
Thermoplastic Wind Blades: To be or not?
Will future wind blades incorporate thermoplastic composites? It depends on whom you ask.


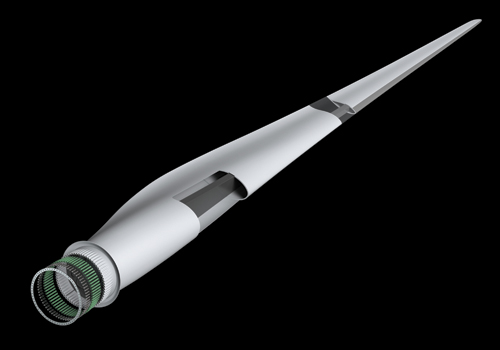
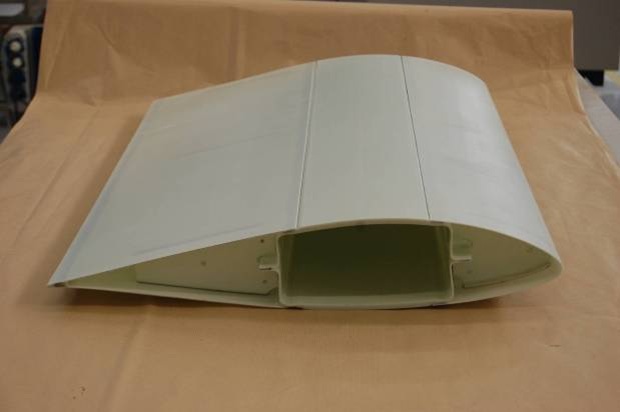
The first commercial application of ÉireComposites’ one-piece blade technology is not its original goal: a reinforced thermoplastic construction. Instead, the 12.6m/85-ft blade is made using a powder epoxy matrix and the company’s heated ceramic/thermoplastic tooling, and is designed to increase the reliability and efficiency of wind turbine manufacturer ACSA Eólica’s new A27, a 225-kW turbine. Source: ÉireComposites

Table 1: Compression Properties — Glass Fiber (GF) Reinforced Thermoplastic Composite Systems Source: R.T. Durai Prabhakaran, RISØ DTU
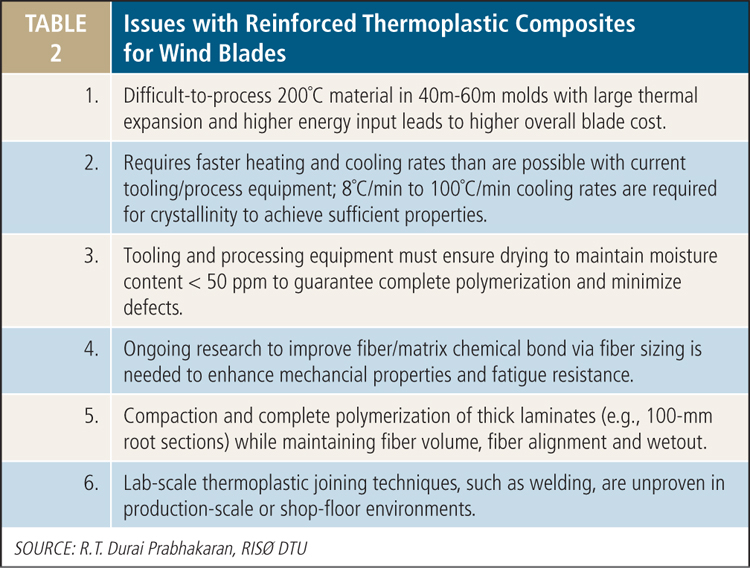
Table 2: Issues with Reinforced Thermoplastic Composites for Wind Blades Source: R.T. Durai Prabhakaran, RISØ DTU

This cut-away root section of a 12.6m blade shows how the carbon fiber/PEEK/ceramic composite tooling produces a one-piece blade with no gluelines, using powdered epoxy resins cured at 180°C in eight hours. A thermal image made during cure (next image down) shows that the cure cycle is characterized by even and consistent thermal distribution. Source: ÉireComposites
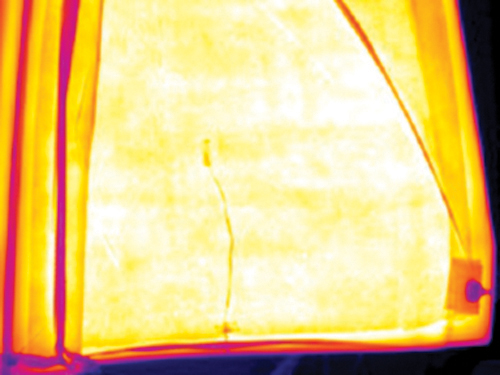
This thermal image, made during the cure of the cutaway root section pictured above shows that the cure cycle is characterized by even and consistent thermal distribution. Source: ÉireComposites

Half of the blade root mold used to make the root section pictured above. Source: ÉireComposites
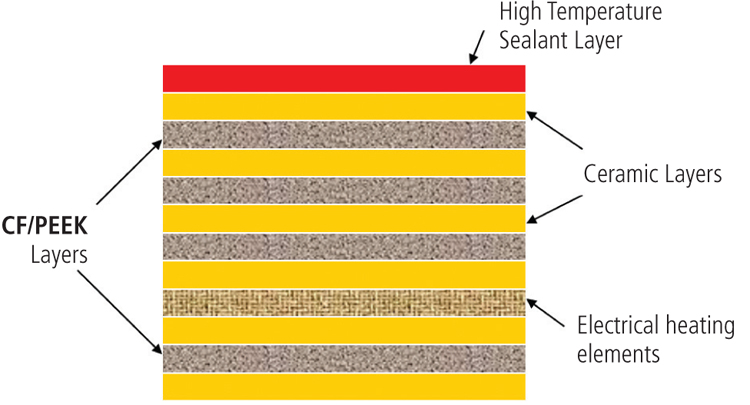
ÉireComposites’ new large-blade tooling uses alternating layers of ceramic cement and carbon fiber/PEEK, with embedded heating elements. Source: ÉireComposites
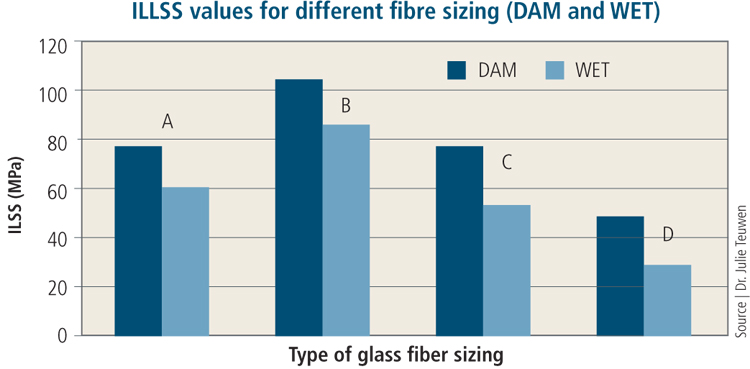
