
Structural preform technologies emerge from the shadows
Not yet in full production, with one exception, all are aimed at accelerating composite part manufacture at fast automotive rates.


This automated PreformCenter work cell designed and built by Dieffenbacher GmbH (Eppingen, Germany) has the capability of producing preforms at production-rate cycle time (less than three minutes), using a cutting table, robot arm, binder application module and draping module. The image below shows a demonstration preform produced by the work cell. Source: Dieffenbacher

This preform was produced by Dieffenbacher's PreformCenter (see photo above). Source: Dieffenbacher
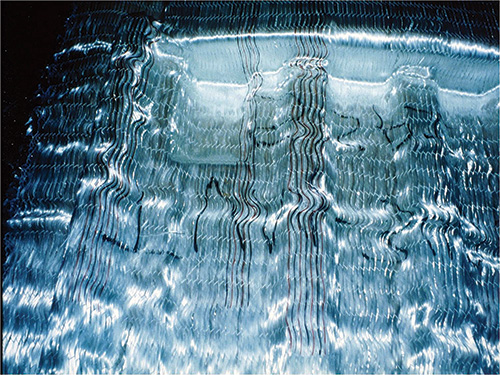
Visible in this sample and the image below are the wrinkles, bunching and even fiber breakage that can occur when multiaxial fabrics for preforms are manipulated and stressed during preforming. Testing is needed to determine how “conformable” a fabric is or how easily a fabric can be draped during the preforming process. Source: AGFM
Wrinkles, bunching and even fiber breakage can occur when multiaxial fabrics for preforms like the one pictured here are manipulated and stressed during preforming. Source: AGFM
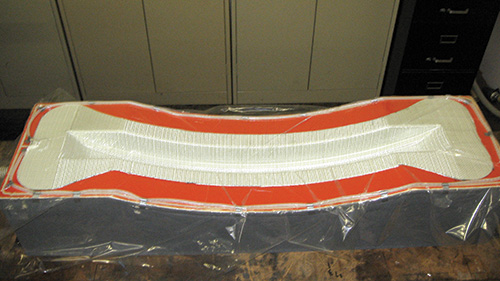
A preform demonstrator part is shown in the mold, after shaping by a forming template. Source: AGFM

This photo at shows the preform (pictured in close-up, above), held in shape by a light-curable binder, after it was shuttled into position under high-intensity lamps, to cure in 17 seconds, well within automotive part production cycle times. Source: AGFM
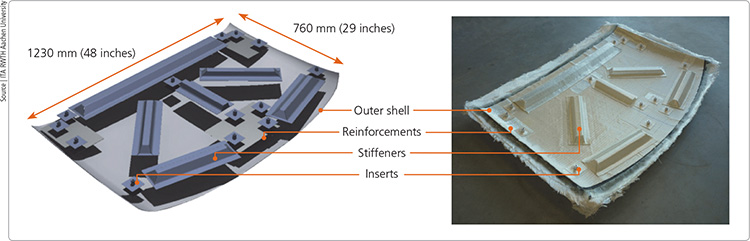
This demonstration composite auto roof component, developed by the Institut fur Textiltechnik (ITA) at the RWTH Aachen University, was produced in a multistep automated process that produced a tailored noncrimp fabric, then robotically formed and placed the foam-filled stringers and metallic fasteners. Source: ITA RWTH Aachen University



Preforms have been used for almost 80 years in infusion molding processes. For most of that history, however, the vast majority were made with chopped glass fibers directed over perforated metal forms in vacuum-forming processes — think molded transit bus seats, for example. More recently, engineered preforms have been developed through the use of automated knitting and weaving machinery. These two- and three-dimensional constructions are increasingly capable of reinforcing high-performance structural composite parts, but most have failed to enter the manufacturing mainstream in the automotive industry due to their perceived high cost, the auto industry’s change-averse culture and some difficult-to-surmount engineering hurdles.
During the past decade, however, more stringent fuel economy and emissions standards have overcome automakers’ resistance to change. Many are developing structural composites in mass-produced vehicles for weight reduction on the strength of recently developed rapid infusion processes designed to meet high auto build rates. The good news is that equally fast, cost-effective and sophisticated engineered preform technologies are being developed in parallel.



“Preforms can be created faster than metal can be stamped, on the order of several seconds,” asserts Dan Buckley, manager of research and development at American GFM Corp. (AGFM, Chesapeake, Va.). “And contrary to what many in the industry think, preforming can save money when creating parts,” he continues. As a new generation of engineers comes of age, its members are circling back to the concept of assembling a complex part’s continuous fiber reinforcements in a separate, automated process as a way to accelerate composite part processing — with the goal of meeting the auto industry’s part-per-minute production rate.
