
Plasma treatment as surface preparation for adhesive bonding
Concurrent with the TRUST program's development of process control, it is addressing the need for more robust surface prep. methods.

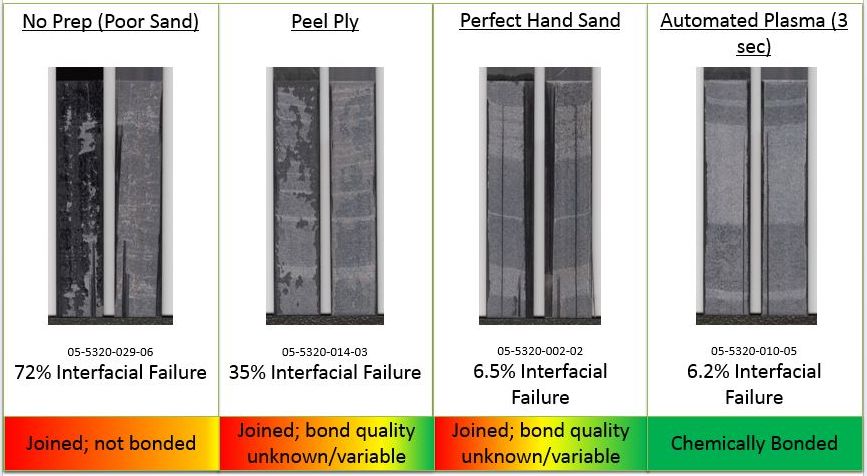
Fig. 6: Joining is mechanical, bonding is chemical: DCBs made of 5320-1/IM7 unidirectional composite bonded with FM309-1M 0.08psf adhesive, prepared four different ways, demonstrate the difference between a good chemical bond and a bad bond.
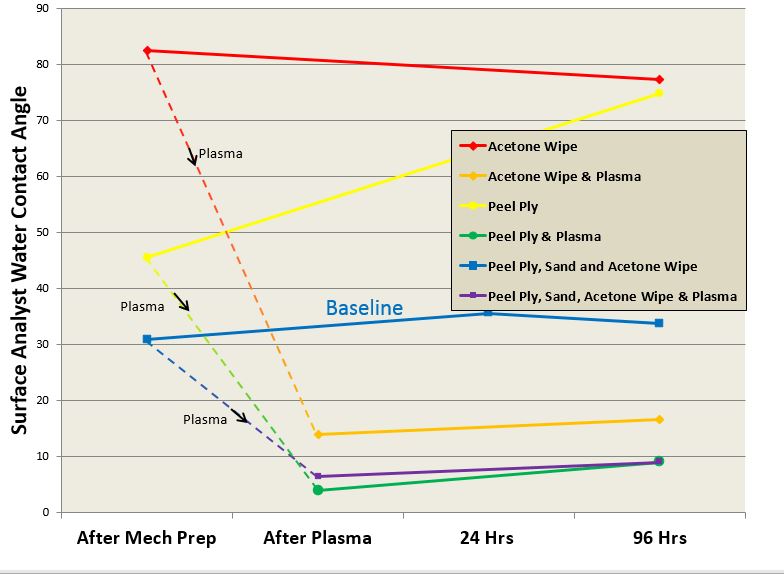
Fig. 7: WCA testing on 5320-1/IM7 unidirectional tape substrates before and after plasma surface treatment, as an indicator of surface energy and bondability, is improved even after extended outtime when the surface is plasma treated.
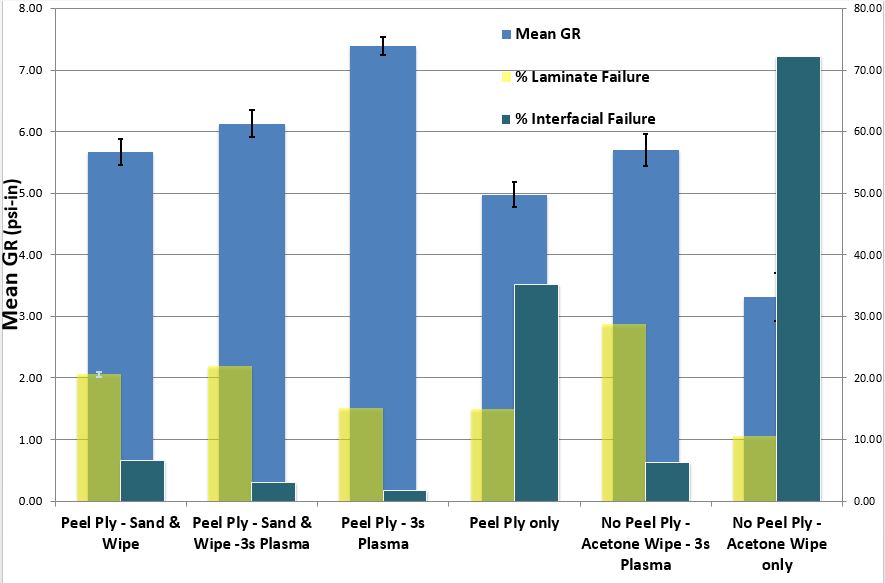
Fig.8: Fracture toughness (Mean GR) and failure modes for plasma treated and non-plasma treated 5320-1/IM7 DCBs bonded with FM309-1G 0.08psf film adhesive. Replacing the hand sand step with a peel and plasma solution produced the highest fracture toughness and lowest interfacial failure.