Chart 1: Of the four different glass fiber sizings evaluated by TU Delft, B showed a three-fold improvement in the WET properties, reducing the static property drop from dry as molded (DAM) to wet conditioned (WET) unidirectional glass/APA-6 laminates to 17 percent, down from a previous 41 percent. Source: Dr. Julie Teuwen
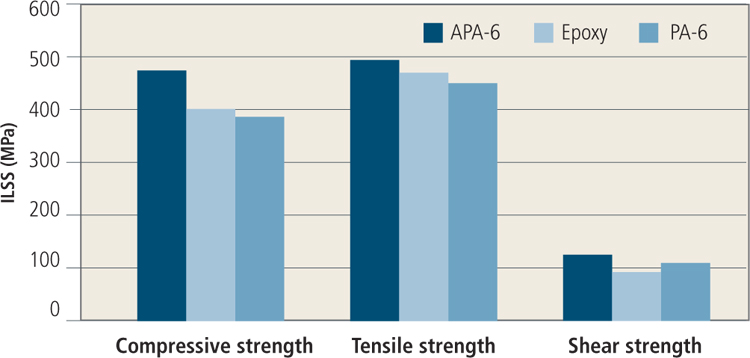
Chart 2: APA-6 compares well with epoxy in static properties for woven glass fiber laminates even without optimized fiber sizing, and outperforms melt-processed PA-6 (nylon) in dynamic fatigue (see chart below), while matching its toughness. Source: Dr. Julie Teuwen
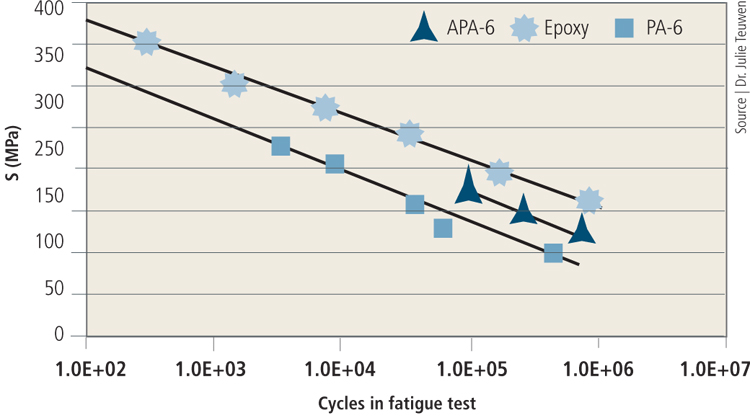
Chart 3: APA-6 outperforms melt-processed PA-6 (nylon) in dynamic fatigue (bottom), while matching its toughness. Source: Dr. Julie Teuwen
Blade Dynamics’ D49 blade is segmented, with an elongated spar to which multiple skin panels are attached, each with an integral bulkhead, eliminating separate ribs. This reduces tooling and transportation costs. Its unusual root-section (see photo immediately below) cuts blade root weight by up to 50 percent. Source: Blade Dynamics
Blade Dynamics’ D49 blade features an unusual root-section that cuts blade root weight by up to 50 percent. Source: Blade Dynamics
All of the parts for this lab demonstrator were resistance welded to form a one-piece blade. Source: Dr. Julie Teuwen

Top and bottom box beam halves were welded along right and left flange extensions (the right-angled joint at center left). Source: Dr. Julie Teuwen

Leading and trailing edges were then welded to the box beam to form a flush shell surface. Source: Dr. Julie Teuwen



Not long ago, thermoplastic composites (TPCs) were heralded as the future of wind turbine blades. Recyclability, ease of repair and, especially, short mold cycle times made TPCs very attractive to blade manufacturers as they struggled to keep up with an all-time high demand. The global economic slowdown, however, tempered that expectation. And persistent questions remain about processing TPCs on such a large scale as well as TPCs’ static and fatigue properties, moisture uptake and cost.
