
Big additive machines tackle large molds
In commercial aerocomposites fabrication, molds reign supreme, but they are expensive. Large-format additive manufacturing systems are poised to make production-ready molds quickly and affordably.

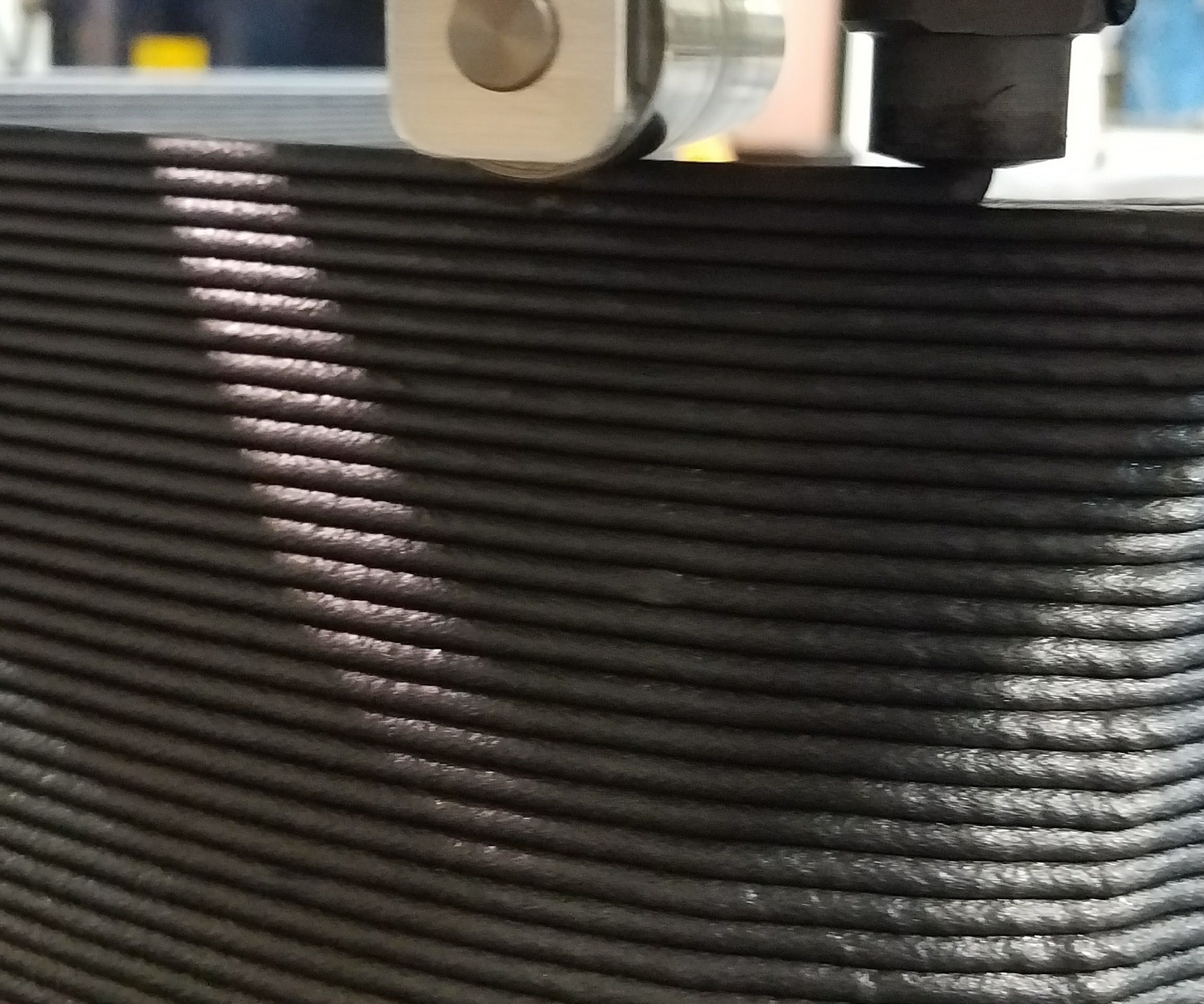
One of the most critical aspects of large-format additive manufacturing is to develop an effective bond from