




A development program looked at multiple combinations of SMC with short glass and carbon fiber — with and without unidirectional (UD) carbon fiber prepreg (the hybrid is often called tailored SMC) to reinforce load paths. The design meets demanding mechanical requirements for automotive battery module covers in multiple geographies and for multiple OEMs while providing mass and cost reduction options as well. Photo Credit, all images: HRC Group
The electric vehicle (EV) revolution is upon us. In the next five years, both traditional and startup automakers plan to launch dozens of new electric-powered vehicle platforms globally, comprising everything from diminutive two-seater commuter cars to luxury sedans, crossovers, sport utility vehicles and pickups. And that’s not even counting all the electric (and often autonomous) buses and commercial trucks that also are scheduled to launch.
Shifting from internal combustion engines (ICEs) to electric propulsion systems brings benefits like cleaner, greener transportation with less vehicle maintenance, but also numerous challenges. One longstanding issue is finding lighter, more affordable methods to protect battery modules during severe crash events by keeping battery chemistry in place, preventing/containing fires and enabling vehicle occupants to exit and rescue teams to access EVs safely.



EV mass reduction is vital to offset the high weight of battery packs and ensure an adequate driving range per charge, so automakers and their suppliers are working diligently to develop new battery containment systems that meet stringent safety requirements, yet are as light and affordable as possible. Additional requirements include thermal management to enable fast charging, and electromagnetic interference (EMI) shielding to protect battery systems from electronic signals inside and outside the vehicle. Each automaker has its own specifications, and different regions have different safety requirements, complicating design further.
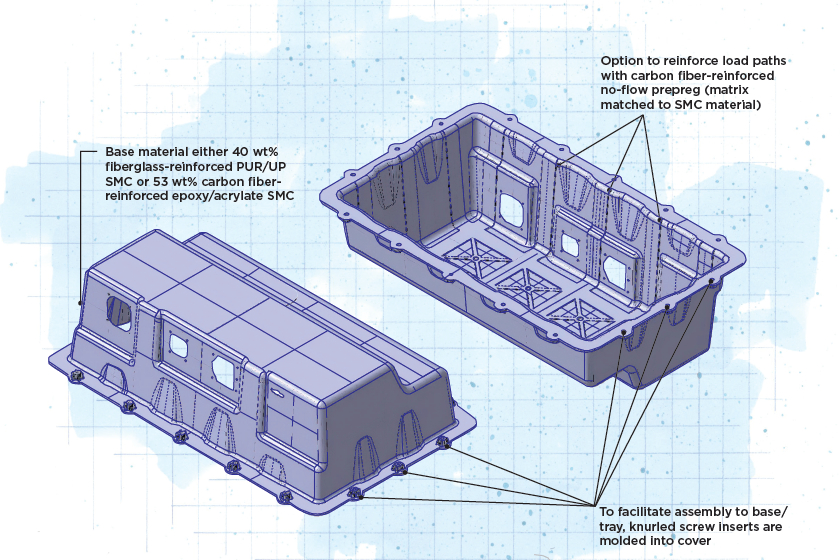
Image illustrated by Susan Kraus
One development in this field comes from an ongoing project spearheaded by organizations in Europe and Asia. They have evaluated several different types of sheet molding compound (SMC) to form battery covers that provide different options in terms of performance, battery configuration, cost and mass to meet various platform, OEM and national/regional requirements.
Solving technical challenges
The study was led by HRC Group (Changshu, China) — which describes itself as the largest automotive carbon fiber-reinforced composite parts supplier in China, although it serves other industries too — and three of its subsidiaries: Engenuity Ltd. (Burgess Hill, West Sussex, U.K.), a composites engineering consultancy; the Advanced Composites Technology Center (ACTC, Changshu), which focuses on process development for thermoset and thermoplastic composite parts; and HRC’s Mass Production Centers, which are responsible for commercial scale-up and production of HRC’s advanced composite components.