Several groups have led technology development, each publishing results of what they believe is the optimum path forward. A team directed by Dr. Harald Bersee at Delft University of Technology (TU, Delft, The Netherlands) has developed anionic polyamide 6 (APA-6), a reactive thermoplastic — that is, a thermoplastic that processes like a thermoset. APA-6 now seems poised to play a part in the continued expansion of blademaker Global Blade Technology (GBT, Wieringerwerf, The Netherlands). Meanwhile, EireComposites Teo. (Irish Composites) (Galway, Ireland) has successfully produced a 12.6m/85-ft long blade using another reactive thermoplastic, cyclic butylene terephthalate (CBT, developed by Cyclics Corporation, Schenectady, N.Y.), and unique processing technology. Yet, despite attempts to develop these materials for production of large (greater than 40m/131 ft) wind blades, others in the wind industry no longer seem so sure that TPCs’ potential benefits can be realized at a reasonable cost.



Not yet in Denmark
Holding to this latter view is LM Wind Power (Kolding, Denmark). When the blade specialist announced its Blade King program in 2008, with Danish partners Aalborg University (Aalborg), Risø DTU (Technical University of Denmark, Roskilde) and Danish thermoplastics supplier Comfil Aps (Silkeborg), the program was to last five years, with the ultimate goal to cut large wind blade production time in half by using new material systems. The project screened many materials including thermoplastics, eliminating most, and published papers that conclude no TPC material is ready to be used for fabricating large wind blades. Risø DTU says it continues work in this area, as does Comfil, but on a different level, which it will not detail further due to nondisclosure agreements.
