
In-mold alternatives to postmold decoration
CT reviews viable, versatile technologies that reduce the time and cost of finishing composite parts.
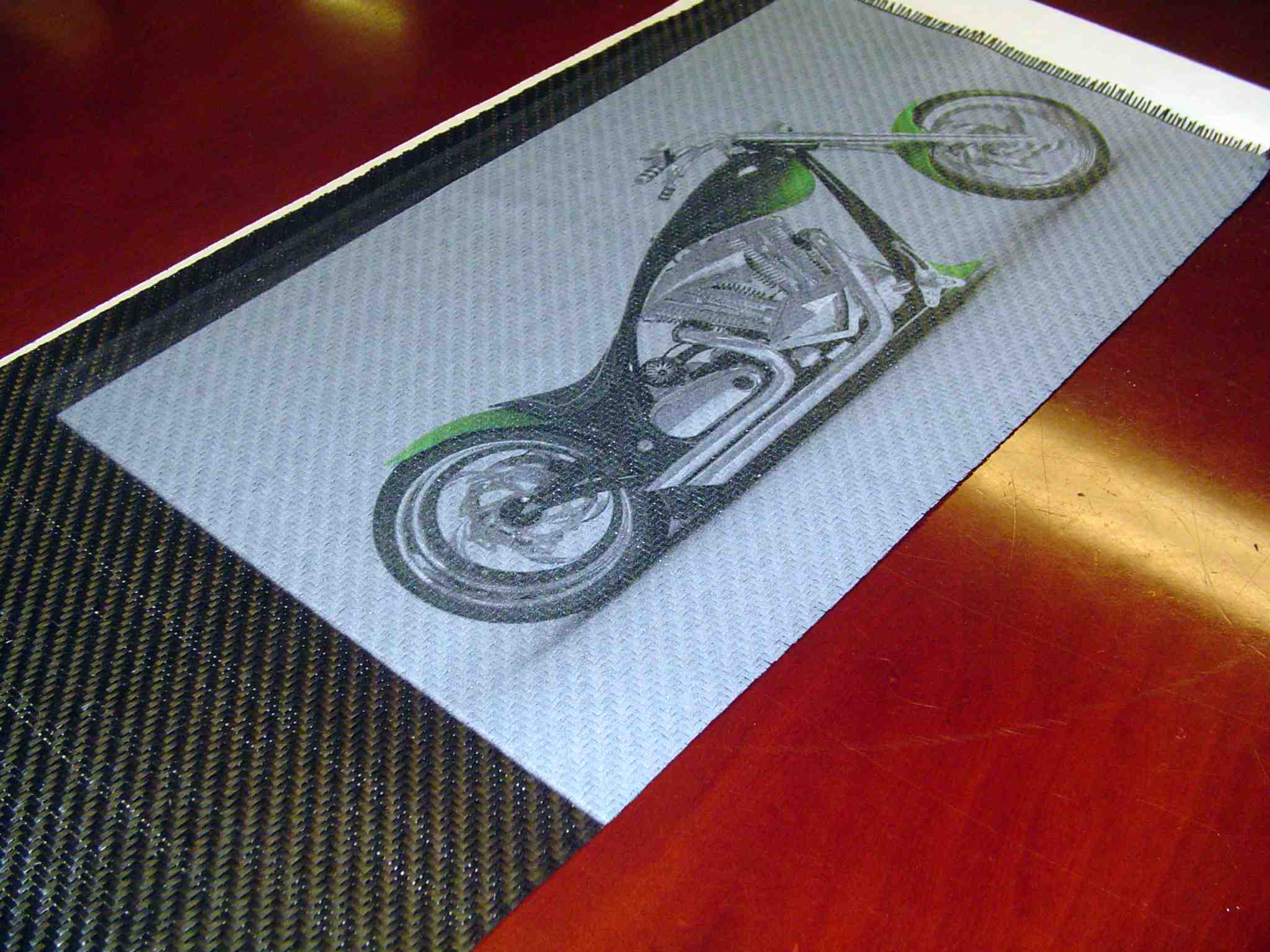
The Cojet UV-curable CNC inkjet printer, from Charlotte, N.C.-based Anderson America Corp., is capable of printing photo-quality images directly on composite parts or (as shown here) on woven carbon fiber reinforcement. Source: Anderson America

Automaker Opel eliminated the need for postmold priming or painting on its 2005 Zafira roof module. A preformed Lexan SLX film from SABIC Innovative Plastics (Pittsfield, Mass.) was backmolded using a long-fiber injection (LFI)/polyurethane process. Source: SABIC Innovative Plastics

