
ACMA COMPOSITES 2013 review
Once again, cautious optimism, an abundance of revealing research and a parade of notable new products are ACMA convention keystones.

The mood on the COMPOSITES 2013 show floor was in keeping with news that the composites industry had grown 9.5 percent in 2012 and would maintain a 7 percent CAGR through 2018. Source: CT/Photo: Jeff Sloan

ACMA’s keynote speaker Robert O’Neill described his years as a member of U.S. Navy SEAL Team Six and how those searing experiences can translate to a model for leadership in any business or organization. Source: ACMA

Owens Corning’s president and CEO Michael Thaman told CT that despite industry progress toward material and equipment standardization and automation, many composites processes remain ripe for optimization. Source: ACMA

On display at the Bayer MaterialScience (Pittsburgh, Pa.) booth was this polyurethane composite manhole cover, manufactured by GMI Composites Inc. (Muskegon, Mich.) using Bayer’s Baydur RTM 902 polyurethane. Source: Bayer MaterialScience
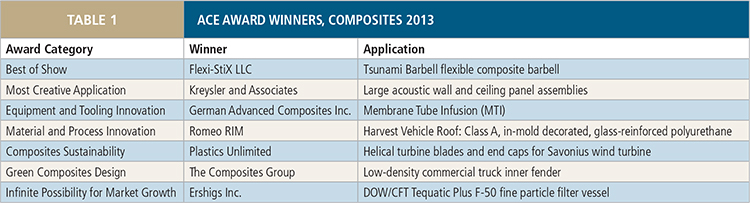
Table 1: ACMA ACE Award winners for 2013.



The American Composites Manufacturing Assn. (ACMA, Arlington, Va.) hosted COMPOSITES 2013, this year’s edition of its annual conference and exposition, from Jan. 29-31 in Orlando, Fla. Exhibitors and attendees alike expressed more of the same cautious postrecession optimism that has marked this event for the past two years.
At the opening general session, the keynote address was an awe-inspiring look into the world of U.S. Navy SEALs. Sponsored by Owens Corning Composite Solutions Business (Toledo, Ohio) and introduced by Owens Corning president and CEO Michael Thaman, former SEAL Robert O’Neill described his years as a member of SEAL Team Six and how those searing experiences can translate to a model for leadership in any business or organization. The ingredients for success, he said, are no different in business than in covert operations: Preparation; clear, concise communication; trust in team members; and a willingness to make critical decisions under pressure. O’Neill’s main point was “never quit,” and he contended that anyone can persevere to become “the best of the best.”



