





Joby Aviation’s eVTOL, shown here in a test flight over the central California coast, is an all-electric, composites-intensive air taxi designed to shuttle ridesharing passengers in and around densely populated urban areas, bypassing ground traffic. It features six tiltrotors and seats up to four passengers plus a pilot. Joby is on track to put its first eVTOL into service in 2025 in select cities. Photo Credit, all images: Joby Aviation
Many years from now, when historians write about the history of the commercial aerospace industry in the 2020s and 2030s, there will be chapters, if not whole volumes, on advanced air mobility (AAM). The story that history tells remains to be seen. It might describe the birth and maturation of a wholly new form of mobility that blossoms and grows with unprecedented speed around the world. Alternatively, it might describe a novel mode of transport that is only slowly adopted by a traveling public not yet ready to pay for the opportunity to forego ground-based urban transport.
Whatever the outcome, in 2023, AAM is in its infancy, full of promise and potential. And in this environment, there is arguably no company better positioned to lead the way than Joby Aviation (Marina, Calif., U.S.). By almost every measure — funding, manufacturing, flight testing, certification — Joby leads the global race to enter the AAM market first. According to the AAM Reality Index, Joby leads all AAM OEMs in funding with $1.9 billion — in theory, enough to see the company through product development, flight testing, certification and entry into service, which is expected in 2025.



AAM will not exist, however, without composite materials and composites manufacturing, deployed on a scale and with an efficiency unlike any the composites industry has experienced before. In this way, companies like Joby are blazing many trails, creating not just a new mode of transport, but demanding and developing new ways of efficiently and quickly fabricating aerospace-qualified composite structures.

Figure 1. Much of Joby’s eVTOL manufacturing, and all of its composites fabrication, is located in Marina, Calif., U.S., at the Marina Municipal Airport, in this former military facility. Joby employs about 1,400 people at all of its locations, which also include Santa Cruz, California, San Carlos, California, and Munich, Germany.
Joby invited CW to visit its composites manufacturing operations in Marina, California, to see the materials and processes the company is putting in place as it heads to market with its first aircraft.
What is AAM?
To understand Joby and its mission, it is important to understand the industry it’s creating. AAM, also sometimes called urban air mobility (UAM), consists primarily of a fleet of all-electric vertical takeoff and landing (eVTOL) aircraft that provide a variety of services, ranging from air taxi transport to cargo transport.
Most of the aircraft being developed for the air taxi service, also called aerial ridesharing, are designed to provide seating for 3-4 passengers, plus a pilot, offering over-traffic service in major urban areas, transporting people from city to suburb, city to city and airport to city. Aircraft will fly to and from existing airports and heliports as well as new “vertiports,” which will be built at greenfield locations, located atop buildings, or based at small airfields in rural or suburban areas.
As with ridesharing services used today, it is anticipated that passengers will book an air taxi using a phone-based app, which will direct the passenger to the nearest vertiport that provides service to the desired destination. The passenger will then walk or drive to the vertiport and board the air taxi at the time specified by the app.
AAM aircraft will take off and land vertically, but fly horizontally, with a range of 50-150 miles. A typical AAM aircraft features multiple, redundant propellers, and their use of electric propulsion makes lightweighting paramount — thus the dependence on composites. Further, because these eVTOLs will be flying over urban areas, their dependability and safety will be critical, necessitating redundant power and propulsion.

Figure 2. Behind the main manufacturing facility is Joby’s Mega Tent, where eVTOL assembly is performed. Joby is in the process of selecting a location for its permanent manufacturing operations. Marina is in the running for this facility, which could be as large as 500,000 square feet.
Most AAM OEMs anticipate entry into service in the 2025-2028 window, with limited service in select cities, including Los Angeles, New York, Mexico City, Dubai, Paris, Rome and others. The primary challenge this fledgling industry faces is regulatory. The U.S. Federal Aviation Administration (FAA) and the EU Aviation Safety Agency (EASA) are tasked with developing the rules and regulations that will certify eVTOLs and govern their operation. These regulations are not yet finalized.
All AAM OEMs are using composites in their primary structures, with materials and processes (M&P) deployed according to manufacturing volume. The first eVTOLs to enter service — we’ll call them first-generation aircraft — are expected to be manufactured in volumes of less than 1,000 units/year. At this rate, most OEMs (except Joby — more on that below) are using already-qualified, autoclave-cured thermoset prepregs. Hand layup and automated fiber placement (AFP) are the dominant processes.(For more on AAM OEM manufacturing strategies, see “Composite aerostructures in the emerging urban air mobility market.”)
As eVTOL volumes exceed 1,000/year and second-generation aircraft are introduced, it is anticipated that OEMs will be forced to shift to a strategy that favors faster, automated, out-of-autoclave M&P, either thermoset or thermoplastic, with the latter most likely. So, as OEMs like Joby finalize the design and manufacturing of their first-generation eVTOLs, and bring them to market, they will be simultaneously working on their second-generation eVTOLs, which could require a whole new round of qualification and certification.
What is Joby?
Joby Aviation was founded in 2009 by JoeBen Bevirt, at his now-famous ranch in the Santa Cruz Mountains. Bevirt envisioned a fast, efficient, quiet mode of air transport that would enable commuters to fly over ground traffic, particularly in densely populated urban areas. By 2014, the company was flying subscale prototypes of its first aircraft, and in 2017 began flying a full-scale prototype, followed by a second-generation full-scale prototype in 2019.
Joby’s primary mission is to develop an efficient, sustainable manufacturing process to produce, certify and put into service its first-generation eVTOL, a one-pilot, four-passenger, six-tiltrotor, all-electric aircraft that offers a range of up to 150 miles and maximum speed of 200 miles per hour. It sports a V-tail design and stands on a three-wheeled landing gear.

