
Pultruding polyurethane: Sheet pilings break boundaries
High-pressure pultrusion process creates polyurethane composite sheet pile system with the strength and stiffness to compete with steel.

Pultruded using glass-reinforced pure polyurethane, Gulf Synthetics’ PURloc composite sheet pile system is gaining traction in parts of the Northeast in the wake of damage caused by Hurricane Sandy, as well as in Russia, Europe, Asia, the Caribbean and South America. Pictured here, the system is installed in Azervajain, a country in southwestern Asia that borders the Caspian Sea between Iran and Russia. Source: Bayer MaterialScience LLC

The trademarked PURLoc system is being used for cantilevered walls that require no tie back up to 8 ft/2.4m in exposed height and is strong/stiff enough for 10-ft to 17-ft (3m to 5m) walls, using a single tie-back system. Source: Gulf Synthetics

A unique connector component allows engineers to use a combination of geogrid and stiffener sheets to design a 100 percent composite system like this to heights greater than 17 ft/5m. Source: Gulf Synthetics

The PURloc sheet pile system uses a series of corrugated, interlocking piles to form a watertight wall. Each sheet pile profile is Z-shaped with a depth section of 8.5 inches/216 mm, a wall thickness of 0.25 in/6.35 mm and a width of 18 inches/457 mm (length depends on application). Source: HPC/Photo: Jeff Sloan

