
Onboard protection: Tough battery enclosure
Unique composite laminate provides crash protection for electric vehicle’s battery, occupants and first responders.

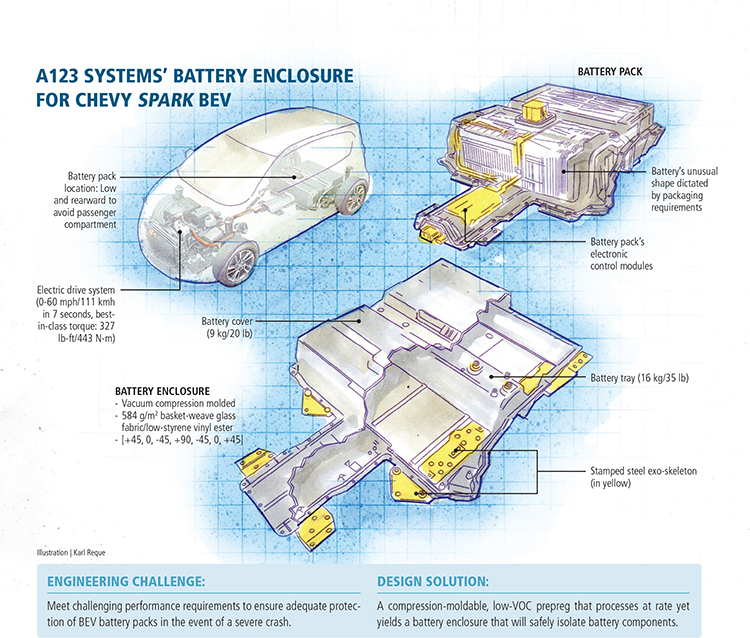
A123 System's Battery Enclosure for Chevy Spark BEV.
Designed as an electric commuter car (82-mile/132-km range), the diminuitive Chevrolet Spark BEV has a far smaller footprint and, therefore, less space for its battery pack than GM’s Chevrolet Volt, making battery packaging a significant challenge. Source: General Motors
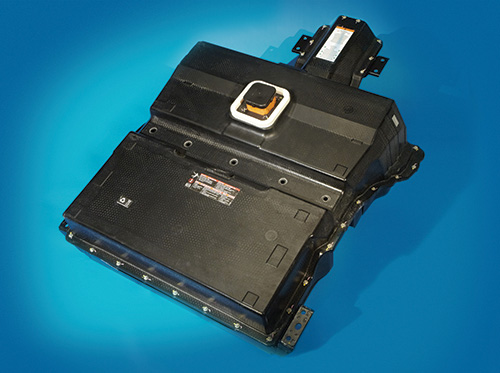
Faced with a short timeframe, project engineers began with SMC-type technology conceived for the United States Center for Automotive Research (USCAR)’s Automotive Composites Consortium (ACC)’s Focal Project 4-Structural Composites Underbody, but eventually developed a new prepreg material and a modified molding process for the enclosure that would meet challenging global performance specifications and ensure the battery (next photo) would have adequate protection. Source: SPE Automotive Div.

The unusual shape of the Chevy Spark battery pack is the result of positing the system low and rearward in the automobile, to prevent intrusion into the passenger seating compartment. Source: General Motors

Engineering Challenge:
Meet challenging performance requirements to ensure adequate protection of BEV battery packs in the event of a severe crash.