Figure 3. Joby’s composites fabrication starts in a Class 8 cleanroom where a Zünd cutting table is used to cut Toray prepregs for hand layup. On the wall, behind the technician, are examples of the types of QR codes that Joby uses to document processes and procedures throughout the facility.
In 2020, Joby received airworthiness approval from the U.S. Air Force and in early 2023, announced that it had completed the second of five stages required by the FAA to certify its eVTOL for commercial passenger use. Also in early 2023, Joby reported that it had begun final assembly of its first company-conforming eVTOL.
Joby operates multiple manufacturing facilities along the central California coast, about 70 miles south of San Francisco. Joby’s flagship facility is in Santa Cruz, where structural testing and other support operations are performed. Batteries, motors and electronics are developed and manufactured in San Carlos, just south of San Francisco. The company’s composite structures manufacturing and aircraft assembly is located in Marina, about 30 miles southeast of Santa Cruz, at the Marina Municipal Airport (Fig. 1).
Most of Joby’s manufacturing and assembly operations here are located in three buildings, the largest of which, a former World War II military building, is home to primary composites fabrication activities in a space of about 50,000 square feet. Down the road from this building, on the airport tarmac, is a large tent that houses assembly operations for the eVTOL (Fig. 2). The third building, just a few minutes walk from the main facility, is home to Joby’s composites research and development activities.
These facilities are co-located with Joby’s flight test and integrated systems test activities. The company’s pre-production prototype, housed in a former military hangar, flies multiples a day when the weather is clear. In the same building are multiple labs dedicated to software and hardware testing, which the company uses for both developmental and FAA for-credit testing.
As noted, eVTOLs in general are composites-intensive, and Joby’s is no exception. All of the aircraft’s primary aerostructures — fuselage, tail, wings, nacelles, propellers — are fabricated with carbon fiber composites. These are the focus of CW’s tour.
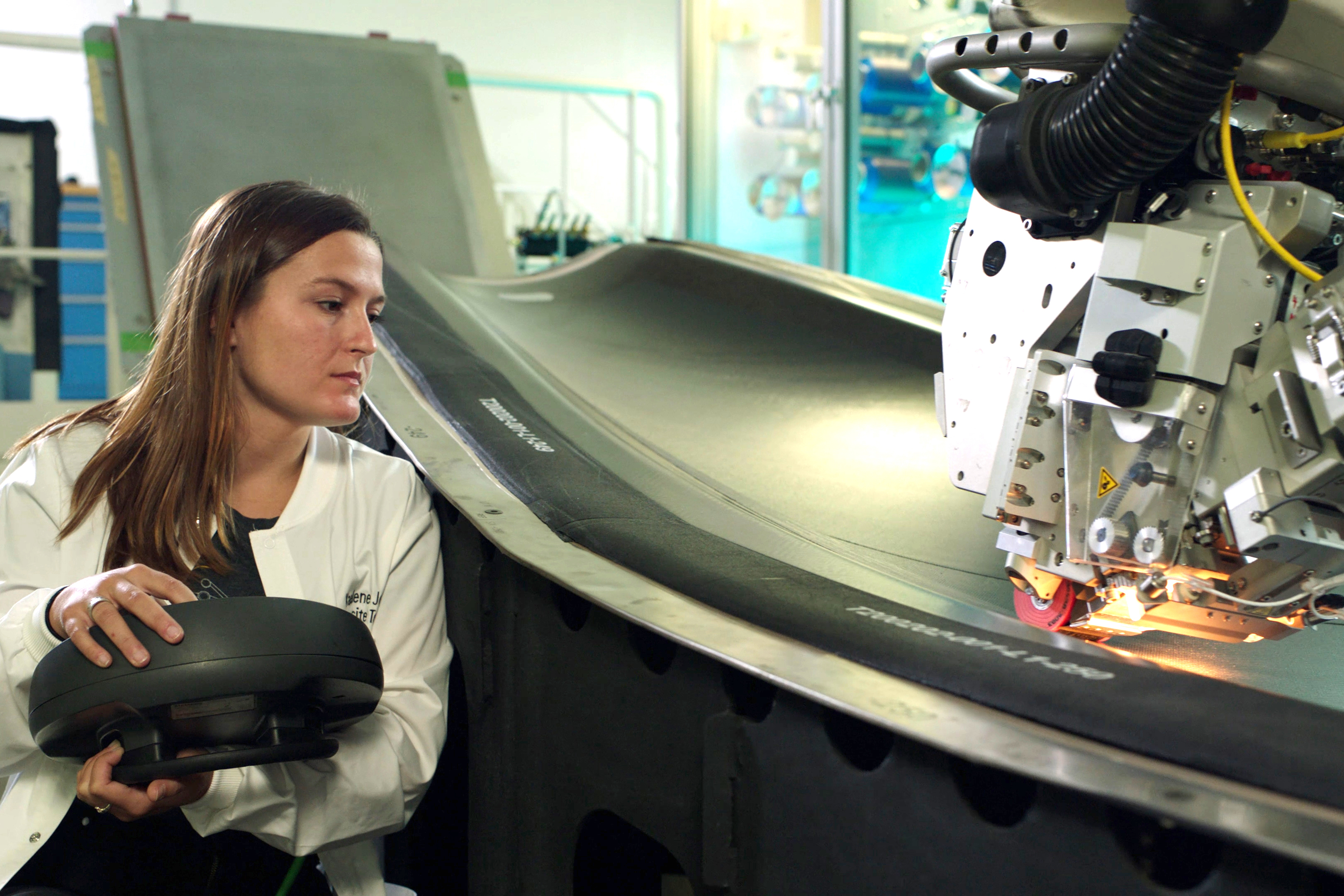
Figure 4. Large structures for Joby’s eVTOL are fabricated via automated fiber placement (AFP) using one of two Coriolis C1 systems, shown here laying down carbon fiber prepreg tapes for the wing skin. About 40% of the eVTOL’s structural weight is produced with the AFP systems. AFP tools comprise carbon fiber facesheets over Invar substructure.
Cutting, kitting, layup
CW’s tour guide is Joe Brennan, composites manufacturing and assembly lead at Joby, and master of the M&P strategy Joby has developed for its eVTOL. As we head downstairs from the engineering offices to the production floor, Brennan explains that Joby has concluded the down-select for its first-generation eVTOL, which means the company is now focused on optimizing and validating key production processes for what is expected to be an initial production rate of 200-400 units per year.
This includes, he says, establishment of critical process parameters, in-depth time studies and analysis of production flow, equipment location, worker movement and operations costs. To accomplish this, Joby is working closely with Toyota Motor Co. (Toyota City, Aichi, Japan), which in 2020 announced a $394 million investment in Joby. Indeed, Toyota engineers are highly visible and heavily embedded in the Marina facility, bringing their own manufacturing rigor and expertise to the eVTOL production process.
Brennan leads us down to the production floor and the first stage of structures fabrication — an ISO Class 8 cleanroom where prepreg cutting and kitting is performed (Fig. 3). Joby announced in 2020 that it had signed a long-term supply agreement with Toray Advanced Composites (Morgan Hill, Calif., U.S.) for the carbon fiber composite materials to be used to manufacture Joby’s eVTOL. The prepreg being applied is an unidentified toughened epoxy combined with Toray’s T1100 IM carbon fibers in unidirectional (UD) tape format, and Toray’s T800 IM carbon fiber in fabric format.
The challenge, Brennan notes, is that neither prepreg is qualified for aerospace use in an FAA-certifiable application. This runs counter to the generally accepted narrative that AAM OEMs are relying only on qualified materials for first-generation eVTOLs. As a result, Joby has been compelled, in cooperation with Toray, to simultaneously conduct a materials qualification process for both prepregs while the manufacturing processes for the first-generation eVTOL are optimized. At the time of CW’s visit in late 2022, Brennan estimated that Joby had completed about 25% of this qualification.