Back to basics
To review, a preform is a preshaped fiber form. Its fibers are arranged in one, two or three dimensions in the approximate shape, contour and thickness desired in the finished composite part. Traditionally, preforms are made in a separate mold and shaping process, not in the final part mold. Preforms can be made by spraying discrete chopped fibers combined with a binder over a form; by stacking tackified continuous fabric plies; by weaving, braiding or knitting shapes, or stitching continuous fiber materials; or even by combining several types of continuous reinforcements (see “HIgh-volume preforming for automotive application,” under "Editor's Picks," at top right). Although preforms can be made of prepreg (see “Prepreg preforms for high-rate automotive apps” under “Editor's Picks"), the vast majority are dry fiber forms that are subsequently impregnated with resin in a closed mold process, such as resin transfer molding (RTM) or vacuum-assisted resin transfer molding (VARTM). Newer, nontraditional preforming concepts that combine thermoplastic tapes and mats are now in the mix as well, and several suppliers, including Sigmatex High Technology Fabrics (Benicia, Calif.), now offer roll goods with integrally woven three-dimensional structure.
No matter the process, dry preforming fixes the fibers in desired orientations, at a predictable fiber volume, and minimizes the hands-on labor required for layup, says Buckley: “It allows you to better achieve a net-shape part, provides uniformity, part to part, and makes the molding process more efficient with the shortest possible mold open time.”
The preform type depends on the need. Chopped fiber preforms with randomly oriented fibers have isotropic properties. Although it is possible to adjust a spray pattern in a way that aligns and orients fibers to some degree, the load-bearing properties of such preforms are generally limited by the short fiber length. For better part properties, continuous fibers are called for, and preforming for high-performance structures typically involves engineering fabrics, such as multiaxials.
Forming a uniform preform
Today preforms can be quite complex, a fact that multiplies processing challenges. For example, fabrics must be manipulated to the desired preform shape, but because glass and carbon fibers don’t stretch, fiber breakage can cause problems. Conformability, or drapability — how well the fibers of a multilayer fabric shear and change position during shaping, without losing continuity — depends on the fabric type, stitch density, stitch tightness, roving or tow density and whether additional materials (e.g., mats) are added to the preform. “During the preforming process, fiber orientations change, which changes the local fiber density and thickness,” explains Buckley. “Failure to conform to the preform tool creates numerous process and performance problems.” Determining conformability is a key issue during preform process design.
“The trend toward production of complex automotive parts requires noncrimp engineering fabrics for efficiency, but unanticipated fiber shifts during shaping can cause gaps and misalignment,” adds Ulrich Moerschel of textile testing instrument developer Textechno (Mönchengladbach, Germany). His firm has developed a way to detect conformability problems with the recent introduction of DRAPETEST, an automated drapability tester, which won a JEC Innovation Award in 2012. To simulate fabric stress during preforming, a motor-driven piston moves upward through a flat circular fabric sample, and the force needed to deform the fabric is measured. A camera, with appropriate illumination, photographs the sample at intervals during the piston’s travel while the entire sample is rotated so technicians can inspect the surface for gaps and fiber loops or breakage. An optional triangulation sensor is available to detect larger-scale defects, such as wrinkles, Moerschel explains. Deformation data and images are displayed on a computer, and image analysis technology developed at the Faserinstitut Bremen (FIBRE, Bremen, Germany) enables automatic fabric fault detection. DRAPETEST is based on an earlier prototype developed by multiaxial manufacturer SAERTEX GmbH & Co. KG. (Saerbeck, Germany) under a research program funded by the German government. “The tester gives manufacturers a chance to detect problems like thickening, creasing or bunching in a multiaxial fabric before the reinforcements are included in a preforming program,” adds Moerschel.
Springback also can cause problems, cautions Buckley. When an engineering fabric is subjected to pressure in the preforming press, it causes areas of high fiber stress, he explains. Those fibers have a tendency to relax, or spring back, to relieve the stress, which results in an improperly sized preform. “The preform tooling must be designed to compensate for springback, and achieve ‘overforming,’” he says. Overforming refers to pressing the fabric beyond the actual part dimensions in deep draw areas, on the order of a few millimeters, so that when the preform springs back slightly, it conforms to the desired part dimensions. “This is why you should not make preforms in the actual part molding tool,” Buckley advises. “When springback occurs — because the tool isn’t optimized for overforming — the preform will be too small.”
