
Composite container protects satellites — on the ground
Cored composites add the strength, smoothness and portability needed for a container built to ship satellites over air, land and water.

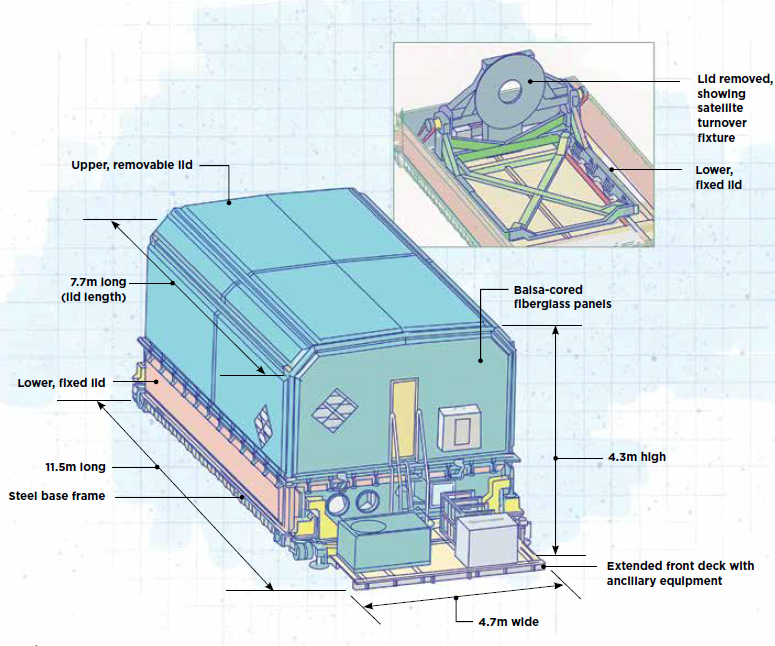
Northrop Gruman “Galileo" Satellite Shipping Container
Illustration | Karl Reque

A GEOStar-3 geosynchronous satellite bus structure, safely cocooned within a custom satellite container, is loaded into an Antonov cargo plane for shipment to its launch location. The container required considerable design and careful fabrication.
Source | Northop Grumman

The steel frame under construction at Ershigs. Great care was taken to meet tight dimensional tolerances, using a sequential welding plan to control heat and warpage, so that the composite lids would themselves have the correct dimensions.
Source: | Ershigs
.jpg)
This photo of the lower lid, which is fixed to the steel base, shows the cored panel configuration, and the beveling of the core towards the panel edges. This provided a solid fiberglass laminate along the panel flanges for a much easier and more efficient way to join the panels.
Source | Ershigs

The tight tolerances required bracing of the upper lid panels during assembly and joining.
Source | Ershigs



Space satellites are built to painstaking specifications using specialized materials, and represent huge investments. But, before they experience the vibrations of launch and the rigors of the space environment, they first must be delivered — intact — to the launch pad. How do you ship a large space satellite that is simultaneously bulky, yet extremely fragile?
A range of satellite shipping methods exist, consisting of off-the-shelf enclosures like steel shipping containers, modified modular construction trailers or very costly custom solutions. Orbital ATK, now part of Northrop Grumman (Dulles, VA, US), had considered such options for the GEOStar-3 geosynchronous satellite bus structure that it builds at its Dulles facility. But, says lead cognizant systems engineer on the project Steve Hood, the company decided that it could build a better box in-house, at a lower cost, that could be tailored with the features it needs for protection during shipment, typically on an Antonov cargo plane, to launch locations like Guiana Space Center in French Guiana.
To aid Hood’s in-house engineers, Pagnotta Engineering Inc. (PEI, Exton, PA, US) was brought on board to assist in the mechanical design process. Northrop Grumman and PEI brought in industrial composites specialist Ershigs (Bellingham, WA, US), a maker of tanks and vessels, piping, industrial scrubbers and other large-scale industrial applications, to fabricate this critical structure. “With a $100 million satellite, you don’t want any damage during shipping,” says Hood, with not a little understatement.