Dr. R.T. Durai Prabhakaran, Materials Research Division at Risø, has surveyed current research on a range of possible thermoplastic commingled yarns, prepregs and reactive polymers for wind blade fabrication (see Table 1) and has published, with the help of Dr. Hans Knudsen at Comfil, several papers that discuss the issues preventing their technology readiness (summarized in Table 2). The development work, to date, has used vacuum consolidation as the processing method, which shares the same basic steps as current infusion/prepreg fabrication using glass/thermoset composites: layup of material, application of vacuum, molding at elevated temperature and cooling. Processed in this way, Prabhakaran claims, thermoplastics present a number of problems that negate their potential benefits:
They require processing at 300°F to 500°F (150°C to 260°C), which typically mandates more expensive materials (e.g., metals, ceramics, polyamides) for already massive tools.
The cooling rate possible with current large wind blade tooling does not match what is needed for thermoplastics. It was observed, at both Risø and Comfil, that for a 5-mm (0.2-inch) thick thermoplastic laminate, cooling takes an hour to two hours due to the limitations of the tooling system used. Prabhakaran asserts that cooling rates of 8°C/min to 10°C/min are required to enable the formation and degree of crystallinity necessary for semicrystalline thermoplastics to achieve structural properties and to prevent embrittlement, which results when crystallization occurs too slowly.
Because moisture uptake is a problem, thermoplastic materials must be well dried before processing and monitored to ensure the moisture content is less than 50 parts per million (ppm). Unfortunately, APA-6 has the highest moisture absorption of the polymers studied. Unless it is thoroughly dried, Prabhakaran contends, it will not react during infusion and “will yield partial/no polymerization,” which translates into reduced properties.
The same material system from different suppliers — which differs only in terms of modified polymers (the chemical formulations differ) and the sizing on the fiber surface — produce large differences in material properties. Prabhakaran suggests that current research into optimal fiber surface treatments and sizing for thermoplastic composites will need to continue because the fiber-to-matrix bond is such a key factor in static and fatigue properties.
In defense of reactive polyamide
Dr. Julie Teuwen, however, believes that the issues in Table 2 are mostly due to processing thermoplastics as a powder coating, and many are simply not applicable to APA-6, which is processed as a low-viscosity liquid that undergoes a slightly exothermic temperature-activated reaction. At TU Delft, Teuwen worked with Bersee on APA-6 for more than five years and recently published her thesis, “Kinetics and Processability of Thermoplastic Composite Wind Turbine Blades.” In it, she explains that APA-6 is not greatly affected by speeding up or slowing down its cooling rate (Table 2, issue 2): “APA-6 undergoes crystallization and polymerization simultaneously, with roughly half of its crystallization formed at this point. When cooling, crystallization continues. But, due to the toughness of the material, no matrix cracking occurs as it does with CBT.” Likewise, Teuwen says that Table 2,5 applies to CBT but not APA-6. “Because the viscosity of APA-6 is 10 times lower than that of epoxy, it really does not have problems with wetout and compaction in thick laminates,” she asserts. Teuwen reportedly has infused APA-6 laminates to 50 mm/2 inches thick with good results. “However, for thermoplastic powder-coated materials like CBT, getting a sufficiently high cooling rate in the center of very thick laminates is an issue and could result in lower mechanical properties.”
“Neither material is perfect,” Teuwen admits. CBT is less moisture sensitive, but APA-6, she says, has a broader processing window, and it can be used in an infusion process similar to those familiar to wind blade manufacturers. With regard to the requirement for stringent drying processes (Table 2,3), Teuwen insists, “We don’t have a drying cycle. We simply store the material in the plastic bags in which it is shipped, remove it when we are ready to process, melt it and infuse.”
Teuwen also participated in the development of a chemically reactive glass fiber sizing that reportedly has almost tripled the moisture-conditioned properties for unidirectional glass/APA-6 laminates, improving the drop in static properties from dry as molded (DAM) to wet conditioned (WET) from 41 percent down to 17 percent (Chart 1). Even without the optimized fiber sizing, Teuwen says, APA-6 compares well with epoxy in static properties for woven glass fiber laminates (Chart 2) and outperforms melt-processed PA-6 (nylon) in dynamic fatigue (Chart 3). Further, APA-6 retains the toughness of PA-6 and it achieves a higher interfacial bond strength, which improves fatigue strength. This is expected to improve with the optimized sizing, and fatigue testing to demonstrate this is in process.