Step 1: Approximately 900 ends of the heaviest weight roving (56 yield) flow into Gulf’s sheet pile. Also incorporated are two layers of biaxial stitched fabric, one on the bottom and one on the top. The resulting pultrusion has a glass loading of approximately 78 percent by weight. High glass loading is typical for PU pultrusions and can range from 75 to 80 percent by weight. Source: Gulf Synthetics.
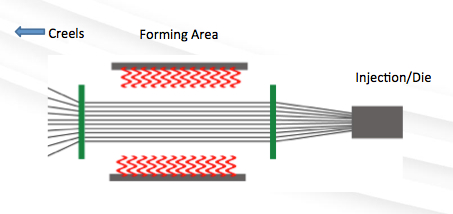
Step 2: Prior to forming, the fiber is run through 3 to 4 seconds of infrared heat (approximately 120°F/49°C). Because PU reacts to moisture, fiberdrying is critical. Excess moisture can cause blistering on the pile profile surface. The fiber architecture is fully formed before it enters the injector. Source: Martin Pultrusion Group
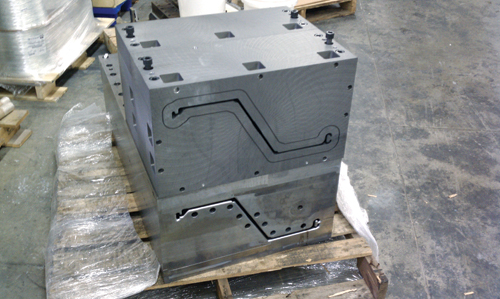
Step 3: Next, the fiber architecture enters MPG’s proprietary injector for fiber wet out. MPG’s injector (top) is modular in design and is completely independent of the die (bottom). The injector is made to mate with the parting lines of the die. Both require tight tolerances (within ±0.001 inch/ ±0.025 mm) because PU lacks the resilience necessary to conform to obstructions. Source: Martin Pultrusion Group
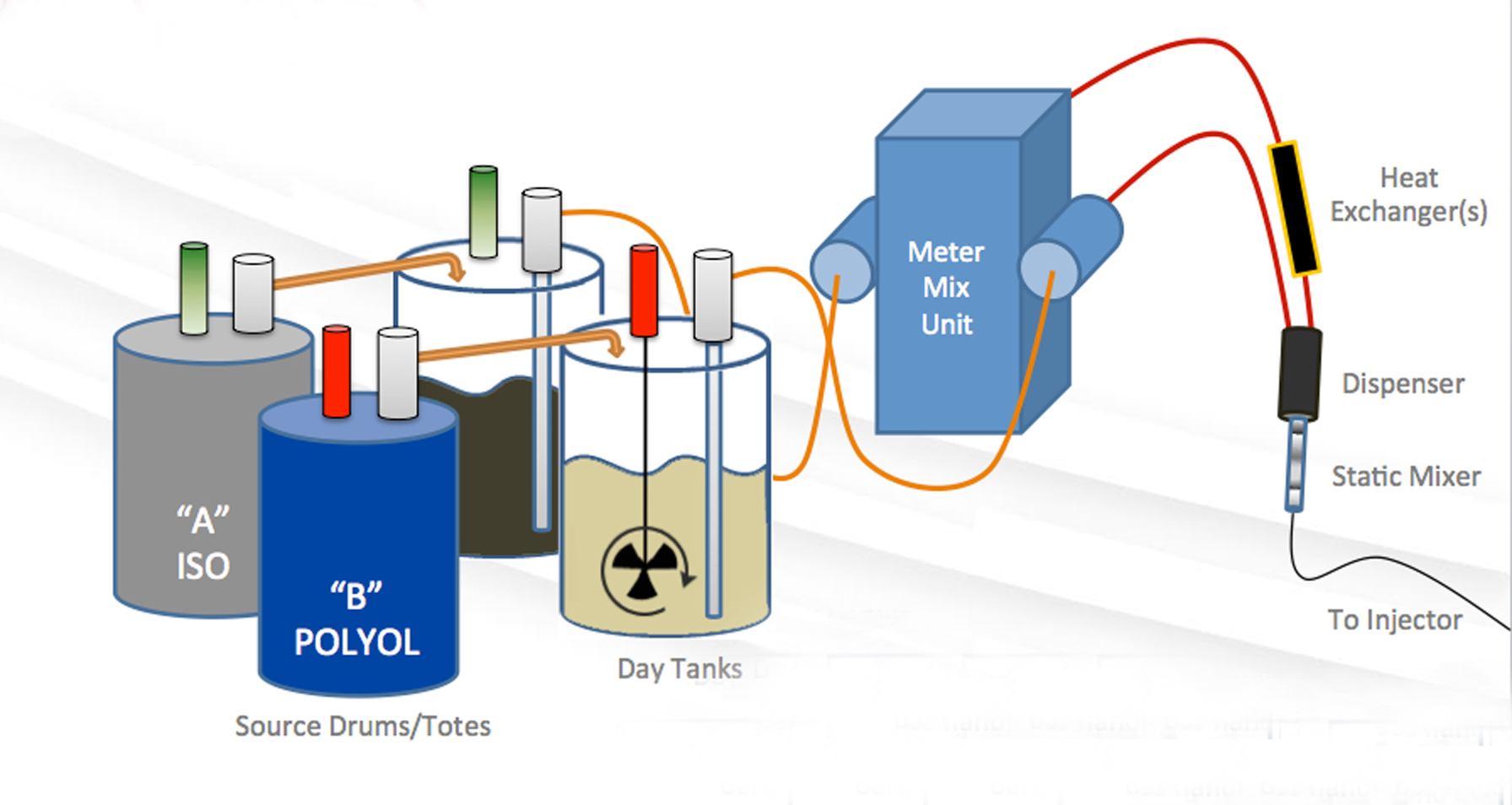
Step 4: A two-part meter/mix unit provides a steady stream of PU to the injector. It’s critical that resin is delivered without any pulsation or variation in flow or pressure to the injector. A series of complex internal geometries enable the injector to create the necessary pressure for fiber wet out. Source: Martin Pultrusion Group
Step 5: MPG included two removable inserts in the Gulf die to allow for different wall thicknesses. When competing against a lower cost resin like PVC, the inserts can be switched out to produce a thinner profile. At the exit end of the die, a cooling zone is required to act as a heat sink. It’s not uncommon for MPG to see heat zones between 425°F/218°C and 450°F/232°C through the die. The cooling zone can drop the temperature by as much as 125°F/52°C. Source: Gulf Synthetics