Design Solution:
A compression-moldable, low-VOC prepreg that processes at rate yet yields a battery enclosure that will safely isolate battery components.
In battery electric vehicles (BEVs), vehicle occupants, first responders and the batteries themselves must be protected from damage during catastrophic events, such as a severe crash or vehicle submersion. This is especially important because the sheer size and weight of battery packs necessitates that they be positioned low on the vehicle and rearward where there is less vehicle structure to provide such protection. To that end, General Motors Co. (GM, Detroit, Mich.) engineers designed a highly durable composite battery enclosure for the 2014 Chevrolet Spark BEV.
The “packaging” problem
A commuter car with an 82-mile/132-km range, the Spark BEV has a smaller footprint than GM’s extended-range Volt sedan EV and, therefore, less space in which to package batteries. “Package space” is critical in BEV design because the top issue consumers cite, when reluctant to buy a BEV, is the perception of insufficient driving range between charges. Driving range is, among other factors, related to battery pack size, so automakers must package the largest possible battery packs. To avoid reducing the car’s passenger capacity, rear-mounted batteries intrude on the space where the gas tank, catalytic converter, muffler, and drive system are located on combustion-engine vehicles. For the Spark, the available space dictated a complex battery configuration and demanded, in turn, an equally complex but highly damage-resistant, two-piece battery enclosure (see drawing on p. 71): A 150-cm by 110-cm by 23.5-cm (59-inch by 39-inch by 9.3-inch) lower tray and a 150-cm by 110-cm by 34.4-cm (59-inch by 39-inch by 13.50-inch) cover. The development team also went into the program with a long list of globally applicable performance requirements that the enclosure would have to meet.
Shifting gears
Until the midpoint of the Spark’s two-year development cycle, the team responsible for packaging the batteries — from GM and systems integrator A123 Systems LLC (Waltham, Mass.) — tried metals. “When we first came together, the initial design concept was to use lightweight magnesium,” explains GM’s senior materials engineer, Kestutis “Stu” Sonta. “The parts themselves were very cost-effective,” he recalls, “but we ran into issues with corrosion mitigation.” Numerous corrosion-protection options were evaluated. “The problem was,” says Sonta, “we couldn’t find a system that worked and was affordable.” Attempts to adapt other lightweight, nonferrous metals similarly failed.
“This program had an aggressive timeline and,” Sonta admits, “unfortunately [we] exhausted the first year looking at metallic solutions.” With only one year left, the team sought a composite solution. Compounder and molder Continental Structural Plastics (CSP, Auburn Hills, Mich.) and moldmaker Century Tool & Gage (Fenton, Mich.) joined the team. During the following six months, the expanded team made three major material shifts before finding a new composite material and a modified molding process that passed muster.
Early on, the new team ruled out carbon fiber composites, due to cost and galvanic-corrosion concerns, and conventional sheet molding compound (SMC), which wasn’t strong enough to meet performance criteria. To make up for time lost to metals research, the team began where the United States Center for Automotive Research (USCAR)’s Automotive Composites Consortium (ACC)’s Focal Project 4-Structural Composites Underbody program had left off. That project — in which GM, CSP, and Century Tool had participated — sought to develop a one-piece structural composite underbody/floorpan for a passenger car (see “Automotive compsoites: Strutural underbody,” under "Editor's Picks," at top right). They began with the USCAR SMC formulation and process: a CSP-compounded vinyl ester/unsaturated polyester copolymer, reinforced with a coarse basket-weave fabric (FGI 1854, nominal 5 strands/25 mm warp and 3.5 weft, with an areal weight of 584 g/m2) supplied by Fiber Glass Industries (Amsterdam, N.Y.) and processed via conventional compression molding.
“We knew after our first molding trial that this material would never work in a production environment,” recalls Sonta. “We didn’t have enough working time and after only a couple of minutes, the material began losing tack.” Constant tack is important to ensure each ply sticks to plies above and below as layers are built up so the stack doesn’t shift during transport from the layup to the tool. The team suspected the copolymer’s high styrene-monomer content might be to blame.
Compression moldable prepreg?
At that point, the team decided to change from a molding-dough (SMC)-type material to a true fabric-laminate prepreg, to gain higher mechanical performance and greater design flexibility at lower weight. However, unlike conventional thermoset prepreg, which is generally processed via vacuum bag/autoclave cure, the plan for the Spark was to process the material on a vacuum-assist compression press, just like standard SMC. Although initial volumes were expected to be low, GM wanted a process that could be scaled quickly if warranted by customer demand for the car. That meant the prepreg had to be tailored to the compression molding process.