According to an October 2010 presentation by Teuwen and Bersee, APA-6 was originally chosen because of its low viscosity (10 cps), its processability at a low temperature of 150°C to 180°C (302°F to 356°F), its worldwide availability and its low price — €2/kg to €3/kg ($1.20/lb to $1.80/lb) — for performance. But during her thesis research, Teuwen’s original 90-minute cure cycle at 180°C/356°F was adjusted to more closely resemble current wind blade infusion, starting with a lower-temperature infusion of 90°C to 110°C (194°F to 230°F), followed by an elevated cure between 140°C and 160°C (284°F and 320°F), with a total cycle time that did not exceed 90 minutes. In this way, very large areas have sufficient time to wet out and overall properties are maximized. Dr. Teuwen reportedly has achieved unidirectional laminates with 60 to 68 percent fiber volume fractions and less than 1 percent void content, but also volume fractions closer to the industry target of 54 percent.
A 1.0m/3.3-ft long blade section demonstrator was produced in the laboratory, from infused APA-6 components, including a leading edge, a trailing edge, a two-part box beam spar, leading edge ribs and trailing edge ribs. These parts were resistance welded to form a one-piece assembly (see blade cross-section photos 1-3). Future plans include development of better fatigue testing equipment, to enable testing of multiple samples simultaneously, and fabrication of a 1.8m/5.9-ft long blade demonstrator.
Teuwen now is with GBT, which evolved indirectly out of Dutch blade manufacturer Aerpac. In the mid-1990s, Aerpac already had achieved a 24-hour production cycle. Fifteen years later, GBT was formed with the goal of taking another large step. Says CEO Jan Willem van der Werff, “While there are still mechanical hurdles to overcome, the promise of a much faster production process, plus the promise of easier and cheaper in-field repair processes, could lead to yet another avenue to help reduce the cost of energy.”
The company offers engineering, design and process consulting from its Dutch headquarters, and full blade production is scheduled to begin this year in The Netherlands and the U.S., the latter at a 45,000-ft2/4,181m2 manufacturing facility in Evansville, Ind. In October 2011, GBT announced a contract with Gamesa (Vitoria, Spain) and a developmental partnership with Aeronautica Windpower (Plymouth, Mass.). GBT will build production molds and prototype 26m/85-ft blades for Aeronautica’s AWP 54-750 wind turbine, targeted for installations in Ohio. GBT also will develop the complete manufacturing process for Aeronautica Windpower.
Thermoplastic back to thermoset
While the Dutch see great promise in APA-6, ÉireComposites found it difficult to process and eventually chose CBT instead. “We evaluated all available options in thermoplastics with varying results,” says Patrick Feerick, joint managing director of ÉireComposites. “APA-6 required a very long drying cycle to remove moisture, which prevents polymerization,” he notes, “and the only way to get it into the fibers was by a type of RTM that required the injection pipe to be heated.”
Feerick and his team saw this as too difficult and costly for large wind blades, which would require numerous heated injection points. “CBT is the only material that is close to being ready for use in wind blades,” Feerick contends. “The other materials need a fundamental change to the chemistry to be less sensitive to moisture and also be available in a form that does not require premelting, storing in heated containers and mixing at point of injection.” He points out that CBT is less sensitive to moisture and comes as a one-part powder, which eliminates the need to mix it in an activator before injection. “It can also be applied as a film on the surface of the fiber mat,” Feerick explains, “thus eliminating injection, which is more user-friendly for molding large parts.”
ÉireComposites’ 2008 GreenBlade program set out to reduce large wind blade cycle time by two-thirds using thermoplastics. It demonstrated this by molding a complete 12.6m/41-ft long wind blade in one shot with no adhesives in six hours. CBT was applied as a film onto the surface of glass fabric supplied by partner Ahlstrom Glassfibre Oy (Helsinki, Finland) — unidirectional tapes for the spar cap and webs and biaxial 0/90 fabrics for the skins. These semipregs were layed up into molds and enveloped in a sacrificial vacuum bag; the force of the vacuum held each blade part’s shape (e.g., spar cap, shear web, shell half) while the blade was assembled in the final production tool. Compatible with the CBT, the bag film did not alter the properties of the final structure. An additional vacuum bag was then placed inside the assembly and vacuum applied to the full structure.