Figure 5. The eVTOL parts that are too small or detailed to be manufactured via AFP are laid by hand. Such parts include panels, access doors and some fuselage structures.
Asked why Joby opted for an unqualified prepreg, Brennan is to the point: “It’s a higher-toughness, higher-performance system than anything that’s qualified, and that leads to a lighter aircraft. And weight is everything. With electric aviation, you’ve got an uphill battle to overcome heavier batteries, so every other system on the airplane has to be lighter than what’s typical. So, we have to just push the envelope across the board.”
In the cutting/kitting room, Joby operates a Zünd (Oak Creek, Wis., U.S.) G3 L-3200 digital cutting table, 3.2 meters long and 1.8 meters wide, with laser-marking capability. Plies coming off this table are sorted into kits by hand, logged into the material tracking system and then forwarded to the layup room.
Brennan notes here that Joby’s material tracking system is a web-based platform called ION, supplied by Los Angeles-based First Resonance. ION-linked tablets and laptops used throughout the facility interact with QR codes on materials and process equipment to give employees instant access to training programs and real-time manufacturing data. This system also helps Joby build training protocols, validate equipment operation and construct a materials use record.
“Basically, every process that we do in the building has a standard operating procedure loaded into the ION platform,” says Brennan. “So, if you want to know how to use the ply cutter, you can scan this QR code on the wall. If you want to know how to issue material or log material out time, you can scan this QR code. The system will provide detailed step-by-step instructions on how to do those things. And to do conforming builds, you have to have training records. When the FAA does an inspection, they’ll want to see that each person doing each job had the right training for that job. This platform provides that.”
We leave the cutting/kitting room and enter into a large, busy, high-bay room that combines automated and manual composites manufacturing in one space. Work here, says Brennan, is segregated by scale — large parts are fabricated with automated systems; small parts are fabricated by hand. Dominating the room are two Coriolis Composites (Queven, France) C1 automated fiber placement (AFP) machines (Fig. 4).