Also part of the opening session was a look at the composites market, presented by Chuck Kazmierski, the program manager at market research firm Lucintel (Dallas, Texas). Kazmierski said Lucintel estimates that the total value of the composite materials sector in 2012 was $7.3 billion, a 9.5 percent jump over 2011. He predicts that number will grow to $10.9 billion by 2018, which represents a 7 percent compound annual growth rate (CAGR). His number for the total value of end-use products made with composites in 2012 is $21 billion. In Kazmierski’s view, the market will recover to prerecession levels by 2014. And he identified several markets that are “underserved.” They have high-performance requirements, but the penetration of composites has, so far, been low. These markets include medical technologies, pressure tanks, offshore oil and gas structures/piping and, in the construction industry, rebar for concrete and commercial and residential window frames.
Among the notable technical papers was the winner of the Best Paper Award in the Materials category, “Exterior Wall Assembly Material Screening Process for NFPA 285,” coauthored by Dr. Nicholas Dembsey, a professor in the Department of Fire Protection Engineering at Worcester Polytechnic Institute (Worcester, Mass.); Young-Geun You, a Worcester student; Bill Kreysler (Kreysler & Associates Inc., American Canyon, Calif.); and Mike Stevens of Ashland LLC (Dublin, Ohio), in the architectural and construction market. Interest there is increasing in composite exterior wall assemblies for tall buildings. The International Building Code (IBC) requires composite materials to comply with the acceptance criteria of several National Fire Protection Assn. (NFPA) tests. If a fiber-reinforced polymer (FRP) panel passes the tests, the IBC now allows it to be used anywhere on a building. Although this is a huge step forward for architectural composites, the testing is expensive, and there are a limited number of accredited test sites in the U.S. Dembsey and his student, however, were able to develop a cost-effective screening tool, using a cone calorimeter bench test and the “Tunnel” fire test. They demonstrated that these methods can accurately predict whether a composite fabrication will meet the rigorous NFPA standard. According to Dembsey, a “garden-variety” FRP layup is easily able to pass, as long as “the ingredients are put together in the right way.” He urged fabricators to use his approach and employ the highest possible glass content and a fire-retardant polyester, plus an aluminum trihydrate (ATH) additive and, perhaps, an intumescent additive. “Fire resistance,” says Dembsey, “can be attained using ordinary, nonexotic materials.”
Also a winner, in the Best in Green Composites category, was “Life Cycle Assessment of Composite Shipping Container Floors Compared to Conventional Wood Flooring,” presented by George Pavlovich and Shen Tian of Bayer MaterialScience AG (Pittsburgh, Pa.). It examines the lifecycle of shipping containers, particularly the container floors, which are typically made of wood and, often, very fast-growing materials, such as bamboo. The study showed that 99 percent of wooden container floors require maintenance during their lifetime, while only 8 percent of containers with pultruded FRP floors need repair or replacement. More importantly, huge energy savings are possible with the composite-floored containers. Reduced mass means that ships use less fuel, and fewer repairs extend their service life. That, and the potential for end-of-life reuse or recycling, slows deforestation and, thus, preserves the world’s principal tool for carbon dioxide sequestration, say the authors. Notably, an audience member pointed out that cargo is often secured to container floors with nails or screws and suggested that container walls and ceilings might be better candidates for replacement with FRP.
In his talk, Bob Lacovara of Convergent Composites (Perkasie, Pa.) noted that out-of-autoclave materials and processing methods now can reliably produce parts that are competitive in quality with autoclaved components. Further, the processing methods offer shorter cycle times. He posited that small composite shops, for which autoclaves have historically been out of the question in terms of initial investment and energy costs, now have avenues to produce aerospace-quality parts cost-effectively, without an autoclave.
Bayer MaterialScience LLC featured, as usual, several applications based on the use of polyurethane composites. Most intriguing was a polyurethane composite manhole cover manufactured by GMI Composites Inc. (Muskegon, Mich.) using Bayer’s Baydur RTM 902 polyurethane. GMI officials said the company has been in business for 20 years and had made manhole covers with vinyl ester until eight years ago. Reportedly, the polyurethane cover is tougher, features a 65 percent fiber volume fraction and has a life expectancy of 75 years. GMI’s modified RTM process (in which a vacuum is pulled) cycles in 20 minutes. The finished cover that was on display weighs 55 lb/25 kg (compared to 360 lb/163 kg for a cast iron cover) and withstood 2.5 million cycles in lifecycle testing regimes. GMI says the cover, which is available in diameters of 12 inches to 50 inches (305 mm to 1,270 mm), meets the U.S. AASHTO M 306 Standard Specification for Drainage, Sewer, Utility, and Related Castings with a 40,000-lb/18,144-kg proof load concentrated on a 9-inch/228.6-mm square area and held for one minute. It also exceeded the H-25 and HS-25 standards by a safety factor of 2.5. And, noted GMI executives, unlike cast-iron covers, polyurethane covers have no scrap value and are, therefore, less likely to be stolen. Bayer also featured in its booth Gulf Synthetics’ (Cummings, Ga.) PURLoc pilings for sea walls, made with Bayer’s Baydur PUL 2500 polyurethane. Read more about PURLoc in “Pultruding polyurethane: Sheet pilings break boundaries,” under "Editor's Picks," at top right).
In light of last year’s decision by the U.S. Department of Health and Human Services to list styrene as a suspected carcinogen, Arkema Inc.’s (King of Prussia, Pa.) senior applications engineer Michael Wells presented a technical paper on alternatives to styrenated resins. Fabricators, he said, can choose an alternative monomer, such as vinyl toluene, or even a modified resin with no monomer — the latter relies on reactive crosslinking at reactivity points and, thus, requires a more aggressive initiator, but, says Wells, it is practically possible to eliminate styrene with creative solutions.
After introducing the keynote speech, Owens Corning’s Thaman sat down with CT for an interview and offered some perspective on his company’s strategy and focus over the next few years. Thaman noted that Owens Corning has spent much of the past few years “building out and firming up” its manufacturing operations around the world. Now, he says, the company is focusing its efforts on markets and products. The effort is focused not only on products that help expand composites’ capabilities, but also on products that make existing technologies and materials easier to use and apply. “We are always looking to move the industry forward,” he told CT. “But we also see opportunity in making existing technologies perform more effectively.” He argued that despite calls for material and equipment standardization and automation — to increase product consistency and quality, and process uptime — many composites processes remain ripe for optimization. Thaman noted, for example, that his company’s improved OptiSpray rovings enable easier and faster sprayup, and faster wetout with less resin usage.
At the industry awards luncheon, hosted by ACMA president Lori Luchak of Miles Fiberglass & Composites (Happy Valley, Ore.), several service and achievement awards were given. Randy Weghorst, chairman of AOC Resins (Collierville, Tenn.), received the President’s Award for his planning and service activities within ACMA, including the recently announced joint convention with the Society for the Advancement of Material and Process Engineering (SAMPE), planned for 2014 (see our end note). ACMA’s Lifetime Achievement Award went to Strongwell (Bristol, Va.) chairman John Tickle for long-term commitment to many roles within the organization. Joining the ACMA Hall of Fame were Bill Seemann, president of Seemann Composites (Gulfport, Miss.) and Steve Walling, former CEO of Plasticolors Inc., now Chromaflo Technologies Corp. (Ashtabula, Ohio).
The ACMA Awards for Composites Excellence (ACE) pavilion was packed with innovative ideas and part sizes ranging from small to huge. One standout was the HydroDome composite stormwater chamber, submitted by LRM Industries International Inc. (Rockledge, Fla.), made in a unique in-line process called Sheetless Thermoforming (STF). An extrusion machine produces a molten sheet of STAMAX long-strand glass fiber-reinforced, high-density polyethylene supplied by SABIC (Pittsfield, Mass.) directly onto a large, complexly shaped mold as the mold is passed beneath the die. In the mold, the sheet is subjected to a vacuum to form and cool the thermoplastic part. The large (approximately 10-ft by 10-ft/3m by 3m) part has a height less than 24 inches/610 mm, making it a good choice for shallow installations. (All the ACE winners are identified in Table 1.)
In 2014, ACMA’s COMPOSITES show will be back in Orlando, but it will be a joint production with the Society for the Advancement of Material and Process Engineering (SAMPE, Covina, Calif.). After months of discussion, SAMPE and ACMA announced in late 2012 that the two organizations would cooperate to offer the composites industry a single event at one venue, to showcase the full range of composites products and technologies in North America. The joint ACMA/SAMPE event is set for Oct. 14-16, 2014.