Polymerization took place when the assembly was heated to 200°C/392°F, the sacrificial vacuum bags melted into the layup and the component parts joined to create a one-shot 500-kg/1,102-lb blade with a fiber volume fraction of 50 percent. “Thus, we demonstrated a blade manufacturing process where the main production tool is occupied for only six hours,” says Feerick, “because preforming is carried out separately, ideally in parallel, cutting production time significantly.”
What made this possible was the further development of ÉireComposites’ patented MECH tooling system to enable processing at 200°C to 400°C (392°F to 752°F) without the issues of thermal expansion and with sufficiently fast heat-up and cool-down rates. The new tooling is formed from alternating layers of ceramic cement and carbon fiber-reinforced polyetheretherketone (PEEK), with electrical heater elements embedded close to the tool surface within a ceramic layer. Because the ceramic becomes rigid at 60°C/140°F, tooling can be built on inexpensive patterns, removed from the pattern after this initial lower temperature cure and then processed to full temperature (200°C to 400°C) via a freestanding postcure. The tooling’s heat-up rate is controlled by varying the electric power to the heating tape. An electrical wattage density of 10 KW/m2 proved suitable for processing CBT, bringing the tool surface to 200°C in less than 10 minutes.
Feerick comments, “This tooling is ideally suited for processing reactive thermoplastic polymers, like CBT. However, there remain a number of issues that have to be addressed before it can compete with existing materials and technologies.” He explains that overall cycle times are long due to the necessity for drying, and that there is too much variation in viscosity due to the currently used production technology.
CBT availability also is an issue. Feerick believes the entire 5 million to 6 million lb/yr (2,268 to 2,722 metric tonnes/yr) capacity of Cyclics’ CBT plant in Schwarzheide, Germany, would be consumed by just one product line if any of the major wind turbine OEMs adopt it, and adding capacity would cost Cyclic hundreds of millions of dollars. Feerick’s team also doubts CBT’s ability to form a true one-piece blade via a one-shot process for today’s largest blades.
Therefore, ÉireComposites began looking for other materials. Indeed, alongside its TPC blades, ÉireComposites now offers a unique thermoset alternative, using its ceramic carbon fiber/PEEK composite tooling to enable one-piece wind blade production using powdered epoxy technology (see “Big parts? Big tooling breakthrough,” under "Editor's Picks," at top right). Feerick claims that this thermoset alternative can cut overall blade production cycle time by 65 percent, based on actual processes in use today, and is not limited in terms of part size. The first commercial application is a 12.6m/41.3-ft blade for ACSA Eólica’s (Las Palmas de Gran Canaria, Spain) A27, a 225-kW turbine.
Old materials, new design
Like GBT, Blade Dynamics (New Orleans, La.) aims to improve the cost and reliability of wind energy, but it sees TPCs as the wrong choice for next-generation blades. The company claims that its new Dynamic 49 (D49) blade — a 49m/161-ft long, 5,880-kg/12,963-lb structure formed from glass/ and carbon fiber/epoxy — offers the performance of a 100m/328-ft diameter rotor with the mechanical loads of a 93m/305-ft rotor. Contributing to the load relief is a new blade root section design that reportedly cuts weight in this area by up to 50 percent. The first D49 was shipped from the company’s Michoud Assembly Facility in January, and serial production will be scaled up this year.
“We began four and a half years ago with the intent of dramatically improving the turbine rotor through design, engineering and processing,” says Blade Dynamics sales director, Theo Botha. “We are focused on reducing the delivered cost of wind energy by applying advanced composites technology.” Botha says the key to what differentiates Blade Dynamics is founder Paul Rudling, who propelled composites technology forward for 30 years in both marine and wind energy via continual technical development as founder and head of SP Systems. “We integrate materials and manufacturing process innovation into the blade design process,” says Botha, “which is why we have spent so much of our time until now in development. The technology must be proven.”
