
Automated, in-situ inspection a necessity for next-gen aerospace
Inline inspection technologies continue to evolve with the aim of providing faster and more accurate part inspection.
.png;width=70;height=70;mode=crop;format=webp)
This Fives Viper automated fiber placement machine, integrated with NRC profiling technology, enables high-quality, real-time, in-process inspection for the aerospace industry.
Source | National Research Council Canada

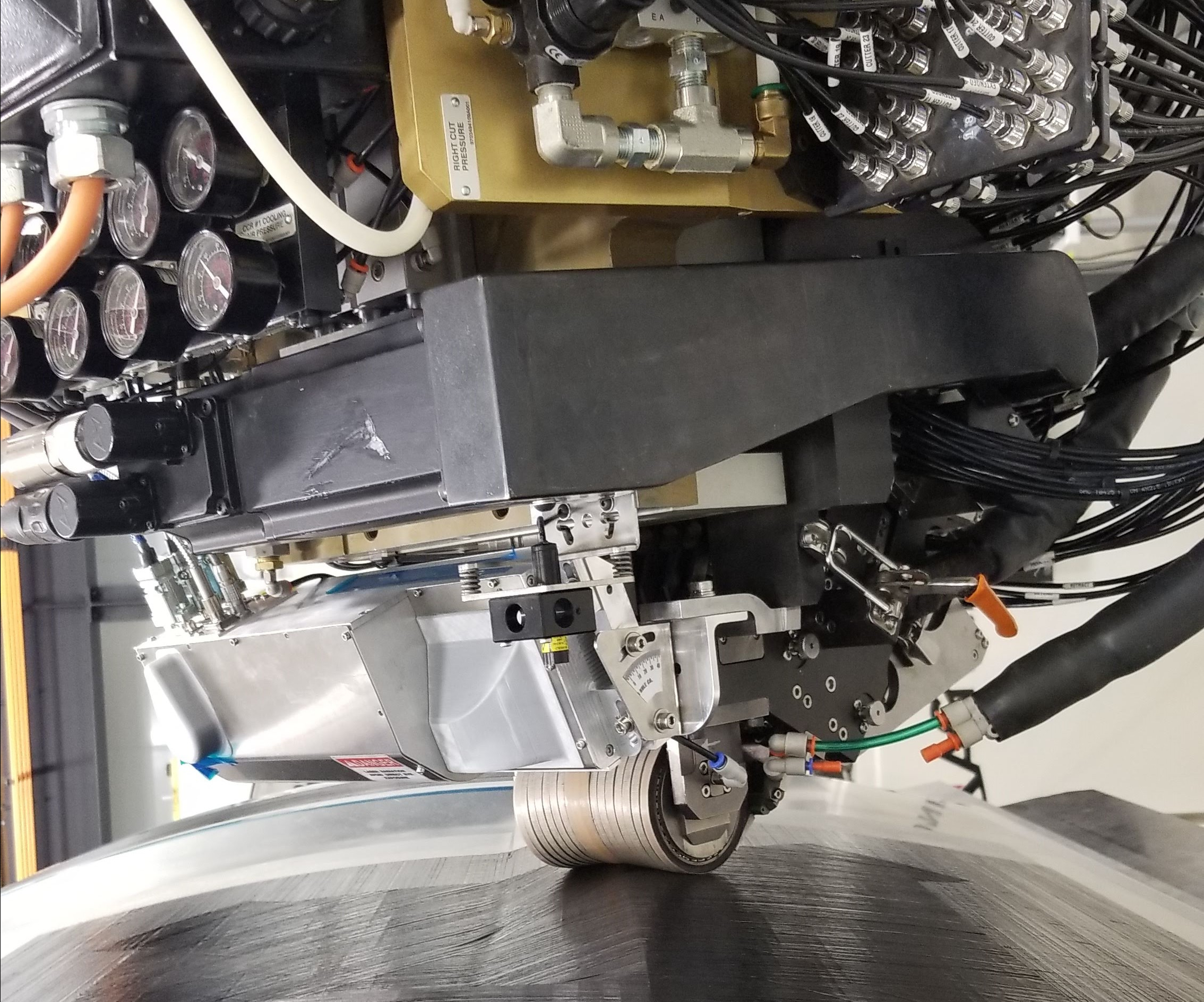
Automated fiber placement (AFP) head from Electroimpact.
CW photo | Scott Francis



It may go without saying, but the continued viability of composites in commercial aircraft programs depends on reducing costs and improving production rates. Automation of production processes, such as automated fiber placement (AFP) and automated tape laying (ATL), improves speed and efficiency, but the need for careful, often manual, visual inspection has been a common time constraint. Just how much time is added to the overall production time by manual inspection? Accounts vary from 30 percent on the low end to more than 60 percent, as reported in a paper presented several years ago by Robert Harper of Fives Cincinnati (Hebron, Ky., U.S.) and Allen Halbritter of Boeing (Chicago, Ill., U.S.). So, though variable, the time penalty is significant.
In recent years, numerous companies have been working to develop automated inspection technologies that can keep up with automated production. Such efforts include inspection systems from companies like Electroimpact Inc. (Mukilteo, Wash., U.S.), Danobat Composites (Elgoibar, Spain), Apodius (Aachen, Germany), FACC AG (Ried im Innkreis, Austria) and Fives.