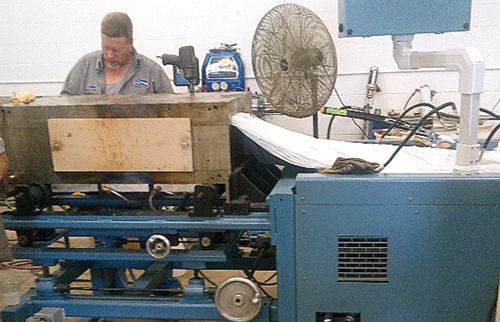
Step 6: An artist’s conception of Martin Pultrusion’s dedicated Gulf machine (with the meter/mix components cut off, bottom). A 6 ft/1.8m space has been added between the die and the first clamp puller (with air knives) to provide an extra 1 to 2 minutes of ambient cooling time. If enough heat isn’t drawn out of the profile, the clamp pullers have a hard time gripping the part. Source: Martin Pultrusion Group

Step 7: Clamp pressure is adjustable and separate from pull load pressure, which reduces the incidence of cracking profiles. Source: Gulf Synthetics

Step 8: The Gulf profiles are pultruded at a rate under 2-ft/min (0.61m/min). An automatic, flying cut-off saw cuts the profiles to the specified length for each job. Source: Gulf Synthetics

For years the composite industry and its material suppliers have been working to develop pultruded composite sheet piles that could replace wood, steel and concrete structures in commercial sea walls, retaining walls and erosion-control systems. Composite pilings made with polyester and vinyl ester resins offer clearly superior characteristics in the face of the rot, insect infestation and corrosion that cut short the useful life of conventional pilings. But structural strength and, especially, stiffness have long been factors that have limited their widespread adoption.
Material stiffness, measured as modulus of elasticity (MOE), gauges the degree of deflection a sheet pile system will experience based on wall height, soil loadings and other factors (see “On the waterfront: Composite marine piles build on success," under "Editors Picks," at top right.). At the low end, vinyl has an MOE of approximately 380,000 psi/2,620 MPa, and wood is rated at approximately 1.5 million psi/10,340 MPa. Vinyl ester and polyester composites can exhibit MOEs between 2.5 million and 3 million psi/17,240 and 20,685 MPa. But steel’s MOE is approximately 21 million psi/147,790 MPa. The question, then, is how to close the MOE gap with steel.