Figure 6. A technician in the hand layup area uses laser guidance to place prepregs for a propeller blade. It’s in this part of the facility that Toyota’s role as a manufacturing efficiency advisor is most evident. Toyota is a significant Joby investor and is helping the company optimize operations for full-rate production of its first-generation aircraft.
“It’s only our biggest parts that are a fit for AFP,” Brennan says. “The rest of them have tight geometry that AFP can’t yet do, so those get hand laid. We do about 40% of the weight of the airplane with AFP, but it’s only about a dozen out of 600 composite parts on the aircrfaft.”
The first Coriolis C1 AFP system, traversing a 40-foot rail, is using an 8-lane head to place 0.25-inch tows of T1100 fibers onto a tool to build a 36-foot unibody wingskin with integrated nacelles for the eVTOL. “This is probably some of the tightest geometry done with AFP,” Brennan contends, pointing to the AFP head angled into a particularly tight corner of the tool. “You can see, in that curved area, that the head barely fits in. This is actually a hybrid structure where the nacelle section is first laid by hand, and then finished with the AFP. We’re seeing the finishing here.” This AFP system is also used to fabricate C-channel wing spars on a male mold for the wing structure.
The other Coriolis C1 AFP, also using 8 lanes/0.25-inch tows, is busy fabricating a conforming panel for the material qualification process. When it’s not doing this, says Brennan, it will be committed to laying up fuselage structures for the eVTOL.
Brennan pauses here and points out a notable feature of the wingskin tool — it is a hybrid structure, comprised of thin Invar substructure with a carbon fiber facesheet. Why? “Two reasons,” Brennan says. “Thin Invar heats up in an autoclave faster than thick Invar. So, these big tools reach temperature just as fast as a smaller tool. Second, there’s a benefit from a program standpoint: We can start the tooling build with the Invar before the design is finished, and then do the final machining of the carbon fiber facesheet after we have the final design.”
We then turn to the hand layup area where the eVTOL’s smaller parts — side panels, hatches and trim pieces — are fabricated (Figs. 5, 6). White-coated, gloved workers guided by overhead laser projectors are standing at tables and molds, placing plies and bagging molds. Brennan says that it’s in work areas like this that Toyota has been particularly effective, conducting time and motion studies to improve manufacturing efficiency.

Figure 7. Joby operates three autoclaves at its Marina facility. Like many fabricators, the company cures multiple parts per cure cycle to be as efficient as possible. Joby prefers molds with carbon fiber facesheets on thin Invar substructure to speed up ramp to process temperatures.
“We’re playing with things like how the tools are positioned for the technician, what goes on shelves, whether or not we should have a sitting station,” Brennan says. “Do we have something holding the tablets? How do we manage the cords? These are the less sexy things about figuring out how you want to set up a factory. But they’re every bit as important when we think about a future factory and being able to optimize each unit of work ahead of time will allow us to optimize the footprint of the overall factory.”
There are five-10 Toyota engineers embedded at Joby’s Marina operations, with many more supporting Joby’s manufacturing operations from Japan. Brennan says one of the things Toyota does often is set up a camera at a workstation and just let it record all activity over several shifts. That video will then be analyzed by efficiency experts in Japan, who then come back with recommendations on how operations can be improved.
Says Brennan: “They break that video down into ridiculous detail, finding fractions of time that, when you add them up, make us much more efficient. For example, they say, ‘Well, you could save a fraction of a second by taking the scissors and turning them over because the worker had to grab them and use their other hand to flip the scissors over to use them.’ It's a level of scrutiny that I have never seen before in aerospace. They come back with so many suggestions and improvement ideas. It’s fantastic.”
Cure, testing, trimming, assembly
Brennan leads us out of the layup area and into the autoclave cure room, also busy with technicians loading and unloading parts (Fig. 7). Here, Joby has installed three different-sized autoclaves: 40 feet long × 11 feet wide, 18 feet long × 5 feet wide and 8 feet long × 4 feet wide. The largest, he notes, is specified for thermoplastic temperatures; Joby expects to convert, eventually, to thermoplastics for next-gen aircraft, and will run those structures through an autoclave, “at least at first,” Brennan says.
Each autoclave is linked up with the ION production software system to simplify and speed cure recipe entry, and to capture production data. “Every step along the process, any data generated, gets loaded to the ION MES [manufacturing execution system] for that serial number part,” Brennan notes.