Inspecting next-generation wing panels
Electroimpact’s automated inspection system enables inspection of wing panel structures for Boeing’s 777X. It consists of three LASERVISION projector units from Aligned Vision (Chelmsford, Mass., U.S.), each equipped with a high-resolution camera and a laser projector. The units each work with a laser profilometer — a small laser that projects a line onto the work surface — mounted on the AFP machine head. The three elements (laser, camera, profilometer) provide data to a user interface supported by computer software algorithms. (Read more about Electroimpact’s solution in CW contributor Sara Black’s article “Improving composites processing with automated inspection.”)
Dry material placement inspection
Meanwhile, Danobat Composites has been working to develop two types of technology and software systems to support automated process inspection for its automated dry material placement (ADMP) machines. The first uses a laser profilometer, or LLT (laser line triangulation) sensor, to map the edges of the dry materials during lay-down and detect whether fabric positions are within specified tolerances. The second method involves a combination of LLT sensing and photometric scans with camera sensors.
Measuring fiber orientation
Apodius, a subsidiary of Hexagon Manufacturing Intelligence (North Kingstown, R.I., U.S.), has developed successive iterations of its Apodius Vision System. The optical system for fiber orientation measurement and defect detection allows up to three fiber orientations to be detected, measured and analyzed. Fiber orientation can be measured to 0.1-degree resolution by evaluating the recorded raw image data of the surface texture compared to the textile’s actual design, including woven, noncrimp and braided fabrics. The system enables statistical process control (SPC) for the release of preforms into production and is being employed in several large-scale production lines.
(Read more about the Danobat and Apodius technologies in “Improving composites processing with automated inspection, Part II.”)
Configuring inspection tasks
In August 2018, FACC began a three-year research project aimed at streamlining the setup of industrial inspection robots. The SPIRIT project, under the lead of Profactor GmbH (Steyr, Austria) along with scientific and industrial partners from Austria, Germany and Italy, aims to develop programming software for a new generation of inspection robots, which will be able to deal with a range of challenges such as switching between different inspection technologies and inspecting new parts.
“The goal of the project, in line with our aim of advancing robotic solutions, is to replace the time-consuming and highly skilled task of robot programming with simply configuring the inspection task,” says Helmuth Hoeller, director of the NDT division at FACC.
According to FACC, the inspection robot will use a CAD model of the component, along with the CAD model of the work cell, to automatically generate robotic programming for the particular task at hand. (Read more about the technology in the news story “FACC awarded inspection robot research project.”)
Next-generation AFP surface profile measurement
Recently, the National Research Council of Canada (NRC, Ottawa, Canada) and Fives joined forces to develop an advanced profilometer for material placement aimed at providing faster and more accurate part inspection.
According to Ken Wright, chief technology officer at Fives, the company’s In-Process Inspection (IPI) technology is a derivative of infrared interferometry — an optical technology that uses infrared light waves to measure distance. Wright says the profilometer shows considerable advantages over existing inspection technologies used for the same purpose. The new profilometer is not dependent on the angle of the surface and is said to be more robust in ambient light conditions. The system also rides along with the AFP head and is thus able to access more confined spaces. In tests conducted since late 2017 on NRC’s Cincinnati Viper 4000 AFP, located at STELIA Aerospace-North America (Mirabel, Quebec, Canada), the new profilometer has reportedly demonstrated improved results over LLT.
The next-generation sensor is said to provide real-time defect measurement and real-time tow placement measurement, and it works with a range of composite material types. It is reportedly capable of reducing processing time by up to 30 percent compared to layup operations using manual inspection.
NRC holds the basis patent for the next-generation profilometer and has licensed it exclusively to Fives for composites manufacturing applications. Fives has begun the final testing stage with customers and expects to commercialize the technology before the end of 2019.
What’s next?
Next-generation commercial aircraft programs — with some possibly targeting build volumes of 100 per month — obviously cannot rely on manual inspection of composite parts and structures to meet rate requirements. Given this, automated inspection has become a necessity and the aerocomposites supply chain has clearly gotten the message that old technologies will not suffice.

The Next Generation of Aerospace Manufacturing
With the commercial aviation industry projected to double in the next 20 years, meeting the demand for passenger and freight aircraft will require new technologies and unprecedented manufacturing rates.
Learn more about the materials and processes that will shape next-generation aircraft in a collection of stories from CompositesWorld, Modern Machine Shop and Additive Manufacturing, available to read or download for free. Get it here.












Related Content

Novel dry tape for liquid molded composites
MTorres seeks to enable next-gen aircraft and open new markets for composites with low-cost, high-permeability tapes and versatile, high-speed production lines.
Read More
Materials & Processes: Resin matrices for composites
The matrix binds the fiber reinforcement, gives the composite component its shape and determines its surface quality. A composite matrix may be a polymer, ceramic, metal or carbon. Here’s a guide to selection.
Read More
One-piece, one-shot, 17-meter wing spar for high-rate aircraft manufacture
GKN Aerospace has spent the last five years developing materials strategies and resin transfer molding (RTM) for an aircraft trailing edge wing spar for the Airbus Wing of Tomorrow program.
Read More
Materials & Processes: Fibers for composites
The structural properties of composite materials are derived primarily from the fiber reinforcement. Fiber types, their manufacture, their uses and the end-market applications in which they find most use are described.
Read MoreRead Next

Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More