The Transition Reliable Unitized STructure (TRUST) project, part of the Defense Advanced Research Projects Agency’s (DARPA, Washington, DC, US) Open Manufacturing (OM) program, is developing the manufacturing process control necessary for certification of unitized bonded composite primary structures without redundant fasteners. Concurrent with its establishing Bayesian Process Control, TRUST also addressed the need for more robust surface preparation methods, investigating atmospheric plasma surface treatment and comparing it with methods considered current state of the art.
Why plasma treatment?
Though it is well known that surface preparation is critical to long-term bond performance, most research has focused on optimizing mechanical preparation processes such as hand sanding and grit blasting. Citing several researchers who found that achieving a chemical bond between substrate and adhesive, rather than mechanical interlocking, is the key to long term bond durability, Lockheed Martin noted the ability of laser ablation and atmospheric plasma to activate the inert surface of a cured epoxy substrate. Furthermore, the TRUST team sought a repeatable, quantifiable, inspectable, and scalable surface preparation; features not offered by current methods. Surfx Technologies’ (Redondo Beach, CA, US) Atomflo 500 atmospheric plasma treatment meets these requirements by changing the surface chemistry of cured thermoset epoxies to a chemistry more receptive to reacting and forming durable covalent bonds with adhesive (see Fig. 6 at left) Additionally, the Surfx 2-inch linear plasma source satisfies Environmental Safety and Health requirements with a relatively cool operating temperature. Hanson summarizes, “Here is the opportunity to eliminate human error and reduce contamination. Plasma creates a chemically reactive surface. It’s reliable, repeatable and can be automated.”