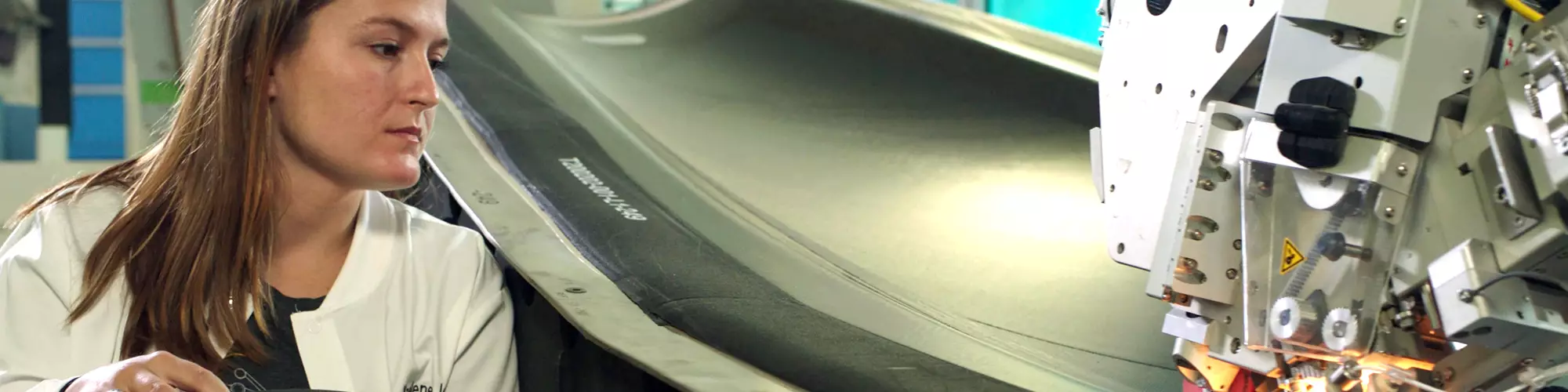
Figure 8. Joby’s nondestructive testing operations, adjacent to the autoclave cure section of the facility, uses roboticized ultrasonic inspection to verify structural integrity.
Brennan stresses here again Joby’s preference for thin tools to speed heating and cure times. “We try to keep the thermal load similar for all of our tools,” he says. “We're putting lots of different parts in the autoclave, which can be challenging if some are really thick and thermally heavy. We have a window of time during which everything has to be at the right temperature. Managing that is critical.”
Adjacent to the autoclaves is an automated ultrasonic inspection system squirting water and scanning a flat panel, as well as a dust booth for manual part trimming and drilling (Fig. 8). Brennan says Joby trims two-thirds of its parts by hand, but that the company is in the process of moving that work to CNC systems to automate it.
Workforce development at Joby
A particular challenge, wherever Joby’s manufacturing operations land, is that of workforce development. A quick look at Joby’s careers page reveals a myriad of opportunities, ranging from composites to metalworking and skilled to non-skilled. And the breadth and depth of technically demanding design, engineering and manufacturing work being performed by Joby clearly requires a commitment by employees that many employers are finding difficult to come by.

Enthusiastic Joby employees with assembled eVTOL wing at the Marina, California, facility.
“We are having no trouble finding entry-level technician candidates and bringing them in and training them,” says Joe Brennan, composites manufacturing and assembly lead at Joby. “We have to have all these training programs for the FAA anyway. So, hiring an entry-level worker for the shop floor is pretty straightforward. Where things are tougher is finding experienced aerospace and engineering disciplines. That’s where we're having to recruit a lot outside of the area.”
The “area” in this case is the central California coast, which is relatively inexpensive as far as California goes. “We’re an hour and a half south of Silicon Valley,” Brennan notes. “So, it’s not quite as crazy, but it’s still expensive by the rest of the country’s standards. Still, the central coast has some of the most beautiful areas in the country, with a mix of town and mountain living, Redwoods and beaches.”
If Joby chooses to establish its high-rate manufacturing facility in Marina, the central coast promises to become even more of an AAM hotbed than it already is. Even with the company’s current scale at the Marina airport, Joby is constantly seeking new talent.
Before heading out to the assembly tent, Brennan leads us through the M&P lab, which is stocked with a wide array of machinery to provide materials testing services and process improvement support. This includes thermal analysis equipment, DSC and DMA equipment, microscopy systems, a plasma surface prep system, a Brighton Science (Cincinnati, Ohio, U.S.) contact angle measurement system, a coupon cutter and Shimadzu (Columbia, Md., U.S.) physical test frames. The goal of this lab, says Brennan, is to give Joby all that it needs to conduct a full suite of tests, from coupon level to full article.
For example, says Jimmy Shedden, composite M&P engineer, “we’ve been looking at our spar sections in specific areas of interest. So, we’ll carve out small samples, look at those cross-sections and use microscopy to see what kind of compaction we have and assess thickness. We then feed that data back to production to adjust our processes, as needed.”
This leads to a discussion about structural health monitoring in Joby’s eVTOL. Brennan says that the company experimented with fiber optic sensors in some structures in its prototype aircraft, but found them susceptible to breakage. “Ultimately, you want to figure out how much stress the airplane sees in operation,” Brennan says. “So, how do you measure that when you’re flying? If you have fiber optics [embedded in] the full length, you can get all kinds of wonderful data, but the connection to the data receiver is fragile. We are now using more strain gauges on the airframe to get that data.”