For piling supplier Gulf Synthetics (Cummings, Ga.), the answer lies in a matrix of “pure” polyurethane (PU) technology. At the time of its adoption, Gulf’s profiles were already pultruded, using a specially developed marine-grade hybrid PU. (A pure PU features two components, an isocyanate and a polyol. Hybrids include other components, such as amines, or even acrylic polymers.) Packed with rovings and three layers of bidirectional woven fiber fabric, these finished piles exhibited a respectable MOE of more than 4 million psi/27,580 MPa.
“When compared to polyester and vinyl ester resins, polyurethanes offer properties that are vastly superior to our conventional pultrusion resins, especially in the transverse direction where pultrusions have traditionally been deficient in mechanical properties,” says Jeff Martin, CEO of Martin Pultrusion Group (MPG, Oakwood Village, Ohio), which began working with Gulf Synthetics two years ago to redesign its sheet pile profile using pure PU. The typical glass loading for the PU pultrusion is between 75 and 80 percent by weight. “Even if we could get that much glass into polyester resin, we still wouldn’t have the strength in polyester that we have in PU because the shear properties between the roving bundles is much higher in urethane than it is in polyester,” Martin points out. “The combination of total glass loading and the higher loading of axial roving results in a higher flexural modulus component that makes a PU pultrusion much stronger.” But Gulf’s hybrid PU pilings still exhibited less than one-quarter the MOE of steel pilings.
FEA modeling performed by PU supplier Bayer MaterialScience (Pittsburgh, Pa.), however, “showed that with the same shape and same thickness and at relatively the same cost, we could produce a pure polyurethane composite part that was 30 percent stronger than what we were producing with a hybrid urethane resin,” explains Gulf Synthetics owner Mitch Wood. By moving to a glass-reinforced pure PU system — Bayer’s Baydur PUL 2500 — with high glass loading, Gulf’s PURLoc composite sheet pile system now exhibits an MOE of 6.9 million psi/47,573 MPa.
On the sea wall front, steel still has a higher MOE, but Wood points out that there are other practical factors that help PU compete. First, steel must be overengineered to account for strength loss due to corrosion. Second, steel is much heavier and its installation cost is much higher. Wood cites one job in South America: “There are canals running between the lanes of traffic and the water in the canals is eroding the road banks. The competing material would be steel, which … requires heavy machinery to deliver and install. Because our sheet piling is so strong, there’s no need to excavate the road to put in a tie-back system or bring in heavy equipment. They simply drive in the sheet pile, which can be done manually, [then] backfill and it’s done.” Further, crews install steel pilings at a rate of 20 ft to 30 ft (6m to 9.1m) per day. “With our product,” says Wood, “it is possible to install 100 ft [30.5m] per day.”
“The PURLoc system is ideal for cantilevered walls that require no tie back up to 8 ft [2.4m] in exposed height,” adds Wood. “The strength also allows for very tall walls, typically from 10 ft to 17 ft [3m to 5m], to be constructed using a single tie-back system. The system also has a unique connector piece that allows engineers to use a combination of geogrid and stiffener sheets to design a 100 percent composite system for heights greater than 17 ft [5m].”
Slowing down to win
Why isn’t everyone using PU? “Polyurethanes are inherently reactive chemically,” explains Harry George, Bayer’s manager, new markets. Although Bayer has been making PUs for pultrusion since 2003, conventional PUs cured too quickly to facilitate thorough wetout of profiles with high fiber volumes in the pultrusion process. But recent developments have made it possible to delay the cure profile. “Using a special catalyst, we’ve slowed the reactivity profile down compared to a typical polyurethane, so that now we have a gel time of 22 to 23 minutes at room temperature,” says George. When combined, the two-part resin still cures in seconds after heat is applied. It also reacts to moisture, so conventional resin baths are out. “Because it cures that quickly, you have to use direct injection to minimize the amount of material being exposed,” explains George.
Roughly 10 years ago, early research into pultruding PU began with a focus on a low-pressure pultrusion system, which today is viable for less complex pultrusion of PU composites reinforced only with axial rovings. A few years later, MPG, a party to the initial research, broke off to develop a high-pressure direct injection system for pultrusion dies that could thoroughly wet out more complex structural profiles, such as Gulf’s sheet pile.
It is possible to inject resin through the biaxial stitched fabrics used in Gulf’s pile profile only with a high-pressure system, Martin explains. “It’s also very hard to inject, even at high pressure, through an all-roving phase in thick packages of reinforcement, because roving creates a very dense layer. It takes very high pressure to push the polyurethane through the glass to make sure you have complete wet out.”
