
Composite fendering piles fit the bill
Composites replace wood in New Jersey marine fender project.


Showcase for composite marine fender/pile systems
The Manahawken Bay Bridge that connects mainland New Jersey to Long Beach Island was recently upgraded to create a second span for better access for residents. The new span, built by WSP USA (New York, NY, US), received a National Recognition Award for exemplary engineering achievement in 2017. The new span’s bridge piers are protected by composite fenders.
Source | InfrastructureUSA.org

Transition from old to new
The new bridge span piers with composite fender system are on the left; the older truss span piers, protected by wooden fenders, are on the right.
Source | Schiavone Construction

Cascading savings based on materials selection
The comparatively low weight of the composite piles made it possible to drive them into the sea bed with a relatively small excavator, which clamped to the top of each pile — a source of cost savings on the project. Source | Schiavone Construction

Piles primed for installation
The composite piles arrived at the job site on this trailer, with steel driving tips already installed.
Source | Harbor Technologies/Kenway



Wood is a great material for many applications, including marine pilings and fenders — after all, the Italian city of Venice is supported on a forest of wooden pilings, some nearly a thousand years old. Yet, there are times when wood can’t make the grade. Marine borers, such as Limnoria, are a serious threat. Further, there is a trend among environmental regulators to prohibit the use of creosote, the material used to water-proof wood for use in marine environments.
That trend had already moved through New Jersey when work began more than five years ago on the new Manahawkin Bay Bridge span, alongside the existing 50-year old — and structurally deficient — truss span that links mainland New Jersey to popular Long Beach Island. “The State of New Jersey outlawed all creosote-treated wood 10 years ago, the material often used along with concrete for marine pilings,” says Erik Grimnes, business development manager at Kenway Composites (Augusta, ME, US). As a result, composites were chosen for the fender system that protects the new bridge’s concrete piers. “New Jersey’s Department of Transportation had good previous experience with composites, and specified composite pilings in the fender design documents.”