Figure 9. Joby performs CNC machining of tooling boards, shown here. Coming later in 2023 will be additive manufacturing via laser powder bed 3D printing..
Leaving the lab, we pass a CNC area, where tooling boards and fixtures are cut and some parts are drilled (Fig. 7, opposite). By the end of the year, this area will also feature a laser powder bed 3D printer and a Thermwood (Dale, Ind., U.S.) large-scale additive manufacturing (LSAM)/CNC machine. Brennan says this space is growing and evolving as Joby adds automation to its operations.
Leaving CNC behind, we head out to the tarmac and the assembly tent. To call this structure a “tent,” however, is disingenuous. It is tent-ish in that it’s not permanent and features a peaked roof, but its sheer size — 450 feet long, 120 feet wide — is certainly not tentlike, and inside it’s fully climate controlled and outfitted like a typical manufacturing facility. For these reasons, Joby refers to this structure as the Mega Tent.
It’s here, Brennan says, that the structures fabricated in the main building are sent to be assembled into the larger modules that then become a complete eVTOL, with batteries and avionics delivered from San Carlos. This is a low-volume assembly facility, Brennan notes, but is designed to integrate all aircraft parts, structures, avionics, motors and batteries using many of the same processes and tooling that the company intends to scale up to hundreds of aircraft per year. “Finished planes will exit this tent,” he says. “This is our assembly line until a permanent home is built.” (More on that below.)
Dominating the tent, however, are a variety of metallic assembly fixtures and frames outfitted with datum targets that hold together the disparate parts that comprise the wings and fuselage components of Joby’s eVTOL (Fig. 8, opposite page). Because Joby was in the midst of switching from prototype assembly to production assembly during CW’s visit, the equipment we saw comprised a mix of solutions, some being phased out and some being phased in. What Joby learned during prototype assembly has informed production assembly, and the expertise of Toyota is apparent here.

Figure 10. The Mega Tent is dominated by eVTOL assembly. Shown here are the assembly jigs for the tail and wing structures. Toyota has been influential here, helping Joby develop automation to optimize and speed assembly.
Brennan points to assembly tooling designed to bring fuselage sections — fuselage bottom, nose, rear bulkhead, side frames, doors — together to be adhesively bonded (Fig. 11). “These tools are designed around the 200-400 aircraft per year rate that we want to validate at a small scale first. We want to get smart about these fixtures, which are much more like what you see in automotive assembly than what’s typical in aerospace. You can see here that we have toggle clamps that flip over parts that are aligned with DA [determinant assembly] holes going on pins. The fixtures are all on wheels and we use a standard base for all of them for consistency — we can load any fixture into any position.”
Because Joby is relying so heavily on adhesive bonding to assemble its eVTOLs, the company has invested significantly in automation designed to bring robust consistency to surface prep and adhesive application. Brennan points to a complex assembly jig that integrates robotic plasma treatment, contact angle measurement and adhesive application (Loctite product from Henkel, Madison Heights, Mich., U.S.).
“We pull peel ply manually, but after that, everything will soon be automated. The robot will drive over the surface, doing a plasma treatment, and then come back and do a contact angle check,” Brennan notes. “It will then dispense adhesive and measure the bead, so we have the right amount of adhesive in the right place automatically. The thing with bonding is you can end up with a lighter weight structure, but process control is critical. We’re really trying to remove the variability as much as possible. This is quality control via process control.”

Figure 11. Joby technicians assembling the eVTOL fuselage. The company relies heavily on adhesive bonding for structural assembly and has developed automated plasma surface treatment, contact angle testing and adhesive application systems to maximize bond quality.
Brennan then leads us to the next tent section, where tail assembly is performed (Fig. 12). Use of manual labor is much higher here and is in the process of being automated. The tail section, relative to other composite structures on the eVTOL, is particularly expensive and has a high buy-to-fly ratio. This makes the tail structure an obvious target for cost-cutting. One of the big cost concerns here has been peel ply. “Peel ply takes so much time and effort to put on and so much time and effort to remove,” says John Geriguis, head of advanced development at Joby. “Getting rid of it for the tail has been a huge accomplishment.”
Beyond that, Geriguis contends that Joby has done all that it can to optimize the manufacturing efficiency of the tail section, but that it still weighs heavily on the balance sheet. “I know the aerospace industry is very familiar with thermosets, but they come at a cost,” he says. “You have to monitor and manage the out time of the prepreg. You have to cut it. You have to kit it. You have to bag it. You have to cure it. The costs just keep adding up.”
The future is thermoplastic
One obvious solution to this challenge is for Joby to eventually migrate away from thermosets and toward thermoplastics. To that end, we are next shown a demonstrator tail section that Joby recently sourced from an unnamed supplier, clearly with an eye toward optimization for a second-generation aircraft. This tail section is identical to the one being assembled one room away, but made with carbon fiber/PEKK and assembled mostly via welding.
Geriguis, who has long experience with thermoplastic composites, says large thermoplastic structures like this one are being assessed to identify opportunities for cost and cycle time reduction. “We’re evaluating all material types and trying to determine the best processing temperatures and conditions — for the parts themselves and the adjoining temperatures and conditions,” he says. “We are doing virtual and physical trade studies right now, and then we will commit to a particular thermoplastic solution.”
Furthermore, Joby’s anticipated growth will demand eVTOLs at a rate that cannot be efficiently met with a traditional autoclave-cured thermoset M&P strategy. Thermoplastic composites, Geriguis notes, offer Joby the ability to get out of the autoclave and deploy a welding-based assembly strategy that promises, ultimately, to speed aircraft production and allow the company to meet cost and efficiency targets.