Exacting requirements
The task was not trivial. A GEOStar-3 satellite can weigh up to 3,200 kg (depending on its mission), and has dimensions of 3.9m (max) by 2.1m by 2.3m. In addition, its shipping container had a long list of performance requirements, says PEI’s vice president John Callahan. “The container had to be shippable by truck, rail or aircraft, and specifically, had to fit inside an Antonov 124-100 cargo aircraft.” In addition, Northrop Grumman required that it be large enough to accommodate current as well as future spacecraft, and include “wire rope isolators,” or devices that absorb vibrations and prevent shocks to fragile equipment while in transit.
From a handling point of view, adds Callahan, the container had to be robust enough to meet Northrop Grumman’s standards for mechanical ground support equipment (e.g., forklift trucks, overhead cranes); have adequately strong lifting points; have an airtight yet removable lid with standard quick-release hardware; have adequate interior clearance to allow for unanticipated jostling of the satellite during transport; be able to accommodate an array of auxiliary equipment on an extended front deck; and finally, still be able to clear all high-bay doors at Northrop Grumman’s Integration and Test facilities.
Hood describes some of the details that had to be considered: “The satellite is rather tall, so shipping it upright wouldn’t work. We needed a turnover and handling fixture inside the container.” In other words, the satellite would have to be lifted by crane into the container and attached to a handling fixture, which would slowly rotate the satellite down onto its side within the container. He adds that the engineering for the turnover fixture alone was complicated, requiring a computer-controlled system for the pivot actuators. Many more operational details, such as a heat pump, air-conditioning system, nitrogen purge system, and an access door, had to be included, because the satellite has to be maintained close to room temperature during transport, and sometimes in a nitrogen atmosphere depending on the types of instruments on board.
Hood’s team and PEI turned to several software tools for the container’s design and composite materials selection. CAD software PTC CREO (previously known as Pro/Engineer) from PTC (Needham, MA, US) allowed solid modeling for establishing the container shape and dimensions. FEMAP finite element analysis (FEA) software from Siemens PLM (Plano, TX, US) was used for pre- and post-processing, and NX/NASTRAN software, also from Siemens PLM, was used as the solver for the FEA model. The modeling software enabled static, quasi-static and modal (natural frequency) analyses, and determination of maximum dynamic loads and stresses due to transportation loading environments, enabling safety considerations in the design. The software’s buckling eigenvalue solution module and classical engineering equations helped PEI ensure that potential stress levels would be within allowable limits for the container’s laminate architecture, which would consist of cored fiberglass sandwich panels. Also, dynamic displacement of the satellite and its turnover fixture were determined to ensure adequate clearance to the container’s interior walls.
Building Galileo
The model results showed that a structure with overall dimensions of 11.5m long by 4.7m wide by 4.3m high, with a “lid” that was 7.7m long by 4.7m wide by 3.9m high, would meet the requirements and accommodate the GEOStar-3, with enough room for other larger spacecraft. Steel would be specified for the base frame, with its extended front deck, to ensure compatibility with shipping logistics and to accommodate the weight and motion of the complex satellite turnover fixture, as well as provide mounting points for the vibration isolators. The lid on top of the base frame would be made with cored fiberglass, to provide an air-tight, durable and weatherproof structure with minimal joints, and good insulation value. Plus, the lid could be made on simple tooling to help minimize costs.
Ultimately, a two-part lid was designed, says Callahan; this was done for several reasons: “Splitting the lid into a lower and an upper section did several things. It reduced the overhead lifting distance, or height needed to clear the spacecraft, during lid removal. And, having the fixed lower lid bolted to the base frame meant that we could keep the connections to auxiliary equipment within that fixed lower part, to simplify operation.” The lower lid would be 1m high, and the upper lid would be 2.8m high; the two would be fastened together with multiple quick-release toggle latches. To facilitate logistics, the upper lid was designed with casters at its lower edges, front and back, so that it could be moved easily when detached. It would also have a man-door to provide access to the interior, for preparation activities (e.g., tie-down, purging with nitrogen) prior to shipping.
Hood says, “We would have a weekly telephone conference call to monitor the progress of the design,” which was dubbed Galileo (a more elegant name than “Antonov shipping container”). Once PEI completed the FEA, design model and fabrication drawings, they were turned over to Northrop Grumman, where engineers integrated the design database into their product data management (PDM) system. The design package was delivered to Ershigs engineers following Northrop Grumman review and approval.
Ershigs vice president and chief operating officer Steve Hettick says that the project was fairly rigorous, with tight tolerances: “Given the physical properties requirements and dimensional tolerances from the client, including minimum stiffness and strength, it was necessary to use resin infusion methods, rather than open molding methods typical for one of our tank products, for instance.” The model called for cored panel construction over the lid’s flat surfaces, with seven separate panels for the larger upper lid, and four panels for the lower lid. Northrop Grumman specified that the core would be beveled at a 45° angle towards the panel edges, or flanges, at the corners and edges, explains Hettick: “This provided a solid fiberglass laminate along the panel flanges for a much easier and more efficient way to join the panels together.”
The panels were made with multi-ply skins consisting of E-glass knitted biaxial fabric (E-LTM 1208), chopped strand mat, and woven roving, supplied by Vectorply Composites (Phenix City, AL, US), Owens Corning (Toledo, OH, US) and ValuTex Reinforcements (Washington Court House, OH, US), respectively. Four plies totaling 0.125 inch thickness make up the face sheets over the core; plies are extended beyond the beveled core, and then built up with 14-17 additional plies of Vectorply Composites’ biaxial glass to form the monolithic panel edge flanges, for a minimum flange thickness of 17.8 mm. The core is a 76-mm-thick BALTEK (Sins, Switzerland) SB 50 balsa wood with a density of 109 kg/m3. Hettick says balsa was chosen because it provides good stiffness without a significant weight penalty, and good insulating value. The resin is a Derakane Class 1 fire-retardant vinyl ester (510-B) from Ashland (Columbus, OH, US). Panels were vacuum infused on an airtight flat table mold and cured at room temperature.
To assemble and join the panels for the lower and upper lids, they were braced and aligned in metal holding jigs to maintain tolerances, while the panel edges were secondarily bonded together. “We wet out glass mat and woven roving to laminate the edges together,” says Hettick. He adds that Ershigs built the steel base frame as well.
Truck, plane and barge
Hood says that once all of the interior fitments were ready to go, including the turnover fixture (dubbed Big Blue, because of its blue paint), fabricated by D.L. George & Sons (Waynesboro, PA, US), a load proof test was conducted using weights that totaled twice the design weight of the satellite: “We loaded it onto a truck, drove it around, and monitored its performance, and it passed with flying colors.” So far, the shipping container has been used three times to successfully transport spacecraft via the Antonov cargo plane to French Guiana. On the most recent trip, the container was barged back to the US and then trucked to Dulles.
Concludes Hettick: “While this project was a specialty item for us, it was a fun project, as well as a challenge, because the specified tolerances were fairly tight for the size of the part.” Hood adds: “We had the right team of people for this job, and we were very satisfied with the results.”