Carbon Motors’ (Atlanta, Ga.) concept police car sports Soliant LLC’s (Lancaster, S.C.) Fluorex paint film, applied during the molding process, in place of paint on all exterior body panels. In-mold decoration is expected to save the automaker millions of investment dollars. Source: Carbon Motors

A close up of the printed image on woven carbon fabric. Source: Anderson America



It’s almost axiomatic: When you’ve demolded a composite component, the job’s only half done. The addition of an attractive color, product logo and/or other decoration is an important part of making the product both functional — finishing can include application of an ultraviolet (UV)-resistant coating, for example — and marketable to end-users in an increasingly crowded marketplace. Historically a secondary operation, product finishing adds significantly to total manufacturing time and cost. Because the superior performance of composites sometimes still comes at a greater upfront cost, in terms of materials and molding methods, than the legacy materials they replace, composites manufacturers have perennially found themselves at a marketing disadvantage.
This reality has been a primary force behind a collection of developing technologies that reduce and, in some cases, eliminate postmold finishing, but produce a product functionally and aesthetically equal to, and sometimes better than, what was previously possible. Composites manufacturers that implement them are shortening their production cycles, reducing manufacturing cost and impact on the environment (outcomes once considered mutually exclusive), and placing their composite products on a more cost-competitive footing.
A prime target of these efforts is painting, the most common method of decorating manufactured parts. Although it’s too soon to predict the death of the paint line, especially when water-based paints are alleviating concern about volatile organic compound (VOC) emissions from legacy solvent-based systems (see, for example, CT’s “Engineering Insights” feature on the Lotus ECO Elise, p. 46, this issue), painting adds as many as three postmold manufacturing steps (primer, colorcoat and clearcoat). And when parts are large, spray equipment and baking ovens require significant plant floor space. “The ovens needed to dry paint, alone, consume a huge amount of electricity,” adds Trevor Rudderham, the chief development officer at startup automaker Carbon Motors Corp. (Atlanta, Ga.), a company determined to bypass paint entirely for the fiber-reinforced body panels on its new, purpose-built law enforcement vehicle. “We want to avoid the paint shop by specifying only panels that require no post production,” he explains. The company expects to save millions of dollars, estimating that a traditional paint line accounts for approximately 40 percent of the capital investment in a new car production plant.