layer to layer. This photo shows the Ingersoll system, which uses localized heating to promote bead-to-bead adhesion. Photo | Ingersoll Machine Tools
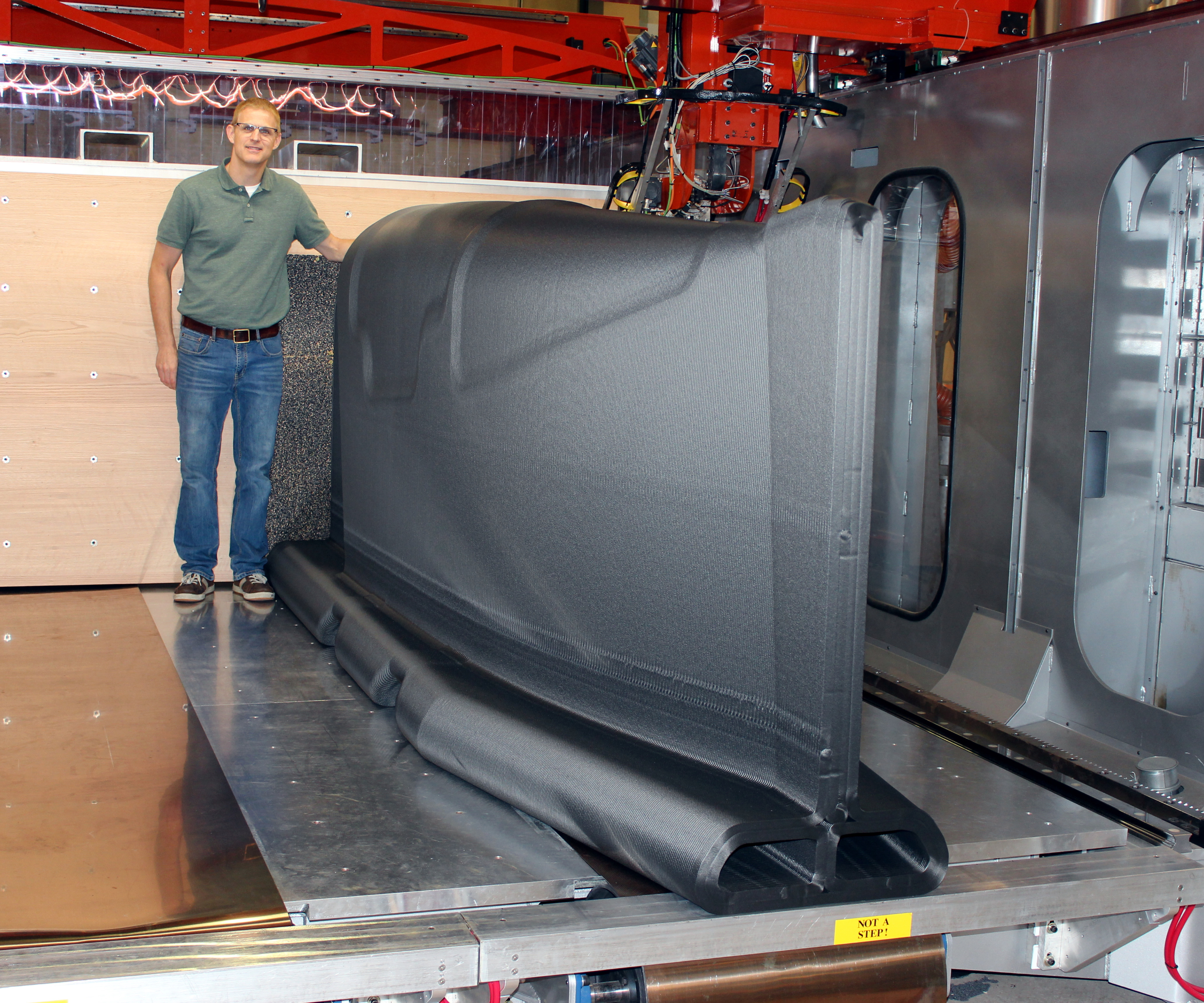
Thermwood worked with Boeing to build this demonstrator tool for the 777X. It was fabricated using large-format additive manufacturing and includes vertical bead placement. Source | Thermwood