Figure 12. Technicians work on complex assembly of the tail structure. As Joby considers materials and process options for its next-generation eVTOL, thermoplastics are a strong consideration. The company recently commissioned fabrication of a welded thermoplastic composite demonstrator tail section (not pictured) as part of that assessment.
Another advantage of a conversion to thermoplastics, Geriguis notes, is that these resin systems tend to boost modulus, which would enable Joby to shift from the high-modulus carbon fiber it’s using on the first-generation eVTOL structures and toward a standard modulus fiber on next-generation structures.
That said, he admits that thermoplastics are not without their challenges, the largest of which is process temperature. Thermoplastic resin systems, because they must be melted to be formed, require process temperatures of 325-350°C. Then, they must be carefully cooled to achieve optimal crystallinity. Such process control is manageable, but not trivial.
This brings Brennan back to Joby’s broader lightweighting strategy: “One of the things with our size airplane is that it’s not carrying huge loads. This means the laminates can be very thin. With thinner laminates, a lot of times you’re limited by minimum gauge from a toughness standpoint, or just having a quasi-isotropic balanced layup. So, material-wise we are always looking towards pushing the areal weight limits so that we can go thinner, still have a balanced layup, leverage tougher materials and then ultimately just get lighter.”
R&D and next-gen eVTOLs
Our next stop is the R&D lab, located in a smaller facility just east of the main facility (Fig. 13). Geriguis guides us through an in-process project Joby is working on to optimize fabrication of the eVTOLs’ control surfaces. There are 10 control surfaces on each aircraft (six ruddervators and four ailerons) — each about 18 inches wide and 12 inches long — and their initial fabrication involved a great deal of inefficient hand work.
The R&D lab was tasked with developing a one-shot, integrated manufacturing solution, which was being tested as we walked in. The new process produces fully integrated and co-cured skins, ribs and integral web, all bladder-molded and press-cured in one shot.

Figure 13. Joby’s R&D lab, where, during CW’s visit, engineers were testing a one-shot, bladder-molded, press-cured tooling solution for the fabrication of control surfaces for Joby’s eVTOL.
“We have several soft tools for preforming,” says Rory Giffen, composites rapid development lead. “We use these to preform the rib ends and the integral web. This gives us an assembly that we can drop into the mold, then we insert the bladders and drop it all into the press. The result is a fully integrated, co-cured, one-shot control surface.”
This process likely will enter production soon; production engineers will be tasked with helping develop and document the steps and processes that technicians will use to fabricate the control surfaces. The expectation is that this new production process will allow Joby to produce one to two control surfaces per day.
The lab, which employs a Gerber Technology (Tolland, Conn., U.S.) cutting table and a small Wabash (Wabash, Ind., U.S.) press, is evaluating latex bladders (one-time use), silicone bladders (multiuse) and removable cauls to produce the panels.
The finished product
As the tour winds down, we enter the large hangar that houses Joby’s test eVTOL, which takes to the skies (remotely piloted) above Marina several times a day as Joby evaluates the aircraft’s performance ahead of certification. We had watched this same craft fly earlier in the day as it cruised — almost silently — over the airport.
In the hangar, Geriguis discusses the propellers on Joby’s eVTOL. He notes that the company has evaluated a variety of propeller designs, migrating from high-lift but noisy systems to low-lift but quiet systems, before arriving at the current high-lift/quiet design. “Our rotors are slow turning with high torque, which gives us the best combination of power and sound,” he says.
Brennan echoes this, noting that Joby is concerned — as are all AAM OEMs — about blade noise and has invested heavily in blade design (Fig. 11). “We do a lot of things with the blade shape to mitigate sound,” he says. “Our blades produce more of a wind sound. So, it’s more of a white noise. And when we’re in forward flight, we’re able to change the pitch of the blades to be really steep and spin very slowly.”

Figure 14. Joby has invested heavily in development of a propeller design that provides maximum lift and power, while minimizing noise levels. The company’s eVTOL uses six tiltrotors that make the most noise on takeoff and landing, but are unusually quiet during horizontal flight.
Noise issues notwithstanding, as would be expected, safety is the primary concern of Joby. The eVTOL’s multiple rotors are the first line of defense in making sure the aircraft takes off, lands and flies as safely as possible. And, if there is a problem in the air, the craft needs to be able to land as quickly and safely as possible.
To that end, Geriguis points out some of the many safety features and redundancies built into the eVTOL. First, he notes, each five-blade rotor is turned by one electric motor, with a second as backup. Second, each propeller is paired with a “partner” propeller, so if one of the two fails, the other shuts down automatically to prevent lift or load imbalance. Third, if any rotors do shut down, those still turning automatically increase power to maintain flight. Fourth, the battery packs are distributed and segregated in the aircraft, so if one fails, the eVTOL can still safely land with power from the remaining packs.
Finally, Geriguis notes that Joby’s eVTOL is designed to limit how much the pilot can manipulate the aircraft, thus it is theoretically impossible to roll or stall. The ultimate goal is threefold, Geriguis says: Maximize safety, simplify certification and ease piloting. Indeed, the pilot controls are remarkably simple, as Joby’s flight simulator proved (see sidebar, “Piloting the Joby eVTOL”).
Looking ahead
Joby has obviously ambitious plans for certification and entry into service, with significant but manageable hurdles yet to be cleared to meet its 2025 entry-into-service target. Further, unlike other AAM OEMs, Joby plans to manufacture eVTOLs and operate its own ridesharing service, so the company will be fully immersed in this new mobility platform that it is helping create.
On the aircraft production side, the company’s next step is to establish a permanent manufacturing facility somewhere in the U.S. (the Mega Tent is, after all, temporary). Joby would not reveal which cities were in the running for this facility, except to say that Marina is being considered — understandable given the density of employees and work already located here.