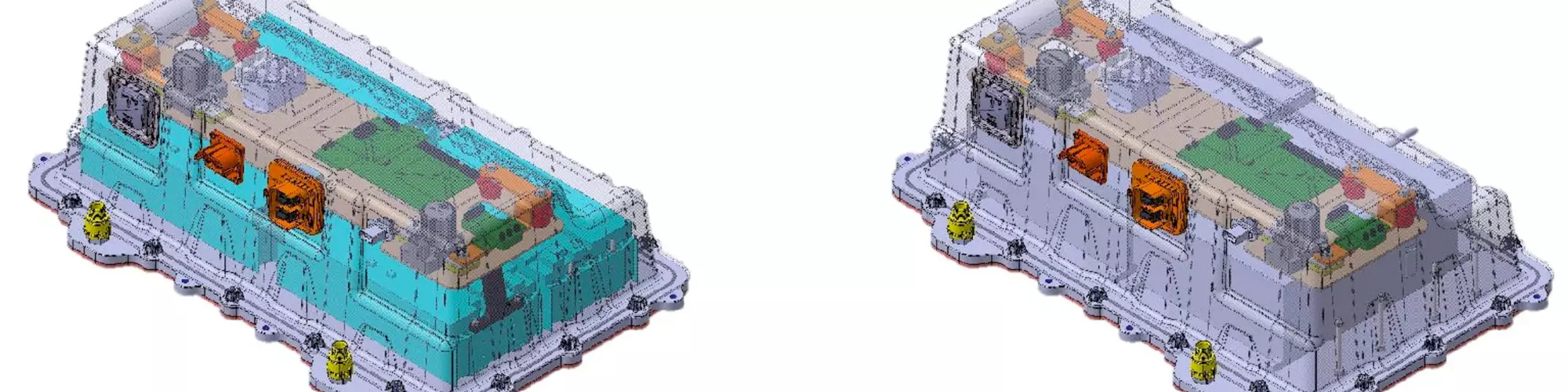
The team commenced a multiphase development program to create a new battery propulsion system, including a housing with closure head and connectors, a power distribution unit (PDU), a battery management system (BMS), battery modules and a base plate with cooling system. The focus in this article is solely on the development of the battery cover.
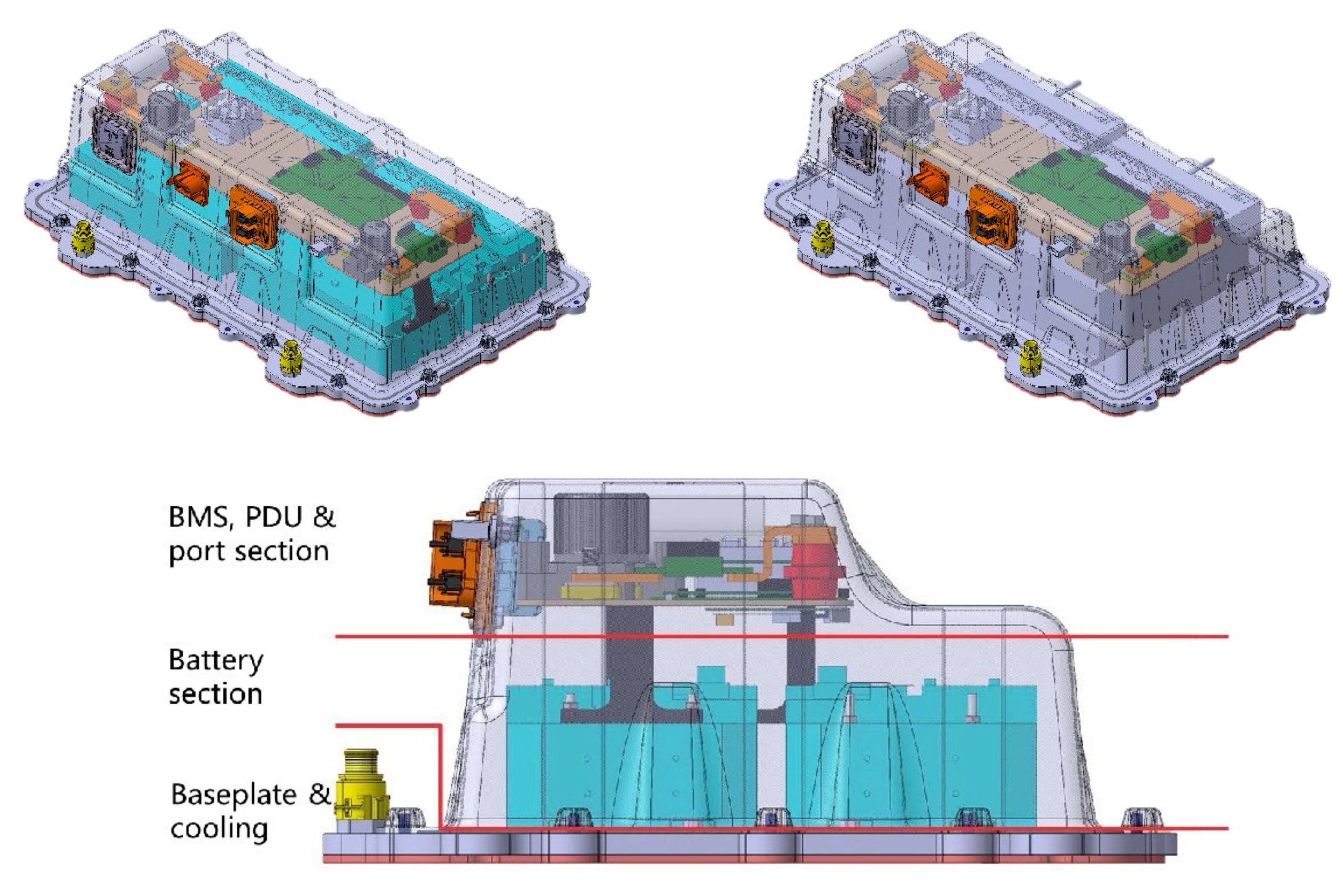
Preliminary design goals called for the cover to have a 3D shape, permit the use of metal inserts to join cover to base and be versatile enough to accommodate systems with either two- or four-battery modules. The material/process selection also would need to meet high-volume (100,000+ units/year) automotive production and quality targets in multiple geographies for multiple OEMs.