Related Content

Thermoplastic composite pipes provide 59% reduction in H2 distribution CO2 emissions
Hive Composites’ multilayer thermoplastic composite pipe (TPC) design meets hydrogen permeation requirements while ensuring substantial CO2 reductions compared to conventional steel pipe systems.
Read More
High-tension, vertical filament winding enables affordable flywheel energy storage system
French startup Energiestro’s prototype solar energy flywheel-based storage system aims to reduce costs with glass fiber composites and prestressed concrete.
Read More
Composites end markets: Sports and recreation (2025)
The use of composite materials in high-performance sporting goods continues to grow, with new advancements including thermoplastic and sustainability-focused materials and automated processes.
Read More
One-shot compression molding enables main rotor blades that achieve 20,000 hours between overhauls
Hill Helicopters engineered composite main rotor blades using a novel single-cure manufacturing process for stiffness and mass distribution optimization.
Read MoreRead Next

Report: Composites and Carbon Fiber Use in Hydrogen Storage
A first-of-its-kind technical report that assesses the materials, manufacturing processes, market and energy trends driving use of carbon fiber composites in global hydrogen (H₂) storage applications for fuel cell-powered trucks, buses, trains and passenger vehicles.
Read More
Post Cure: 3D printed plastic, composite mouthstick designs assist limited-mobility users
Three M Tool and Machine has used its in-house additive manufacturing capabilities to rethink medical devices like mouthsticks, which must be stiff, lightweight and comfortable enough for everyday use.
Read More
Dialing in composites performance via dynamic digital twins
Sport Dynamics Lab uses Flexdynamics testing, digital models and AI tools to compare designs, materials and systems, enabling optimization with potential for propellers, drones and vibrational structures.
Read More