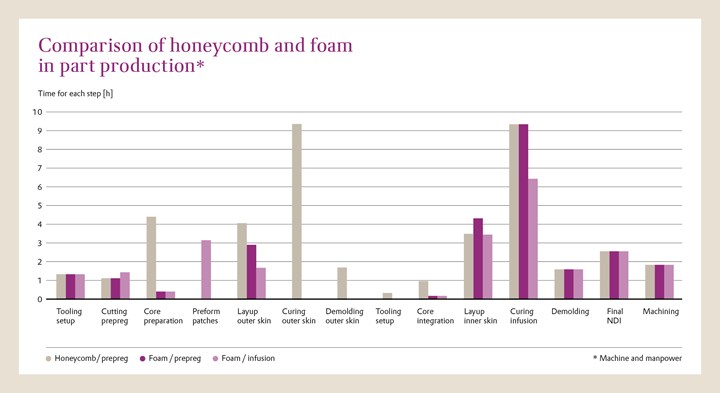
According to Evonik, the study results demonstrated 65% less mold tool utilization time compared to manual production of the same part. For aircraft part manufacturers, this effectively doubles production capacity, providing part output rates that Evonik says are unachievable with a honeycomb core using the same tooling. (See figure below).
Source | Evonik
The EVo plant robot lay-up trial demonstrated that it is possible to use automation to significantly reduce the overall production steps and time needed to manufacture the Dornier 728 nose landing gear door using ROHACELL HERO as the sandwich foam core material instead of an equivalent grade honeycomb core. An additional cost benefit was that EVo’s current automation equipment, which would have needed adaptations to handle a honeycomb core, did not need to be adapted to support the ROHACELL foam core part. Based on mechanical properties from the Fraunhofer IWM Institute in Halle, Germany, Evonik says that ROHACELL HERO also provides the same level of damage resistance and visual inspection detectability as an equivalent aircraft structural grade honeycomb core.
Evonik aims to take these processes and material to high-volume aircraft part production.








Related Content

Syensqo, Teijin Carbon achieve aerospace qualification for composite resin
Resin infusion system Prism EP2400 achieves NCAMP qualification with Teijin Carbon’s advanced NCF and UD reinforcements.
Read More
Composite Integration presents webinar on liquid resin infusion
On July 30, 2025, company experts will discuss the role of LRI in delivering scalable, OOA composite production for the aerospace sector.
Read More
Bladder-assisted compression molding derivative produces complex, autoclave-quality automotive parts
HP Composites’ AirPower technology enables high-rate CFRP roof production with 50% energy savings for the Maserati MC20.
Read More
KAI demonstrates thermoplastic and infused structures for future airframes
Korea Aerospace Industries advances its expertise through a welded TPC fuselage section and resin-infused wing skin module and torsion box demonstrators.
Read MoreRead Next

Sentherm conductive polymers match aluminum thermal performance, cut weight
Tailored filler networks, anisotropic material design and manufacturing process control achieve hybrid polymers for EVs, batteries and other automotive-related electronics with 95% of aluminum’s thermal performance and 25-45% reduced component weight.
Read More
Polestar 5 takes aesthetics and circularity approach to biocomposite seatback design
The 2026 Polestar 5 expands the company’s use of sustainable materials design in the interior, including flax fiber/thermoplastic seatbacks that save 7 kilograms of weight and reduce overall plastics use.
Read More
Bonded fastening meets the digital factory
Automation and XR tools aim to scale adhesive fastening for composites at next-gen aerospace production rates.
Read More