Qualifying plasma surface prep
In order to qualify plasma surface preparation, it was compared with peel ply only and traditional sand & solvent wipe surface treatment techniques. Because plasma treatment parameters and efficacy are material system dependent, three different epoxy systems were used for adhesive secondary bonding and cobonding to investigate performance across a range of materials (see Table 1 below). Atmospheric plasma is administered using a defined recipe of power, exposure time (function of number of passes and speed of pass) and source-to-sample (standoff) distance. Thus, a recipe was fine tuned for each of the three epoxy material systems to yield a 96-hour outtime. Outtime is defined as the period from the final surface preparation step to when adhesive is applied to the prepared surface. In her report on this work, Lockheed Martin materials engineer Michelle Palmer noted that while outtime should not exceed 8 hours, manufacturing of large unitized structures often requires longer outtimes. This is why the 96-hr outtime was chosen.
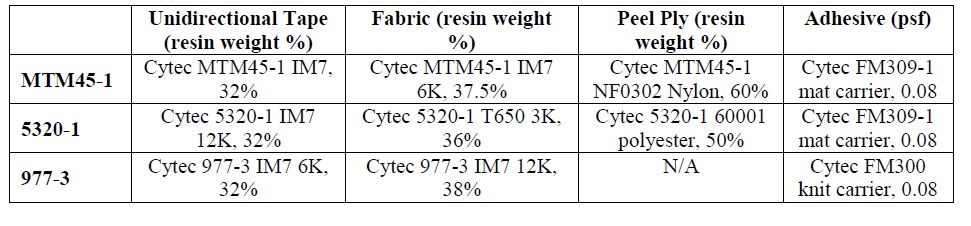
Table 1 — Three different epoxy systems were used for adhesive secondary bonding and cobonding in comparison testing of atmospheric plasma vs. peel ply and sand and solvent wipe surface preparations. Each epoxy system was treated with its own optimized plasma treatment recipe.
The surface preparation methods were evaluated prior to bonding with X-ray photoelectron spectroscopy, and water contact angle (WCA) testing. Bonded coupons were evaluated using double cantilever beam (DCB) and notched lap shear testing. Select plasma and non-plasma DCB surface preparations were tested following extended soaks in three common aerospace fluids: hydraulic fluid, jet fuel and methyl isobutyl ketone.
Continuing this research in TRUST Phase II, evaluations are being conducted on select plasma and non-plasma DCB surface preparations tested following elevated temperature wet (104°C test following a 71°C, 95% relative humidity soak) and low temperature (-73°C) ambient exposures. Detailed manufacturing data was recorded by the TRUST bond process informatics system (BPIS) for all Phase II DCB specimens, building the BPIS baseline dataset for each surface preparation process. This rich dataset will be used in DOE III to predict performance when process variables like humidity exposure are perturbated.
Initial results
WCA sampling demonstrates that plasma treatment increases the surface energy of the composite, even after 96 hours of outtime, as shown in Fig. 7 (at left). Plasma-enhanced surface activation translates to better DCB fracture toughness, lower interfacial failure (TRUST set IF≤6% as standard for acceptable bond quality), and even decreased laminate failure, as shown in Fig. 8 (at left). Unfortunately, notched lap shear testing was not discriminating enough to produce any relevant data. However, XPS analysis of plasma treated surfaces, conducted by the University of California Los Angeles (UCLA, Los Angeles, CA, US) showed a 50-220% increase in oxygenated surface chemistry (a measure of the reactive functional groups like carboxylic acids) compared to non-plasma-treated substrates. It also revealed that plasma treated epoxies have a higher activation state after 192 hours of outtime than the baseline preparations produce after 0 hours outtime, and that 3 seconds of plasma treatment is the optimum balance between functionalization and processing speed for each of the three epoxies studied.
At the end of Phase I, the TRUST program concluded that Plasma surface treatment of epoxies is fundamentally better than the current state of the art and recommended that scale-up studies continue to develop the technique for use in production. Palmer notes that this research is already transitioning to programs in development for production.








Related Content

Controlled polymer ablation enables stronger composite bonds
CAMX 2025: Plasma Bound’s surface pretreatment technology using CPA cleanly and effectively energizes similar and dissimilar surfaces to enhance bonding and joining.
Read More
Plasma moves beyond improved bonding to coatings, multifunctional composites
Plasmatreat cold plasma systems clean, activate surfaces and apply nanocoatings for dielectric barriers and more.
Read More
Understanding the difference between bonding and welding
Composites bonding and welding are two similar but distinct processes that overcome challenges related to fasteners or drilling. Here are some resources to get you started.
Read More
Metyx Metybond self-adhesive reinforcement achieves clean, efficient composite layup
Directly integrated adhesive on carbon, glass or hybrid multiaxial fabrics enables clean repositioning, uniform adhesive distribution and improved edge stability.
Read MoreRead Next

Building TRUST in bonded primary structures
A DARPA program aims for certification via Bayesian process control system for the factory floor, bounding uncertainty and predicting reliability in real-time.
Read More
Cutting 100 pounds, certification time for the X-59 nose cone
Swift Engineering used HyperX software to remove 100 pounds from 38-foot graphite/epoxy cored nose cone for X-59 supersonic aircraft.
Read More
Next-gen fan blades: Hybrid twin RTM, printed sensors, laser shock disassembly
MORPHO project demonstrates blade with 20% faster RTM cure cycle, uses AI-based monitoring for improved maintenance/life cycle management and proves laser shock disassembly for recycling.
Read More