The initial goals were:
- Develop a lightweight, 3D composite cover to accommodate four-battery modules for midsize/hybrid EVs and two-battery modules for compact/plug-in EVs.
- Use metal inserts to assemble cover/housing to base plate.
- Enable battery covers to be produced fast enough to meet high-volume automotive production (minimum 100,000 pieces annually).
The first part of the study, detailed here, focused on meeting mechanical requirements for multiple automakers in multiple geographies. Once the basic design is validated, researchers will tweak materials to ensure covers meet additional requirements like flame retardancy and EMI shielding.
Hybrid materials approach
The team chose SMC owing to its ability to produce semi-structural and structural parts that weigh roughly half that of comparable steel structures and at reasonable cost and speed. Widely used in automotive since the 1960s, the performance of this tough, B-staged, sheet form composite can be tuned via selection among fiber reinforcements (glass, carbon, basalt or natural fibers) and resin matrices (unsaturated polyester (UP), vinyl ester, epoxy, polyurethane (PUR), phenolic, bismaleimide and multipolymer blends) to provide a range of thermal, chemical and mechanical performance and cure speeds. SMC is compression molded, so it can be processed by molders present in most regions. Moreover, cycle times, even for large or thick parts, are fast (60-180 seconds), supporting medium- to high-production volumes with minimal post-mold finishing.