Figure 15. At left is Joe Brennan, composites manufacturing and assembly lead at Joby. Next to him is John Geriguis, head of advanced development at Joby.
On top of that, Joby is working closely with partners on projects that promise to expand the reach of its eVTOL. These include the NASA Ames Research Center (Mountain View, Calif., U.S.), the University of Dayton Research Institute (UDRI, Dayton, Ohio, U.S.), the Center for Composite Materials at the University of Delaware (Newark, Del., U.S.), the National Institute for Aviation Research (NIAR, Wichita, Kan., U.S.), Oak Ridge National Laboratory (ORNL, Oak Ridge, Tenn., U.S.) and the McNair Center (Columbia, S.C., U.S.).
Wherever Joby establishes its permanent manufacturing facility, it’s clear that the work happening in Marina today is creating a template for Joby’s go-forward manufacturing strategy. Ultimately, the AAM industry as a whole, and Joby in particular, are creating an aerospace composites manufacturing model that does not exist anywhere in the world right now — one that fabricates high-volume, high-quality, flight-certified structures using materials, processes and automation in unprecedented ways to create an aircraft to serve an industry that does not yet exist. That’s saying a lot.
“I know it looks like we have a lot of different things happening at once,” Brennan says. “But it’s all happening for a reason. We’re building thousands of qualification panels. Those are great opportunities to look at how our process is from an efficiency standpoint. This is also true with the parts we’re building. We finished the tail, but we’re already building more, so it’s all opportunity to get into a production rhythm and start looking at efficiencies and operations flow and Kanban systems and training approaches and shift schedules. And it’s all just part of scaling. But we’re really trying to scale with production in mind. So, again, this whole operation is meant to be a prototype for a high-volume factory. This is a very exciting time for us.”
Piloting the Joby eVTOL
Very few people have actually flown Joby’s eVTOL, but several have virtually flown it. On the second floor of the Joby hangar is the company’s flight simulator, designed to help train prospective pilots — including curious editors of composites industry trade publications.

CW Editor-in-Chief Jeff Sloan enjoys the simplicity of Joby’s eVTOL flight controls in the company’s flight simulator.
For anyone who thinks that an eVTOL is a “glorified helicopter,” it’s important to know that there are distinct differences, not just in design, but flight as well. Joe Brennan, composites manufacturing and assembly lead at Joby, notes, “In a helicopter, the pilot has to think about power inputs and pitch settings, compensating for torque. When you add power, you’ve got to offset the extra torque with yaw control. In Joby’s plane, you don’t have to think about any of that. The computer does it for you. You just say “I want to go up” or “I want to go forward.” You put the directional inputs in and then the computer figures it out.”
And Brennan is right. In the simulator, piloting the Joby eVTOL is akin to a video game. There are just two inceptors. In your right hand is vertical control (up, down) and turning. In your left hand is forward actuation and speed control. When and by how much to tilt the rotors is calculated by the computer, depending on the angle of ascent/descent and speed. Making a mistake is not impossible, but it’s also very difficult.
It’s clear that Joby wants to make its eVTOL easy to fly and thus easy for pilots to be certified in. It’s also clear that Joby also wants to minimize the potential for pilot error that might put anyone at risk.













.jpg;maxWidth=300;quality=90;format=webp)


Related Content

Chantiers de l’Atlantique reveals 66-meter, all-composite SolidSail mast
A technological feat, the large carbon fiber mast prototype targets the Silenseas sailing liner and sailing cargo ships for up to 40% reduction in CO2 emissions.
Read More
DLR completes MFFD upper shell skin layup
Eight-meter-long CFRTP fuselage skin was achieved via laser-heated in-situ consolidation, with stringers, frames and cleats to be welded.
Read More
Abaris selects Premier ESR to optimize composite cure cycles
Encapsulated sample rheometer (ESR) by Alpha Technologies will be incorporated into Abaris’ service and consultation business to characterize a variety of composite material specimens.
Read More
Nine factors to consider when designing composites cure tooling
Gary Bond discusses the common pitfalls and compromises when designing good cure tooling and their holistic significance for a robust composite production process.
Read MoreRead Next

Plant tour: Middle River Aerostructure Systems, Baltimore, Md., U.S.
The historic Martin Aircraft factory is advancing digitized automation for more sustainable production of composite aerostructures.
Read More
Composites opportunities in eVTOLs
As eVTOL OEMs seek to advance program certification, production scale-up and lightweighting, AAM’s penetration into the composites market is moving on an upward trajectory.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More