The resulting composite exhibits high transverse strength, interlaminar shear strength and damage resistance. Also, research has shown low void content (less than 1 percent) in glass-reinforced PU composites. The resulting profile exhibits not only high interfacial strength, but also reduced water absorption and, therefore, a much-reduced risk of resin/fiber delamination caused by saltwater diffusion into material voids, says Michael Connolly, principal scientist at Huntsman Polyurethanes (Auburn Hill, Mich.), which has been involved in PU pultrusion since 1998, working closely with MPG and other pultruders to further the technology.
“We struggled the first year or two to make PU work in pultrusion, but even in those early days, it was obvious that polyurethanes offered unique physical performance characteristics that you can’t get with the competitive resins in the pultrusion market,” Connolly says.
MPG’s investment on the PU processing side has been sizable (see “Polyurethane pultrusion: Next-gen equipment” at the end of the article or click on the title uder "Editor's Picks," at top right). A year ago Martin and his son David (president and COO of MPG) started Viapul Corp. (Oakwood Village, Ohio), which does contract manufacturing, almost exclusively in PU. Viapul is currently manufacturing the PURLoc sheet pile profiles for Gulf Synthetics.
How it’s done
The PURLoc sheet pile system uses a series of corrugated, interlocking piles to form a watertight wall. Each sheet pile is Z-shaped. The Z-shape is 8.5 inches/209 mm deep, and the profile is 0.25 inch/6.35 mm thick and 18 inches/457 mm long (linear). Profiles are pultruded and cut to the specified length for each job. MPG has a dedicated next-generation machine set up for just-in-time manufacturing of Gulf’s PURLoc system.
The pultrusion process itself is set up like any traditional pultrusion process, with a few key differences. For one, Gulf’s sheet pile has high glass loading: approximately 78 percent by weight.
“We have approximately 900 ends of the heaviest weight roving — 56 yield — flowing into this part,” explains Jeff Martin. Rovings from PPG Industries (Pittsburgh, Pa.) and Owens Corning Composite Materials (Toledo, Ohio) have been qualified for the sheet pile. Also incorporated are two layers of biaxial stitched fabric from Vectorply (Phenix City, Ala.), one on the bottom and one on the top.
“Previously, the part was constructed with a center fabric layer,” says Jeff Martin. “However, when we redesigned the part, we took the center fabric layer out because … at the center axis [it was] not contributing mechanically to the performance of the seawall.”
“Typically, when you find a center fabric in a traditionally pultruded form, it’s being used as a resin carrier to aid in wetting out the profile,” adds David Martin. “We’re able to do this in polyurethane with a pressurized injection unit that is efficient enough not to require a center carrier — a significant cost saver since mats are more expensive than rovings.”
The first step in the pultrusion process is fiber drying. The fiber must be dry when it comes in contact with the PU. Excess moisture can cause blistering on the surface of the profile. “Raw glass will absorb even moderate levels of humidity, and while you can get away with some level of moisture absorbance with other resin systems, polyurethane reacts to moisture,” David Martin explains. “We run the fiber through three or four seconds of infrared heaters — maybe 120°F [49°C] — in the preform section to flash off any excess moisture that might be hiding in the mass of roving.”
“From there we go into full-fledged forming, which is where we part ways with low-pressure polyurethane pultrusion,” he adds. “We fully form the fiber architecture before it enters the injector. So, we have essentially molded the complete seawall dry, and then it enters into our injector as a fully formed package of reinforcement.”
Direct injection
Next the fiber form is pulled into MPG’s proprietary injector. “Some people do direct die injection, which is when the die itself is modified and the pump system is plugged directly into the die. They may hollow out a section inside the die to allow resin to accumulate, which creates a little bit of pressure,” David Martin explains. “What we’re doing is distinctly different.”
MPG’s injector is modular in design and is completely independent of the die. A two-part meter/mix unit provides a steady stream of PU to the injector. For a quality part, it’s critical that resin is delivered without any pulsation or variation in flow or pressure to the injector.
“Our injectors are made to mate with the parting lines of the die,” he adds. “We can make them with anywhere from one section to multiple sections, depending on what our engineers deem necessary.” The injector itself creates the necessary pressure for fiber wetout. “We do not rely on the pumping or metering system to supply any pressure at all,” he explains. “Our injectors have a series of complex internal geometries that assist in the wetout process.”
“The pressure is created through these geometries, and we have found that small changes in certain places within that modular injection die have dramatic effects on the wetout in certain sections of the part,” adds the elder Martin.