A useful feature of all sheet form composites is the ability to mix and match plies of different reinforcement architectures, as long as resin chemistry is compatible. For example, in addition to conventional discontinuous/chopped fiber-reinforced SMC — which provides quasi-isotropic properties and good formability in 2D and 2.5D designs, since short fibers readily penetrate geometry like ribs — the ply stack can be selectively optimized to increase stiffness and strength along predicted load paths by adding strips of continuous fiber-reinforced prepregs
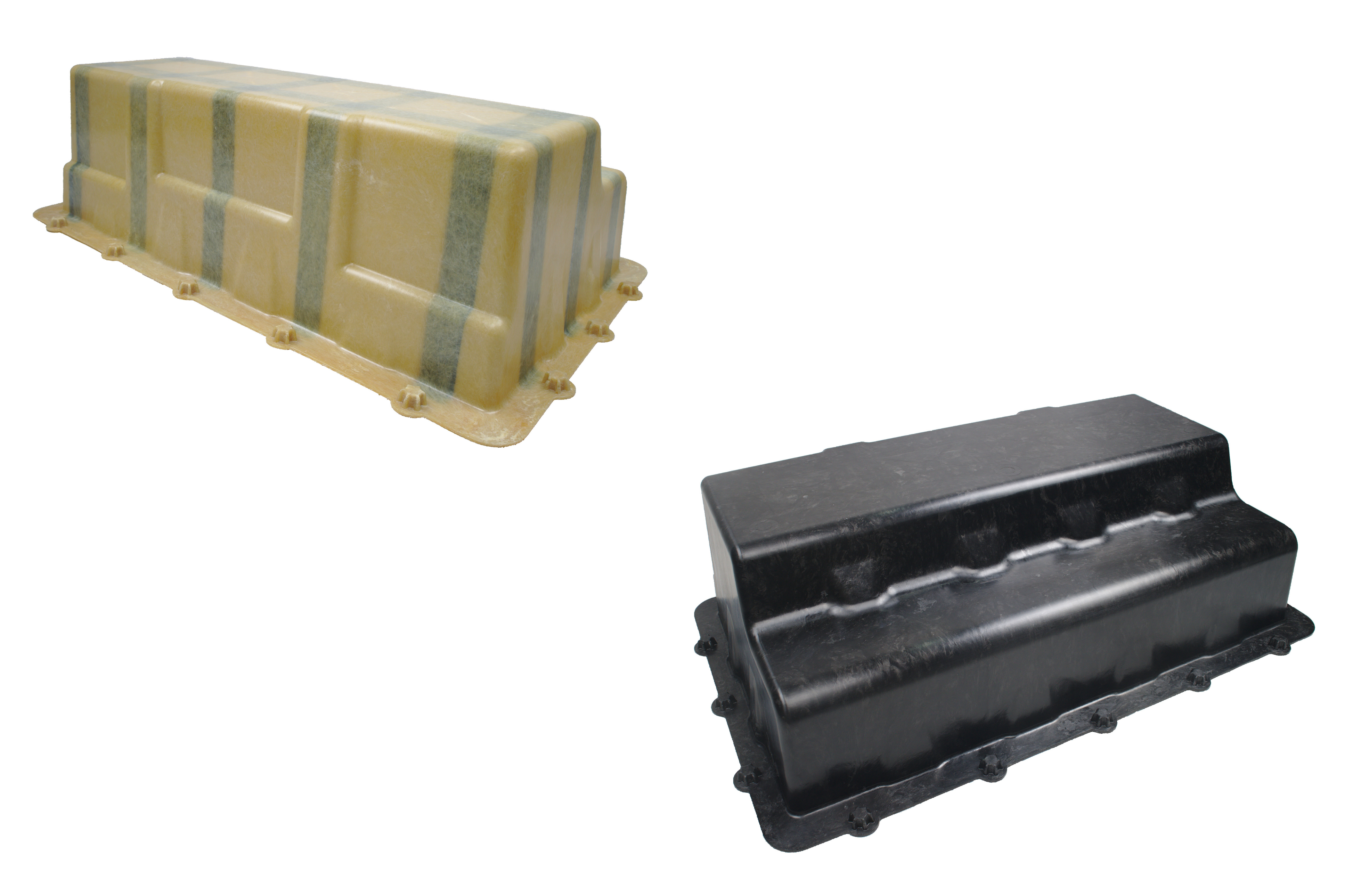
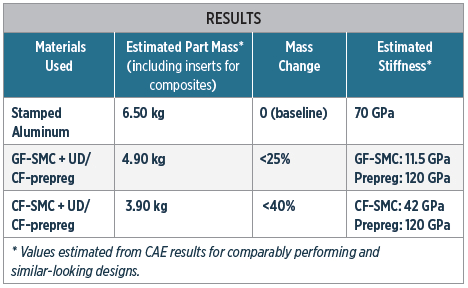
During development work, the HRC team evaluated four material combinations: All-chopped glass fiber SMC (GF-SMC); all-chopped carbon fiber SMC (CF-SMC); GF-SMC + UD/CF-prepreg and CF-SMC + UD/CF-prepreg. Multiple grades of GF- and CF-SMC materials were evaluated by researchers, although only one type of prepreg was considered. Products used moving forward were:
- CF-SMC: 53 wt% chopped carbon fiber in an epoxy/acrylate matrix; supplied by Mitsubishi Chemical Corp. (Tokyo, Japan);
- GF-SMC: 40 wt% fiberglass in a flowable grade of Daron 8151 PUR/UP resin; resin and compounding by AOC (Collierville, Tenn., U.S.) and fiberglass from Owens Corning (Toledo, Ohio, U.S.);
- CF-prepreg: 60 wt%, 300 grams/square meter; dry stitch-bonded UD fabrics from Zoltek Corp. (St. Louis, Mo., U.S.); compounded by Fraunhofer Institute for Chemical Technology (F-ICT, Pfinztal, Germany) using chemically compatible, non-flowable hybrid resin systems from AOC.