Another big consideration is ensuring that the material used to bind or hold the preform in place during the forming process is compatible both with the sizing used on the fibers and the resin that will infuse them. Reported problems include thermoplastic binders that repel thermoset molding resins, resulting in weak resin/fiber bonds, and binders that “wash” and rise to the preform surface when it is inserted in a hot tool, causing finished part defects. In recent years binder suppliers have developed binders that crosslink and cure with the matrix resin. AGFM offers thermoset binders, for example, designed to work with fiber sizings and to be chemically compatible with thermoset molding resins.
Machine and process refinement
Equipment and materials suppliers have spent many years developing a variety of preforming methods. AGFM, for one, offers its fast CompForm process, which employs a proprietary light-curable binder. Billed as curable in less than 20 seconds, the binder, claims Buckley, has the potential to cure as quickly as one second, if the preform shape and complexity permits. The binder works on optically transparent materials, such as fiberglass engineering fabrics and mats, and it can even cure through some lightweight foams and hybrid glass/carbon materials.
The binder is produced by Zeon Technologies Inc. (Salisbury, N.C.) and consists of a resin backbone that can be functionalized for compatibility with a wide variety of matrix resins; in addition to the photoinitiator additive, a viscosity reducer is added to accelerate wetout. Light from 6,000W visible lamps, such as those provided by Heraeus Noblelight America LLC (Gaithersburg, Md.), at a wavelength of 400 to 430 nm, sets the shape. Low-energy light-emitting diode (LED) lights are also options as light sources, says Buckley. Because the binder requires no heat to cure, simple, low-cost tooling can be employed, without internal or external heating and cooling channels and controls. Although the high-intensity, instant-on curing lamps can be expensive, they offer a long working life, and the short cure cycles ensure that the per-part energy cost is low.
A recent prototyping project involved the front bumper for a production car using a biaxial hybrid glass fiber/carbon fiber fabric. The fabric was layed in a female preform tool situated on a shuttle table; the shuttle then transferred the tool into position under a matching air-controlled “forming template” that compressed the layup from above. After shaping, the shuttle moved the tool to a third position, directly under an array of three high-intensity lamps, for a cure that took approximately 17 seconds. Buckley explains that the amount of binder can be varied across the preform, and individual lamps within the light source can be aimed at specific areas of the preform to optimize local stiffness. It is also possible to add customized surface finishes by inserting thermoformed skins into the preform molds, backing them with prepreg, and then molding the part.
AGFM says it can design preforming machines with molds and shuttles to meet the production needs for any size of preform. Further, CompForm can be modified to accommodate opaque carbon fiber-reinforced materials, reports Buckley, through the use of a newly developed two-part, quasi-anaerobic binder, also available from Zeon, that cures by removing reaction inhibition chemistry with vacuum and heat.
Preform R&D has been underway for years at the Institut für Textiltechnik (ITA) at RWTH Aachen University (Aachen, Germany), notes Christoph Greb, the deputy of ITA’s Composites Div. His group has delved deeply into the economics of preforming and how various approaches will impact a part’s production cost. “Composites offer great potential to reduce automotive structural weight, yet they’re currently not economically competitive with conventional materials, from a production point of view, due to the manual or semi-automated labor involved,” he says. ITA’s approach is to combine automated processes to achieve an economically viable production process at its ITA-Preformcenter.
Greb explains that ITA has developed a wide range of automated preforming technologies, and their applicability to large-scale auto production was recently validated by way of a complex carbon fiber/epoxy demonstration part: a 48-inch by 29-inch (1,230 mm by 760 mm) composite roof segment that could replace the portion of the current steel roof that slides backward and stows in the trunk of the BMW 3 Series convertible.
For the demonstration project, ITA used a multiaxial weft insertion machine, manufactured by Liba Maschinenfabrik GmbH (Naila, Germany) to make a multiaxial noncrimp fabric (NCF) specific to the part. The machine was modified to change the fabric thickness locally, add z-directional reinforcements, create cutouts and affix additional fabrics and mats. The result is a process that can create, on the fly, a near-net shape that exactly matches the preform requirements — what Greb calls a “tailored NCF.”