Related Content

Composite resins price change report
CW’s running summary of resin price change announcements from major material suppliers that serve the composites manufacturing industry.
Read More
Syensqo, Teijin Carbon achieve aerospace qualification for composite resin
Resin infusion system Prism EP2400 achieves NCAMP qualification with Teijin Carbon’s advanced NCF and UD reinforcements.
Read More
Bladder-assisted compression molding derivative produces complex, autoclave-quality automotive parts
HP Composites’ AirPower technology enables high-rate CFRP roof production with 50% energy savings for the Maserati MC20.
Read More
Using pi joints to expand a composite wing’s flight envelope
DarkAero replaced butt joints in the center wing box assembly to increase the flight test envelope in high-speed gust load conditions for its DarkAero 1 prototype composite aircraft.
Read MoreRead Next

Pultruding polyurethane: Sheet pilings break boundaries
High-pressure pultrusion process creates polyurethane composite sheet pile system with the strength and stiffness to compete with steel.
Read More
Industrial ultrasonic NDT adaptation permits accessible composite bicycle inspection
Cycle Inspect's ASNT-aligned certification program employs affordable twin-crystal ultrasonic testing equipment and standardized inspection methods to detect damage in composite bicycle components.
Read More
Dialing in composites performance via dynamic digital twins
Sport Dynamics Lab uses Flexdynamics testing, digital models and AI tools to compare designs, materials and systems, enabling optimization with potential for propellers, drones and vibrational structures.
Read More