Such pilings have been a specialty of Augusta-based Harbor Technologies, and remain so under Kenway’s ownership, says Kenway president Ian Kopp. Kenway acquired the assets of Harbor Technologies in 2015, and was, in turn, acquired in March 2017 by Creative Pultrusions (Alum Bank, PA, US). Trademarked HarborPile, the pilings’ design, described by Grimnes and project engineer Nate House, is an interesting example of how composites can be customized for specific project conditions.
Optimizing a piling for best material use
“Fenders are essentially fence posts that support guard rails, in simple terms,” explains Grimnes. New Jersey Department of Transportation (NJDOT) authorities wanted to surround the bridge’s deepest structural piers with energy-absorbing structures that would prevent damage to them from a large, out-of-control vessel. In this case, NJDOT specified (in US customary, non-metric units) an impact load or force of 40.76 kip-ft, which it calculated would be produced by a 200-ton hopper barge, the largest vessel that NJDOT knew would ply the waters beneath the bridge, says House. Unlike a wharf or pier, where pilings must withstand significant axial loads to support the overhead structure, the Manahawkin piles would be fendering piles, which would need to resist lateral loads, explains House. The hollow tubes would be driven down into the sea bed far enough so that the soil friction provides fixity, to hold them in place: “The main purpose of the piles is to absorb energy, so they must deflect if hit by a vessel.”
NJDOT engineers provided Kenway with design factors for the piles: 1) a maximum allowable deflection of 18.6 inches (from vertical), 2) a minimum bending moment of 3,276 kip-inches, and 3) a minimum bending stiffness of 2.76 x 109 lbs-in2. Given these parameters, and the 40.76-kip-ft impact load force, House was able to design the strength and stiffness of the pilings, using Kenway’s in-house design spreadsheet.
The extensive spreadsheet, developed over many years by Harbor Technologies, is based on “lots of historical test data,” says House: “We’ve worked with the University of Maine’s Advanced Structures and Composites Center [ASCC, Orono, ME, US] to do full-scale failure testing of our parts, using ASCC’s large press, to test a variety of laminates and wall thicknesses.” Each project is customized, using the design spreadsheet. There are no off-the-shelf pilings. For the Manahawkin project, the NJDOT specified a 16-inch (400-mm) outside diameter, but, says House, “we were able to optimize the piling wall thickness with our spreadsheet calculations.”
House explains that a pile that is, for example, 300 mm in diameter with a wall thickness of 25 mm (1 inch) has the same strength and stiffness as a 400-mm-diameter pile with a wall thickness of 12.5 mm (0.5 inch). This is because of the geometric properties of the tubular pile; the larger diameter translates to a stiffer part: “It depends on the distance between the centroid, or neutral, axis, to the wall — the larger that distance is, the stiffer the pile becomes,” he states. Translated to the composite design, the 300-mm pile might use 45 kg of material, whereas the 400-mm pile requires only 32 kg of material because of the thinner wall, yet it achieves the same strength and stiffness properties. “So, I’ve used less material, for less cost and achieved a larger, more useful shape,” adds House. He stresses, however, that this principle can be extended only so far. A 750-mm diameter pile with a wall thickness of 1.5 mm might appear on paper to be stiff enough, but “that very thin wall obviously wouldn’t withstand the driving loads and would buckle.”
House’s spreadsheet calculations indicated that, given the water depth and soil conditions, a 400-mm-diameter pile with a wall thickness of 9 mm (0.375 inch) and a length of 18.5m (~60 ft) would meet the NJDOT requirements. And, says House, the driving, or installation, loads actually proved pivotal to the design: “Piles are typically driven with a vibratory hammer or impact hammer, both of which generate significant axial loads on the pile. A thinner wall could have met the structural requirements of the fender, but we needed the 9-mm wall to stand up to the driving.” Heavy knitted quadraxial fabrics, ranging from 3,390-6,800 g/m2, used to fabricate the piles (more on that below) ensured axial strength was adequate to stand up to the driving forces.
NJDOT also specified that when in place, the pilings would be filled with concrete, which works to composites’ advantage in this application. When a hollow tube fails, it buckles and collapses, but concrete performs well in compression, to prevent buckling, explains House: “We have extensive test data that show that concrete-filled piles actually exhibit greater deflection, essentially two times more than a hollow pile, before failure.” Adds Grimes, “The two materials actually work compositively to give better performance. The composite shell acts as an external rebar cage to improve the performance, and protects the concrete from corrosion.” For the Manahawkin project, a total of 38 piles were required.
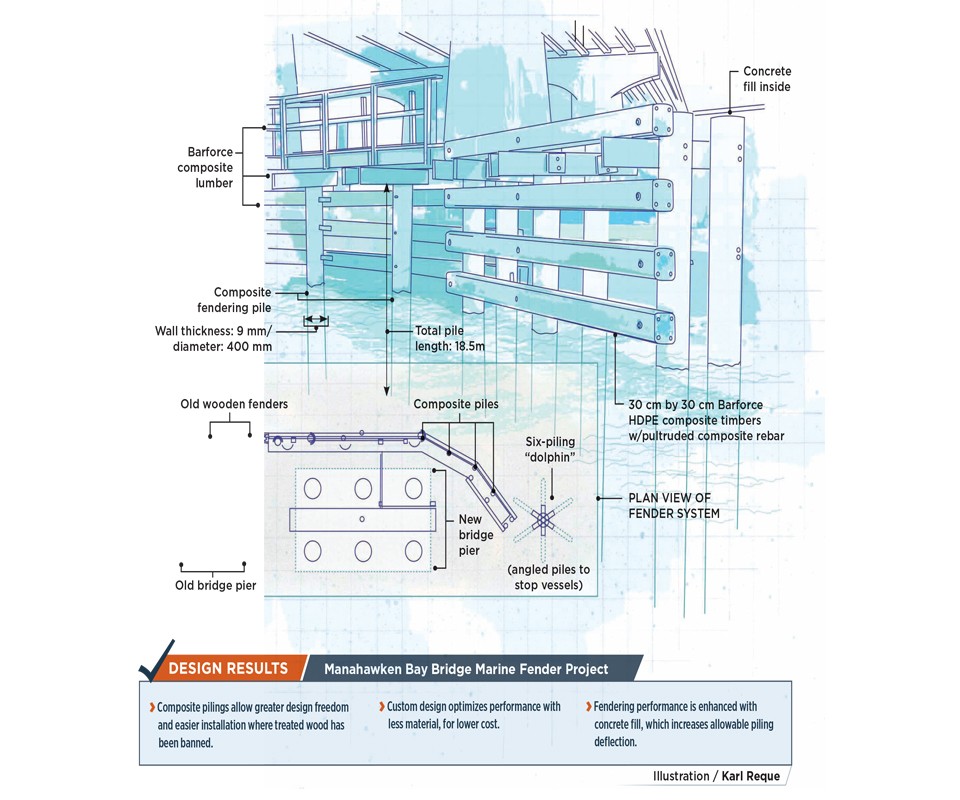
Finally, the fender system would combine the driven pilings with sturdy, molded fiber-reinforced polymer (FRP) Barforce composite lumber manufactured by Bedford Technology (Worthington, MN, US). Supplied as solid timbers and planks in a variety of sizes, they are made of 100% recycled high-density polyethylene (HDPE), with embedded pultruded continuous fiberglass composite reinforcing rods, or rebar. For the Manahawkin project, 30-by-30-cm (12-by-12-inch) timbers were specified for the horizontal fender elements, as shown on the drawing (p. 45). Bedford also supplied 7.5-by-30-cm planks, also reinforced with the composite rebar, to support the walkway and railings, as well as the necessary composite elements for the walkway surface and railings at each bridge pier. While Bedford typically supplies its Barforce materials in black or yellow, NJDOT specified that the composite lumber be brown in color, for a more natural, wood-like look.
Heavy-duty materials
To make the piles, says Grimnes, heavy quadraxial fabrics supplied by VectorPly Corp. (Phenix City, AL, US) are combined with polyester or vinyl ester resin, supplied by Polynt-Reichhold (Carpentersville, IL, US) or other suppliers, in a proprietary manufacturing process. “It’s a vacuum infusion process, combined with centrifugal casting. The closed mold is spun to help compact the fibers during the infusion process,” he explains. The quadraxial fabrics ensure that at least 50% of the fibers run axially along the pile length, and about 25% of the fibers end up as hoop direction reinforcement. The remainder are oriented at 45°.
Resin choice depends on the project conditions, and all piles are gel coated, with product supplied by Polynt-Reichhold or Ashland LLC (Columbus, OH, US) for added durability and appearance. For this project, because of the concrete fill, each pile was equipped with a conical steel driving tip to increase the pile’s bearing resistance during driving, while keeping mud and debris out of the pile interior. The 27 kg/m piles were shippable on a standard, over-the-road tractor trailer, but Grimnes points out, “We’re able to ship much longer piles, under special permit conditions for over-length loads.”
The Manahawkin Bridge’s height, he explains, prevented use of a bridge-mounted crane to drive piles from above. Instead, a small excavator was situated at water level, on a floating work platform, to do the driving: “The excavator clamped onto a bolted-on steel collar to drive the piles. It’s important to note that if the piles had not been composite, this floating platform and excavator method wouldn’t have been possible — heavier steel or concrete piles would have required much heavier driving equipment.” The horizontal composite timbers were attached to the pilings with long stainless-steel bolts, and similar metallic hardware connects the composite walkway and railing elements to the timbers.
“Our client sees the benefits of using composites for this application, since they are essentially maintenance-free and will last for at least 50 years,” concludes Grimnes. NJDOT is likely to replace the existing timber fenders associated with the old bridge span with composites as well, over the next several years. It is, apparently, an ideal application for customizable composites tailored for site-specific conditions.