Fabrication of large aerostructures using composite materials typically requires a mold made with a metallic material with a low coefficient of thermal expansion (CTE) so as to minimize distortion of the part during autoclave cure. Invar is, understandably, the material of choice in aerospace manufacturing, thanks mainly to a CTE of about 1.0 × 10−6 K−1. Such dimensional stability comes at a price, however. Invar used for composites fabrication currently runs about $13/kg (compared to about $1/kg for carbon steel).
At this price, material must be used conservatively, and only for the manufacture of tools that will be used to fabricate production parts and structures. There is, however, much developmental manufacturing activity that takes place before that production tool is created. Thus there is a demand for a low-cost, autoclave-capable material with short-run durability for prototyping and low-rate production applications. Large-format additive manufacturing (AM) is in a position to fill that need.



The principle of large-format AM is simple: Use a robot- or gantry-mounted extruder to lay down beads (about 0.5-inch thick) of chopped carbon fiber-reinforced thermoplastic polymer on a horizontal surface to incrementally build up a part. Polymer typically is ABS, but can also be PPS or PESU; the carbon fiber percentage is usually about 20 percent. Material placement is guided by CAD data from the part design, with adjustments factored in for resin cooling and finishing requirements. The final structure is typically larger than net shape, which necessitates subsequent machining to final dimensions. The finished part can then be coated and sealed to create a smooth, hard surface that is amenable to prepreg or dry fiber layup.
With molds made via large-format AM, says Curtis Goffinski, principle technologist at Ingersoll Machine Tools (Rockford, Ill., U.S.), working on development of the company’s MasterPrint large-format additive manufacturing/CNC system, it is reasonable to expect durability of 20-30 cure cycles before the tool must be rehabilitated — enough for prototyping programs or short-run manufacturing. With improvements in coating materials and development of mold repair standards, says Goffinski, “we expect to see 100-200 cycles per mold.”
Jason Susnjara, vice president of manufacturing at Thermwood (Dale, Ind., U.S.), which manufactures the Large Scale Additive Manufacturing (LSAM) machine, says large-format AM has much potential, but also requires much more development to optimize and industrialize it for everyday aerospace use. Challenges, he says, range from performance of the thermoplastic polymer to layer-to-layer (z-direction) bonding to vacuum integrity.
What makes a large-format machine large? Ingersoll has built what Goffinski says is a demonstration version of its mid-class MasterPrint system, which features a dual-column gantry with more than 4 meters between columns, a 12-meter x-axis, a 4.5-meter y-axis, a 4-by-12-meter work area, localized and integrated Siemens CNC controls. The extruder, with throughput up to 500 lb/hr, can print on non-horizontal surfaces and is automatically exchangeable with a 5-axis milling head. Ingersoll wants to scale up this technology to their its structures that have 8 or 10 meters between columns, and integrate existing Ingersoll technologies as modular options, including automated fiber and tape placement, an ultrasonic knife and in-situ inspection.
Thermwood’s LSAM, introduced in 2017, offers a working envelope 10 feet wide and 20 to 100 feet long. It also features integrated additive and subtractive capabilities, with each located on a separate gantry. In the Thermwood system, 60 percent of polymer heat is generated by a heated barrel, not shear heat from the extruder screw, which the company says provides more even heating. In addition, says Susnjara, the system can print horizontally or vertically, and features a melt pump to help maintain polymer bead consistency. LSAM uses interchangeable melt cores (extruder and nozzle combination) to adjust polymer output. The standard core is 40 millimeters wide and has a maximum output of 210 lb/hr. The new 60-millimeter core offers outputs up to 580 lb/hr.
Cincinnati Inc. (Harrison, Ohio, U.S.) has three models of its Big Area Additive Manufacturing (BAAM) machine, with lengths of 7.8-10.8 meters, widths of 3.6-3.8 meters and heights of 4.3-5 meters. Workspace ranges from 3.5-6 meters on the x-axis and 1.7-2.3 meters on the y-axis. The extruder’s maximum feed rate is 80 lb/hr; extruder nozzle diameter options are 0.2, 0.3 and 0.4 inch. BAAM does not offer integrated finishing capabilities.
Large-format AM challenges
The toughest nut to crack for large-format AM, says Susnjara, is layer-to-layer bonding. As each layer of material is placed, it begins to cool and harden. By the time the subsequent layer of plastic bead is placed atop the layer below it, the bottom layer may be too cool to facilitate a strong bond, which can lead to structural weakness. timing of bead placement must be carefully managed to stay within specific temperature windows. “Time governs the process,” he says. “If any material is too hot, then it can sag. Too cool and it won’t bond right. There is definitely a sweet spot.”
“Inter-layer adhesion is critical,” says Goffinski. “We are trying to predict the physics more effectively.” Cincinnati Inc. also notes that polymer cooling is anisotropic — that is, different polymers cool at different rates in different directions. Ingersoll is tackling this with simulation software that is helping the company understand and anticipate polymer behavior, depending on the size of the mold, polymer type and other factors. Thermwood, says Susnjara, is working on directed heating technology that allows LSAM to manage thermal properties in a discrete, specific region of material.
Vacuum integrity of a printed mold is also a necessity, whether the tool is destined for autoclave or out-of-autoclave (OOA) use. Achieving vacuum integrity requires fabrication of a void-free surface. This is typically done by first placing the right amount of bead in the right place, and then sanding or machining the surface of the finished part and coating it with a sealant. Goffinski says Ingersoll expects that about one-third the bead width of a printed mold will be removed during machining. This leaves two-thirds of the bead behind to provide the ultimate strength of the mold. Some molds, he notes, may require a wall more than a bead thick, depending on finite element analysis and design factors. “You do not want to blow through the first bead,” he says.
Thermwood, says Susnjara, has developed patented bead-placement technology that uses a pressure wheel to compress each bead layer into the bead layer below it, thereby creating a void-free, vacuum-ready mold surface without sanding or sealing. A test mold printed by Thermwood, says Susnjara, achieved vacuum of 28 inHg. Further, almost two hours later, after the vacuum line had been removed, total vacuum had dropped only 1 inHg, to 27 inHg. Still, achieving the smooth finish required of a mold-release surface demands some sort of post-process sanding.
Susnjara and Goffinski say that large-format AM still has a few years of standardization and industrialization ahead of it to achieve wider acceptance and use. To this end, Cincinnati Inc. is working with the National Institute for Aviation Research (NIAR) at Wichita State University (Wichita, Kan., U.S.) to develop machine and process standards for large-format AM.
Goffinski points to several large-format AM technologies and parameters that need work, including in-autoclave deformation prediction, machine programming/intelligence, steering and path planning, larger and faster extruders, warpage prediction, material and machine benchmarking for quality and accuracy, polymer chemistry improvements and integration of continuous fiber reinforcements. Susnjara says the top priorities for Thermwood are polymer CTE prediction, larger extruder heads, better management of polymer heat cycles and, of course, reduced cost.