“We want all the exterior panels to be 100 percent recyclable,” adds Rudderham. To accomplish these ends, he says, “We’re looking at entirely new technology.”
Finishing in the mold
That technology is in-mold decorating (IMD), a broad category, encompassing a range of processes that, in many cases, aren’t actually new. They have in common, however, that they can accomplish all or at least part of the finishing process during the molding cycle.For the exterior body panels of its Carbon E7 law enforcement vehicle (see photo, at right), Carbon Motors is investigating a technique called film insert molding (FIM). In FIM, a flat thermoplastic film is predecorated on its “B” side — a practice known as second-surface decoration. Then, the film is thermoformed to near-net part shape. Placed in the mold, with its “A” surface against the mold surface, the film is backfilled with the composite, which can take the form of dry reinforcements in an infusion process; continuous fiber-reinforced thermoplastic sheeting, in a thermoforming or compression molding process; or a chopped-fiber-reinforced molding compound in an injection molding process.
“One primary challenge with fiber-reinforced components is the percent content of the fiber reinforcement and what that does to the interlayer adhesion between the film and the molded part,” warns Michael Laurin, global technical development engineer and program leader, SABIC Innovative Plastics (Pittsfield, Mass.) “Fiber content over 30 percent will generally result in delamination during many end-use environmental tests.” Fiber read-through on the show surface is another potential issue, adds Laurin.
In some cases, a multilayer film system is specified to mimic clearcoated paint, impart enhanced surface features, protect the decoration from damage during processing an/or enhance adhesion. From this category, Carbon Motors has selected Fluorex paint films produced by Soliant LLC (Lancaster, S.C.), which combine a top layer of UV-resistant, clear polyvinylidene fluoride (PVDF) and an acrylic color layer. The company has already selected for vertical body panel laminates a thermoplastic supplied by BASF Coatings Division (Southfield, Mich.). Carbon Motors is working with its materials suppliers to find a recyclable thermoplastic composite material that can be in-mold decorated and has the stiffness and strength necessary to self-support in the car’s wide horizontal panels.
Although the films are inherently compatible with thermoplastic composites, they also are viable (when properly engineered) for thermoset composites. This is especially the case with long fiber-reinforced polyurethanes, which have processing temperatures and pressures well below those required to process sheet molding compound (SMC) and bulk molding compound (BMC). For example, the roof module for Smart GmbH’s (Böblingen, Germany) Smart ForTwo roadster, a Class A long-fiber injection (LFI) component, is decorated using a thermoformed co-extruded sandwich film made of an ASA/PC substrate with a colored coating and a clearcoat, supplied by SABIC Innovative Plastics (Pittsfield, Mass.), using Krauss-Maffei’s (Florence, Ky.) LFI polyurethane (PUR) process. Glass fiber rovings are chopped to a set length in a chopper immediately upstream of the mixing head. In the mixing head, these filaments are wetted with the PUR reaction system. The thermoformed film is placed in the mold, then backfilled with the fiber/PUR mix.
Generally speaking, it’s important to design the part and tool with FIM in mind. “Existing tools have been used in the past,” says SABIC’s Laurin. “However, the success rate is low because the tool often needs modifications to accommodate the film.” Modifications include gate changes, addition of locating features, changes to runner systems, and addition of vacuum or venting. SABIC, which offers specialty films for FIM under the Lexan SLX brand, suggests the following guidelines (for more on FIM, see “Learn More,” at right):
- Minimize deep draws or other abrupt wall transitions.
- Position text away from areas of draw, to avoid distortion.
- Position second-surface graphics away from injection gates.
In-mold labeling(IML) is similar to film insert molding, but avoids the thermoforming step. A decorated flat film is placed in the mold prior to layup or injection and, like a conventional paper label, adheres only to a portion of a three-dimensional (3-D) component, in an area with a relatively shallow contour to which the film can conform. This technique is ideal for adding durable identity graphics to pricier consumer products that sell at retail. “In-mold labeling is a growing part of our business,” says Andy Spaeth, sales representative, Romo Durable Graphics (De Pere, Wis.). “It has grown from 10 percent three years ago to between 30 and 40 percent today.”
It’s important to note that film decoration is not limited to paint-like solid colors. In fact, the films can accommodate almost any type of graphic image. Screen printing is a popular technique used to apply graphic designs onto film, reports SABIC, but increased demand for higher resolution graphics has led to the experimentation and use of high-resolution printing systems, such as four-color offset, digital-inkjet printing and sublimation. Many of these systems require a tie coat or barrier coat to help the printing ink resist washout and help provide adhesion to the back-molded resin during second-surface molding, adds the company. Proper materials selection, be it film, resin or ink, is critical to success.
Most IML decals are made by offset lithography and flexographic printing, says Ray Greenwood, technical specialist, Specialty Graphics Imaging Assn. (SGIA; Fairfax, Va.). “There are some limits to the special visual effect attributes that a flexo-, inkjet-, or litho-printed IML decal can impart, which is why screen printing and pad printing are still strong parts of the industry.” Additionally, IML decals may require UV coatings, which can be added as part of the printing process, to withstand outdoor exposure.
For those who desire to add printed graphics to 3-D part surfaces, an out-of-mold option is water transfer printing, also known as aquagraphics. Aquagraphic-based technologies are available from several companies, including Aqua Graphics USA (Grand Blanc, Mich.) and Cubic North America (Livonia, Mich.), an affiliate of Taica Corp. (Tokyo, Japan). They are applicable to automotive parts, sporting goods, electronic devices and a variety of other products. In this indirect imaging process, two-dimensional (2-D) graphics — typically solid colors, wood grains, or abstract patterns — are printed by one of the methods noted above onto a water-soluble flexible film, then transferred to the part in a novel process that provides a simple means to conform the flat image to nonflat part surfaces.
Cubic North America’s VP Lamie Haga describes the Cubic printing process: “First, the pattern is gravure-printed onto water-soluble PVA film. The film is then specially treated to re-activate or re-wet the inks.” The printed film is floated, image-side up, on the surface of a heated water bath. “The substrate is pushed down onto the film from overhead, and the pattern is transferred via the water’s natural pressure,” Haga continues. “The film is then washed away, the part is dried, and a protective topcoat is applied.”
According to Haga, using the Cubic process on a fiber-reinforced polymer isn’t much different than on any other substrate. “Almost every substrate has its own challenges and needs its own recipe,” says Haga. “With any material you must understand the substrate and apply the correct adhesion promoters,” he adds.
It should be noted that several of the previously mentioned printing technologies can be used to apply decoration directly to a demolded composite part (see the sidebar, below). For more information about individual printing technologies, see “Learn More.”
Paint with fewer steps
A more common IMD alternative to paint — one as old, in fact, as polymer composites — is in-mold coating (IMC). Widely used, particularly in composite boatbuilding, IMC can be done with the familiar liquid gel coat. Applied to an open mold prior to layup, they produce a finished part, right out of the mold. Gel coats also have found use in closed molding. Krauss-Maffei’s LFI PUR process, for example, is compatible with gel coating.However, most gel coats are built on epoxy, vinyl ester or unsaturated polyester resin formulas that require spray application and relatively lengthy cure. All but the epoxies also emit VOCs. Further, in end markets such as automotive, a historic commitment to paint prevents their use. More recently, therefore, IMC processes have been developed to answer these objections, and have made IMC practical for in-mold application of primers. They require no sprayup and use closed molds to trap and prevent the release of VOCs. Coatings are injected into the mold after the part has substantially cured, using one of two methods: high-pressure injection, during which clamping force is maintained during the coating injection process and injection pressures range from 3,000 to 5,000 psi, or low-pressure injection (LPIMC), in which the mold is opened slightly and the coating is injected into the gap and spreads across the surface of the part under the force applied when the mold is reclosed. Originally designed for injection molding, these methods are now applicable in compression molding and thermoforming.
Omnova Solutions (Akron, Ohio) is one of several specialists that has offered IMC for SMC in compression molding applications for more than 25 years. According to Elliott Straus, Omnova’s technical services manager, IMC offers advantages over conventional postmold priming. “In-mold coating acts to fill porosity, reduce sinks, and furnish a primer-like or topcoat-like coating, thus upgrading the part surface to automotive standards,” he contends. “There is no orange peel associated with IMC parts as is often the case with wet-primed parts,” he adds. “High and low spots (amplitudes of 0.1 mm [0.004 inch]) are leveled out using IMC and the distinctness of image (DOI) is enhanced.”
In an increasingly popular variation, in-mold painting, a thin film of specially formulated paint is sprayed directly into the open mold prior to injection or compression molding. The process does require setup of an online spraying system, and complex mold shapes can be difficult to accurately spray. Additionally, the quality of the paint surface is entirely dependent on mold surface quality.
Krauss-Maffei has combined in-mold painting with its LFI PUR process to produce Class A surfaces for vehicle applications. For example, Harita TVS Technologies (Bangalore, India) uses it to put a high-gloss surface finish on tractor engine covers. High-gloss paint is sprayed on the surface of the mold, which has been polished to a high gloss. A barrier coat, designed to prevent fiber print-through, is then sprayed onto the paint coat before the LFI PUR mix is discharged into the mold.
Ube Machinery (Ann Arbor, Mich.) offers its own spin on the in-mold painting process with its Imprest technology. During the molding process in its all-electric, low-pressure injection molding press the fiber-reinforced thermoplastic that will form the part enters the specially designed mold and is held under low pressure until partially cooled. Then, the mold opens slightly to create an internal gap and paint is sprayed onto the part surface via a built-in paint injector. Finally, the mold is closed again and the paint cures to a Class A surface. Reportedly, cycle time on an injection-molded motorcycle side cover, which is typically 50 seconds, is increased by only 25 seconds for the in-mold paint process.
Time compression, cost reduction
Although there is little doubt that post-mold finishing methods, such as painting, will continue to be viable for high-volume parts, particularly in the auto industry, where SMC automotive body panels have been adapted successfully to legacy paint systems, the in-mold and out-of-mold alternatives described here will continue to gain favor. They’ll do so on the strength of their ability to streamline the manufacturing process, offer a greater degree of flexibility in graphic design, and reduce harmful emissions during part production. But just as important, they will be an important resource in the composite manufacturer’s efforts to eliminate processing steps, compress production time and compete on a more level playing field in terms of cost.