“If a complete preform can’t be created in a single step on the LIBA machine, then additional automated machines are needed,” explains Greb, adding, “In this case, we wanted to integrate fastener inserts and stringers, so we went to a multistep preforming process.” A second work cell was outfitted with a CNC cutting table, supplied by Assyst Bullmer Spezialmaschinen GmbH (Mehrstetten, Germany), and an industrial robot arm from Kuka Robotics Corp. (Augsburg, Germany), with the appropriate end-effector. The work cell cuts, assembles and places six foam-cored stringers and multiple monolithic padups with embedded aluminum fasteners onto the tailored NCF laminate, with a heat-activated thermoplastic binder.
ITA then evaluated the economic feasibility of such a multistep preforming cell and process as if it were implemented in a production setting. An in-house software tool, EcoPreform, was used to virtually construct the preforms and project labor and material costs. Assumptions included 10-year linear depreciation of all machinery. Greb points out that material costs make up about 95 percent of a preform like the one used for the BMW roof demonstrator. That said, the data showed that a preform based on a tailored NCF made by the LIBA machine coupled with robotic placement is much more efficient to produce than a single-step preform, but because it requires more capital equipment, the per-piece cost is about the same. However, the analysis also proved that as the part production rate increases, the unit cost of the preform goes down.
Although no projects are yet in production with an OEM, Greb notes, “We are constantly working on further improving the process by enhancing both single- and multi-process chains.”
A multistep preform cell
In 2011, the Fraunhofer Institute for Chemical Technology (ICT) (ICT, Pfinztal, Germany) began a long-term collaboration with the University of Western Ontario (London, Ontario, Canada). The Fraunhofer Project Centre for Composites Research at Western opened its doors in November 2012 to develop preforming processes, reports Vanja Ugresic, a Centre research engineer. A key element will be a fully automated PreformCenter, designed by Dieffenbacher North America Inc. (Eppingen, Germany, and Windsor, Ontario, Canada) and slated to be up and running in early 2014.
According to Dieffenbacher’s Matthias Graf, managing director of the Business Unit Forming, the goal for the PreformCenter is a less than three-minute process cycle, from the unwinding of fabrics to the finished net-shape preform, syncing the preform cycle time to the mold cycle time.
The PreformCenter comprises several modules: the first is a CNC cutting table — more than one table can be included as the project grows — to cut the plies necessary to make the part preform. “We use a roll knife, which we believe causes less drag and thus no fiber disorientation,” explains Graf. A robot arm equipped with a vacuum pick-and-place end-effector then transfers the cut plies from the cutting table to the binder application module, a cabinet containing spray equipment with nozzles that spray an epoxy-based binder upward onto the preform’s bottom surface. Although the binder is characterized by thermoplastic behavior, it is reportedly compatible with the part resin.
The robotic arm moves the individual plies back and forth to direct the binder where needed and, Ugresic explains, “As part of the Centre’s research, we will optimize the binder dosing to achieve the lowest amount of binder possible, on the order of about 3 percent of preform weight, to minimize any effect of binder on the part quality.” The robot then places the tacky laminate stack on a “draping” module, which automatically forms the 2-D layup into a 3-D shape — the most challenging step of the process. Although Dieffenbacher won’t release specific details about the draping and forming methodology at this point, Graf revealed that after considerable research and modeling, “we are able to minimize fiber stress during the preforming shaping, and control and influence fiber orientation with our system.” This, he says, has eliminated preform wrinkling without sacrificing cycle time.
Ugresic adds that a rigid, heated lower form with an “adaptive” upper mold shapes the preform at a low compression force. The applied heat ranges from 80°C to 120°C (175°F to 248°F), depending on the binder. “Achieving wrinkle-free preforms regardless of materials used will be a strong R&D focus at the Centre,” she asserts.
After the PreformCenter is up and running, the Fraunhofer Project Centre for Composites Research will be available to automotive customers who are interested in trialing preform methods and materials, says Ugresic. “We are open to cooperate with automotive OEMs, and strategic alliances are already under evaluation. Depending on the complexity of the project, Dieffenbacher may be involved as a development partner.”
Overmolding continuous reinforcement
A five-year-old startup, EELCEE AB (Trollhättan, Sweden, and Lausanne, Switzerland), is marketing a uniquely different approach to preforms. An automated process cell pulls multiple continuous fiber rovings or tows from a creel through a series of dies that wet out the fiber with resin. Then, a robotically controlled layup head creates an open, tailored 3-D “skeleton,” trademarked QEE-FORM, by rapidly placing the fiber/resin strands, in any shape or size, around integral metallic bushings or fastener points. The resulting QEE-FORM frame is then robotically placed in either an injection molding machine, where it is overmolded with thermoplastic resin, or in a compression molding press, where it provides additional reinforcement for glass mat thermoplastic (GMT) or sheet molding compound (SMC). “Our integrated preform processing technology, trademarked QEE-TECH, enables the production of lightweight, structural thermoplastic composite parts at a high rate and at lower cost than legacy materials,” claims company founder Dr. Jan-Anders Månson. “The tailored preforms allow a shorter and faster path from fiber and polymer to finished parts.” Cycle time is 45 to 90 seconds, in the range of the part forming process that follows. Woven or unidirectional fabrics, in prepregged form, can be incorporated into the QEE-FORM preform and easily fixed in place with an application of heat, with tailored structural properties.