The Next Generation of Aerospace Manufacturing
With the commercial aviation industry projected to double in the next 20 years, meeting the demand for passenger and freight aircraft will require new technologies and unprecedented manufacturing rates.
Learn more about the materials and processes that will shape next-generation aircraft in a collection of stories from CompositesWorld, Modern Machine Shop and Additive Manufacturing, available to read or download for free. Get it here.








Related Content

Prepreg compression molding supports higher-rate propeller manufacturing
To meet increasing UAV market demands, Mejzlik Propellers has added a higher-rate compression molding line to its custom CFRP propeller capabilities.
Read More
Syensqo, Teijin Carbon achieve aerospace qualification for composite resin
Resin infusion system Prism EP2400 achieves NCAMP qualification with Teijin Carbon’s advanced NCF and UD reinforcements.
Read More
Using pi joints to expand a composite wing’s flight envelope
DarkAero replaced butt joints in the center wing box assembly to increase the flight test envelope in high-speed gust load conditions for its DarkAero 1 prototype composite aircraft.
Read More
Braided CF/LMPAEK tube system reduces liquid hydrogen fuel line weight by 50-60%
Herone GmbH’s automated technology, combining tape braiding and press molding, produces lightweight, unitized TPC cryogenic fuel lines for applications like liquid hydrogen aircraft propulsion systems and space launchers.
Read MoreRead Next

Report: Composites and Carbon Fiber Use in Hydrogen Storage
A first-of-its-kind technical report that assesses the materials, manufacturing processes, market and energy trends driving use of carbon fiber composites in global hydrogen (H₂) storage applications for fuel cell-powered trucks, buses, trains and passenger vehicles.
Read More
Dialing in composites performance via dynamic digital twins
Sport Dynamics Lab uses Flexdynamics testing, digital models and AI tools to compare designs, materials and systems, enabling optimization with potential for propellers, drones and vibrational structures.
Read More
Advancing bonding, coating and sealing to 4.0 systems for composites, metals and more
Brighton Science uses decades of experience, 2-second surface measurements and a framework of data-based specs and KPIs to help manufacturers advance toward reliable, predictable bond quality for faster, high-performance production.
Read More