“We use well-proven, industrial composite materials, because despite being performance focused, we are massively risk averse,” Botha admits. “We have absolute confidence in our materials and processes. And even though the speed of building the blade is important, what the customer really wants is reliability and lower cost of energy. So the goal becomes to deliver the performance of larger rotors, but without the weight and cost penalty, and simultaneously targeting reduced maintenance and downtime.” Botha explains, “All of the other turbine components remain the same, but because you have a larger lightweight rotor, you are increasing annual energy production (AEP) by 6 to 12 percent.”
These benefits are gained through the D49’s design, which is radically different. First the blade is segmented. Its May 2011 U.S. patent describes an elongated spar to which plural skin panels are attached along its length to form the upper and lower blade skins. Each skin panel is made with an integral bulkhead, which supports it on the spar, eliminating the need for separate ribs. The design relocates joints to minimize stress, addressing traditional maintenance areas like trailing edges. Because the segments are molded on smaller tools, capital expenditures are reduced for tooling and blade transport, and blade quality is easier to control.
Quality problems increase exponentially with scale,” Botha notes, asserting that “if you have blades made in a very inconsistent fashion, they age and wear differently, which then creates asymmetric loads on the gearbox. The result is more wear and tear and more downtime for maintenance and repairs.”
Second, the company’s polymer coating, BladeSkyn, is expected to protect D49 blades for 20 years and improve energy capture efficiency by reducing surface friction, minimizng ice formation and dirt pick up.
Third, and most important, is blade root technology that the company calls “revolutionary.” Botha explains, “The current state of the art in wind blade root sections is essentially screwing or gluing into an end-grain composite section with T-bolts, which results in a heavy, thick laminate.” The disadvantages include weight, cost and difficulties in processing that waste time.
“We have developed patented technology to reduce the stress concentration effect of each bolt while generating very high pull-out strength.” Botha cites an M-30 (30-mm/1.18-inch diameter) bolt root pull-out design with an allowable strength of 570 kN (57 tons). He says, “Our new technology combines very high strength with very low stress concentration in a component that can be laminated right into the layup and infused easily. Now you have a much lighter root because you need so much less laminate.” Bonding no longer drives the failure mechanism; fiber now takes the load. “Fatigue performance is exceptional,” he claims. “The root now outlasts the bolt.”
Currently used in the D49, the blade root innovation, no doubt, will be employed in a rumored blade for a rotor much larger in diameter than 100m/328 ft. Botha also sees this technology as applicable anywhere one would bolt into a composite.
Balancing act
In its latest annual Wind Turbine Trends report, MAKE Consulting (Boston, Mass.) contends that the issue of lifecycle cost “has placed new burdens upon wind turbine OEMs, driving innovation in turbine architecture, component design and serviceability to achieve the lowest possible cost of energy.” Indeed, this is likely to be the deciding factor between thermoplastic- and thermoset-based material selections and designs. MAKE partner Dan Shreve predicts “The technologies that achieve the best balance between price and performance will gain the widest adoption.”











.jpg;maxWidth=300;quality=90;format=webp)



Related Content

Composite prepreg tack testing
A recently standardized prepreg tack test method has been developed for use in material selection, quality control and adjusting cure process parameters for automated layup processes.
Read More
Thermoset-thermoplastic joining, natural fibers enable sustainability-focused brake cover
Award-winning motorcycle brake disc cover showcases potential for KTM Technologies’ Conexus joining technology and flax fiber composites.
Read More
Plant tour: National Institute for Aviation Research, Wichita, Kan., U.S.
NIAR, located at Wichita State University in the heart of the American aerospace manufacturing industry, has evolved to become a premier hub of teaching, R&D, creativity and innovation.
Read More
The basics of composite drawing interpretation
Knowing the fundamentals for reading drawings — including master ply tables, ply definition diagrams and more — lays a foundation for proper composite design evaluation.
Read MoreRead Next

Big parts? Big tooling breakthrough
Electrically heated carbon fiber/PEEK/ceramic tooling and powdered epoxy resin system could revolutionize production of large composite aerospace structures.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More