“This technology integrates the advantages of conventional thermoplastic and compression molding along with those of continuous fiber reinforcements,” Månson sums up. Targeted applications include structurally loaded auto parts, such as bumper beams, seat structures and front-end module carriers. EELCEE develops a concept and design in consultation with the OEM or end-user, then produces the QEE-FORMs at its production facilities.
Complex preforms enter production
Automakers have finally begun to take notice. EELCEE won a JEC Innovation Award at the 2013 JEC Asia event in Singapore for its work with Hyundai-KIA Motor Group and molder Hanwha (both based in Seoul, South Korea) on a new thermoplastic bumper system. A 3-D QEE-TECH tow framework is overmolded with GMT in a compression molding process. “The QEE-TECH applications are, in general, about 30 percent lighter and nearly 20 percent less costly than the legacy metallic version and offer much better collision performance,” says Månson. The joint development began in 2010, with the design based on modeling, simulation and full prototype testing. The bumper meets the Insurance Institute for Highway Safety (IIHS) 10 kmh (6.2 mph) full barrier requirement and is slated to launch on two passenger car models in 2014.
Another award-winner is the Part via Preform (PvP) process developed by Toho Tenax Europe GmbH (Wuppertal, Germany), which won an AVK Innovation Award at Composites Europe 2013. The one-step “bobbin to preform” process uses Tenax carbon fiber combined with a binder resin to form a “binder yarn,” which is chopped in an automated process and combined with UD carbon tapes to form complex preforms for high-pressure resin transfer molding, achieving an acceptable tradeoff between mechanical properties and cost, says the company.
Elsewhere, BMW (Munich, Germany) has put in place perhaps the most complex preforming process to date: the automated preform lines at its Dingolfing and Leipzig plants are currently producing the all-carbon Life Module body for the i3 electric car. Carbon multiaxial fabrics with binder are preformed in a multistep process. The fabrics are assembled in Wackersdorf, Germany, from carbon fibers produced at its Moses Lake, Wash., facility operated by SGL Automotive Carbon Fibers (a joint venture between BMW and Weisbaden, Germany-based SGL Group). According to published sources, the Life Module comprises 150 separate pieces that are preformed, with heat (in some cases, ultrasonic energy) to set the binder, and then resin transfer molded in a high-pressure press.
Concludes Buckley, “Preforming is extremely underappreciated. It’s actually more important than the molding process, but it has so often been overlooked.” Given the current auto lightweighting push, new preform technologies appear to be reaching maturity.
















Related Content

Plant tour: ÉireComposites, Galway, Ireland
An in-house testing business and R&D focus has led to innovative materials use and projects in a range of markets, from civil aerospace to renewable energy to marine.
Read More
RTM, dry braided fabric enable faster, cost-effective manufacture for hydrokinetic turbine components
Switching from prepreg to RTM led to significant time and cost savings for the manufacture of fiberglass struts and complex carbon fiber composite foils that power ORPC’s RivGen systems.
Read More
One-piece, one-shot, 17-meter wing spar for high-rate aircraft manufacture
GKN Aerospace has spent the last five years developing materials strategies and resin transfer molding (RTM) for an aircraft trailing edge wing spar for the Airbus Wing of Tomorrow program.
Read More
Materials & Processes: Fabrication methods
There are numerous methods for fabricating composite components. Selection of a method for a particular part, therefore, will depend on the materials, the part design and end-use or application. Here's a guide to selection.
Read MoreRead Next

High-Volume Preforming for Automotive Application
More than a dozen parts for four Aston Martin models are mass produced in France using Ford Motor Co.'s optimized Programmable Preforming Process and resin transfer molding.
Read More
Rapid layup: New 3-D preform technology
Hook-and-loop fasteners speed layup of carbon, aramid, glass and hybrid fabrics while improving composites’ mechanical performance.
Read More
Tailored Fiber Placement: Besting metal in volume production
Affordable automated production of highly optimized preforms and parts.
Read More