Design, processing choices
As work on the cover design proceeded, an area of focus for researchers was to develop simulation tools to accurately predict movement of chopped fiber reinforcements during forming and final molded part performance for both GF- and CF-SMC. Modeling position changes for discontinuous reinforcements is far more complex than for continuous reinforcements, particularly in a material designed to flow like conventional SMC. The simulation tools were used to create material cards and define ply layups. Computer-aided engineering (CAE) work was done by Engenuity, which handled structural analysis and moldfilling simulations, and Simutence GmbH (Karlsruhe, Germany), which developed proprietary material and friction models to simulate preforming and moldfilling of both CF- and GF-SMC. (More detail on these aspects is covered in “Hybrid battery cover: CAE approach”).
Another challenge was to achieve complete moldfilling of the complex cover in the two instances where UD/CF-prepreg strips were added to reinforce load paths for both SMC materials. This brought several complications. First, the initial charge stack for the SMC materials themselves featured six rectangular sheets before prepreg was added. Second, simulation results suggested that a complex grid/web of prepreg strips —running across the short and long sides of the cover (five and three pieces, respectively) — would provide the best ratio of performance to weight and cost. Third, SMC needed to flow in order to fill part details during molding; however, it was equally important that the prepreg web not move to ensure load paths were properly reinforced.
To keep prepreg positioned correctly, AOC used a developmental non-flow hybrid resin system (with two polymer backbones — one that was chemically compatible with GF-SMC and one with CF-SMC; see more in “Hybrid battery cover: Materials, process decisions”
Since this was a preliminary feasibility study, researchers used a single mold to preform prepreg and mold SMC alone. They also cut, laid up and moved SMC ply stacks manually and weren’t overly worried about total preforming or molding times. The latter totaled ≈180 seconds using a lower mold temperature of 145°C and an upper mold temperature of 150°C for all material combinations. In commercial production, automation would be applied to cut, stack and move materials and parts. A separate preforming tool would enable parallel preforming and molding operations to reduce total cycle time further. Additionally, resin systems would be refined to achieve faster cure. Since CF-SMC had a higher fiber weight fraction (FWF) than GF-SMC (53 versus 40 wt%), initial charge coverage of the tool was approximately 90% versus an average of 60% for GF-SMC, although that could change based on parameters like mold temperature and closing profile, part geometry, etc.
“Since project goals at this point were to show feasibility and explore co-molding opportunities to lower mass and increase performance with the hybrid materials, we didn’t explore options like making the CF-SMC parts thinner or lighter by using less material than GF-SMC parts in order to offset higher costs for carbon [fiber] reinforcements,” explains Timo Huber, ACTC vice president. “Nonetheless, our study demonstrates the potential for tailored SMC technology and meets our initial goals to offer customers a series of individual solutions that would then be further refined in future projects based on geometry, load cases, processability and performance requirements.”
Another aspect of the project was that the prepreg lattice ended up on the exterior face of the cover (although CAE results predicted slightly higher performance could be achieved if they were on the interior face, which would have driven greater tooling complexity). With a fixation system added to the cavity side of the tool, it could as easily have been positioned on the other side, adds Huber.
Despite project constraints, HRC and its partners demonstrated the viability of producing a cover design that fits several battery pack configurations and uses several different material combinations. Huber reports that work is ongoing — including to optimize the cover for EMI shielding and flame retardancy — with the hope of starting EV trials in the near future.











.jpg;maxWidth=300;quality=90;format=webp)
Related Content

Clemson Composites Center: Working with industry to transform composites
Offering liquid and thermoplastic composites molding, LCA-weighted simulation, full testing to validate materials/process data cards, CCC’s digital life cycle approach unites manufacturing, microstructure, part property map and structural analysis.
Read More
JEC World 2023 highlights: Innovative prepregs, bio-resins, automation, business development
CW’s Jeff Sloan checks in with JEC innovations from Solvay, A&P, Nikkiso, Voith, Hexcel, KraussMaffei, FILL, Web Industries, Sicomin, Bakelite Synthetics, Westlake Epoxy and Reliance Industries.
Read More
CFRTP enables better, greener smartphones
Carbon Mobile’s “monocoque” design eliminates separate case, cover and frame, better protects electronics and simplifies disassembly.
Read More
Materials & Processes: Fabrication methods
There are numerous methods for fabricating composite components. Selection of a method for a particular part, therefore, will depend on the materials, the part design and end-use or application. Here's a guide to selection.
Read MoreRead Next

Forged molding compound: Extending SMC capabilities
New material, design, process combination approaches prepreg performance with chopped carbon fiber SMC.
Read More
Designing a versatile, multi-material EV battery enclosure
Continental Structural Plastics has developed one-piece, compression-molded composite covers, an innovative fastening system and a range of material options to meet OEM needs.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More