Related Content

CAMX 2022 exhibit preview: Conductive Composites
Conductive Composites expands its portfolio of multifunctional electrically conductive composite materials with a new line of NiShield nonwovens and NiBond electrically conductive two-part structural epoxy adhesive.
Read More
Scott Bader ATC begins Crestabond MMA structural adhesive production
Scott Bader’s Drummondville, Canada, facility has begun manufacturing and supplying composites-applicable adhesives to its North American customers.
Read More
Scott Bader acquires Satyen Polymers, enhances commitment to Indian customers
Under the agreement, India-based Scott Bader Pvt. Ltd. will assume responsibilities for direct sales and marketing for all resin and gelcoat products, bring composites and adhesives to Indian market.
Read More
Park Aerospace launches aerospace, MRO structural film adhesive
Aeroadhere FAE-350-1 is a curing epoxy formulation designed for composite, metal, honeycomb and hybrid applications.
Read MoreRead Next

In-Mold Decorating Dresses Up Composites
Automotive/industrial markets foster development of finishing techniques that eliminate costly paint lines.
Read More
Roof Module Reflects Well On Paintless Composites
Unique long-fiber injection process yields a paintless high-gloss finish, 20 percent weight reduction and improved safety -- all in one shot.
Read More
VEC Shield Eliminates Gel Coat And Post-mold Painting
Thermoformed outer shell for molded fiberglass cuts emissions and provides a stronger, more durable, nearly Class A finish.
Read More