Related Content

Bedford introduces GFRP decking options for pedestrian bridges
Resilient composite decking includes PRODeck LV for light-duty pedestrian traffic, PRODeck H5 for heavy-duty or harsh environments and Southern Yellow Pine for pedestrian and equestrian bridges.
Read More
CCG meets customer demand with StormStrong utility pole lineup
Additional diameters build on the portfolio of resilient FRP pole structures for distribution and light pole customers.
Read More
Swedish parking garage to incorporate decommissioned wind blades
Architect Jonas Lloyd is working with Vattenfall to design the multistory building with a wind blade façade, targeting eco-friendly buildings and creative ways to remove blades from landfills.
Read More
CSub delivers one-piece composite truss bridge in Norway
EPC supplier has fabricated, transported and delivered a 42-meter composite bridge intended for pedestrians and bicyclists.
Read MoreRead Next

Bonded fastening meets the digital factory
Automation and XR tools aim to scale adhesive fastening for composites at next-gen aerospace production rates.
Read More
Kaneka BMI material attains >25% lead time, >20% tool cost reductions in Janicki evaluations
Process evaluations find that novel BMI polymer chemistry addresses longstanding manufacturing challenges of BMI tooling prepregs while maintaining high temperature performance and durability.
Read More
Sentherm conductive polymers match aluminum thermal performance, cut weight
Tailored filler networks, anisotropic material design and manufacturing process control achieve hybrid polymers for EVs, batteries and other automotive-related electronics with 95% of aluminum’s thermal performance and 25-45% reduced component weight.
Read More