“The geometries … inside these injector sections often must be ground or EDM’d as separate inserts to allow for the complex geometries,” he notes. “Most often, the parting lines in the injectors will match the die itself, which makes the system very user friendly for the operator.”
Running tight and hot
The pultrusion die requires much tighter tolerances than a traditional die. “If you’re off by as much as 0.001 inch [0.025 mm] on the female taper towards the exit end of the die, you’re not going to be able to pull the profile,” says David Martin. “Whereas a polyester will simply conform around a taper and have enough resiliency to go through, urethane is rigid enough that it will stop in the face of any obstruction.”
MPG, which also manufactured the die for the Gulf part, included two removable inserts to allow for different wall thicknesses. “If Gulf is competing against a lower cost resin like PVC in an application, we can switch out the inserts to produce a thinner profile.”
Also, the high glass loading of the urethane composite results in an overall higher density, which causes the emerging profile to be hotter than a traditionally reinforced polyester profile. “It’s not uncommon for us to have heat zones between 425°F/218°C and 450°F/232°C, which is significantly higher than polyesters,” David Martin says. “One of the challenges is transferring that heat into the profile in order to pick up processing speed.”
It’s critical to quickly cool the part after it exits the die. A cooling zone at the die’s exit acts as a heat sink. “If a part has seen as much as 425°F/218°C in the die, for example, the cooling zone can get it to exit the die closer to 300°F [149°C]. From there we have the distance between the die and the first clamp puller to ambiently cool the part,” he says. On the dedicated Gulf machine, 6 ft/1.8m has been added between the die and the puller to provide an extra one to two minutes of time for ambient cooling. This is common for PU pultrusion machines. Air knives are used in this area for additional cooling. The Gulf profiles, however, are pultruded at a rate of less than 2 ft/min (0.61m/min). For profiles that run at higher speeds, water misting has proven to be the most efficient way to draw out heat. “We have some profiles that are running at 70 inches/min [1.78 m/min], which is fast for any system,” says David Martin. “If you don’t draw enough heat out of the profile, the clamps have a hard time gripping the part.”
“Beyond the pullers, there’s nothing truly unique or different,” he says. “In essence, there are much tighter process controls with polyurethanes than other resin systems — I always refer to it as a smaller target,” he adds. “With a polyester, you can aim at the target, and if you hit the paper, you’re going to get a good part. With urethane, when you aim at the target, you have to hit the bull’s-eye every time.”
In the field
According to Wood, PURLoc sheet pile is gaining traction in parts of the Northeastern U.S. in the wake of damage caused by Hurricane Sandy, as well as in Russia, Europe, Asia, the Caribbean and South America. Gulf currently has five projects underway and recently completed projects in Long Island, N.Y.; the Cayman Islands; and Suriname, South America.
Gulf also has entered into a partnership with Pearson Piling (Falls River, Mass.), which manufactures a composite round piling, for U.S. domestic sales of the PURLoc sheet pile.
The future? “What we’re doing is opening up new markets to vulnerability from composites,” claims Jeff Martin, stressing that composites now compete against not only steel and concrete but aluminum extrusions (MOE of about 10 million psi/68,950 MPa) in other markets.
Martin Pultrusion presented the results of its pultrusion equipment R&D efforts in the following papers:
“Hardware Considerations When Processing Urethane Resins,” David Martin, Martin Pultrusion Group; ACMA, Feb. 2012, Las Vegas, Nev.
“Urethane Resins Increase Opportunities for Pultruders,” Jeff Martin, Martin Pultrusion Group; ACMA, Feb. 2012, Las Vegas, Nev.








.jpg;maxWidth=300;quality=90;format=webp)







Related Content

Sulapac introduces Sulapac Flow 1.7 to replace PLA, ABS and PP in FDM, FGF
Available as filament and granules for extrusion, new wood composite matches properties yet is compostable, eliminates microplastics and reduces carbon footprint.
Read More
PEEK vs. PEKK vs. PAEK and continuous compression molding
Suppliers of thermoplastics and carbon fiber chime in regarding PEEK vs. PEKK, and now PAEK, as well as in-situ consolidation — the supply chain for thermoplastic tape composites continues to evolve.
Read More
Novel dry tape for liquid molded composites
MTorres seeks to enable next-gen aircraft and open new markets for composites with low-cost, high-permeability tapes and versatile, high-speed production lines.
Read More
Plant tour: Spirit AeroSystems, Belfast, Northern Ireland, U.K.
Purpose-built facility employs resin transfer infusion (RTI) and assembly technology to manufacture today’s composite A220 wings, and prepares for future new programs and production ramp-ups.
Read MoreRead Next

On the waterfront: Composite marine piles build on success
Composite sheet pile competes against heavy-gauge steel while composite round piles enhance their position in the market and target wider acceptance in structural applications.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More