Here, Cytec Industries Inc. (Woodland Park, N.J.) was added to the team and asked to come up with a new formulation. Cytec’s first effort was a vinyl ester prepreg with the same fabric reinforcement used by USCAR. Initially, the cloth was impregnated by pulling it through a coating bath and then calendering it between rollers to dry (flash-off) solvents used to thin the vinyl ester sufficiently for good impregnation. Although this prepreg worked better than the earlier fabric-reinforced SMC did, the team’s second molding trial showed that there was more work to do. “The solution-coating process used to produce the new prepreg didn’t remove enough solvent to eliminate volatiles that could become trapped in the center of the laminate stack and lead to voids,” remembers Chris Johnston, director, technology and processes, at CSP. “It also contributed to a high degree of variability in tack, complicating the preforming process.” Exposed to air, the material showed excessive styrene loss that could lead to molding defects and limited shelf life.
Much discussion led to a third iteration aimed at reducing the volatile-organic compounds (VOCs). They used a special vinyl ester with very-low styrene monomer content, recently commercialized by Reichhold Inc. (Durham, N.C.) for a different application, and a hot-melt coating process developed by Cytec for use without carrier solvents, but capable of achieving thorough fabric impregnation.
A third molding trial showed this combination was the key. Johnston notes that the new material offered sufficient out-time for CSP to preform, store and then mold the material several days later. It also meets tough new styrene exposure limits pending in the U.S. “Additionally,” says Sonta, “the new product was able to maintain any level of tack we wanted at any temperature, and its great shelf life gave us an extended ability to mold.” After three major material changes in six months, the team finally had something that worked.
In the final enclosure configuration, a quasi-quasi-isotropic (that is, a seven- rather than eight-layer) layup pattern [+45, 0, -45, +90, -45, 0, +45] is used to mold a tray and cover that weigh, respectively, 16 kg/35 lb and 9 kg/20 lb.
Ramping to scale
Prototypes were run on aluminum tools at Century Tool’s Fenton, Mich., facility, but production parts are now produced on steel tooling at CSP’s North Baltimore, Ohio, plant. Cytec’s prepreg rollstock is cut and labeled at CSP on a Gerber Technology (Tolland, Conn.) automated cutting table, then kitted and assembled by hand into preforms and stored until sufficient stock is built up to do a production run. A number of threaded brass inserts are insert-molded during the compression molding process. The insertion process, patented by CSP, uses inserts designed to pierce the prepreg at the onset of the molding cycle. As tonnage builds, hydraulically activated locator pins are extended to meet pin-receiving details on the threaded inserts, sealing them and preventing resin leakage into the threads. The pins retract into the tool prior to demolding.
In the finished car, a lightweight steel exo-skeleton holds the enclosure’s tray and cover together in a crash, helps attach the battery system to the underside of the vehicle, deforms under load (taking stress off of the stiffer composite during a catastrophic event) and acts as an electrically insulating “blanket” around the battery system. That assembly is “riv-bonded”— high-strength rivets and a combination of urethane adhesive and sealant connect the battery pack to a steel retention plate, which connects the battery pack to the vehicle’s underside. The rivets-and-adhesive design ensures the battery case won’t open, even in a severe crash with substantial shear forces. So far, the system is reportedly working well and is 40 percent lighter than an all-metal design would have been.
Priced as low as $19,995 USD after federal tax incentives, the Spark EV is one of the least costly BEVs on the road. Now on sale in the U.S. only in the BEV-proactive states of Oregon and California, sales locations in other states will follow as demand dictates.













.jpg;maxWidth=300;quality=90;format=webp)
Related Content
Composites manufacturing for general aviation aircraft
General aviation, certified and experimental, has increasingly embraced composites over the decades, a path further driven by leveraged innovation in materials and processes and the evolving AAM market.
Read More
Saint-Gobain, Roctool join efforts to boost composite 3D textile preform parts manufacturing
3D automated knitted preform layup technology and heat and cooling technologies for additional curing efficiency open a new window of application opportunities for composite and thermoplastic parts.
Read More
VIDEO: One-Piece, OOA Infusion for Aerospace Composites
Tier-1 aerostructures manufacturer Spirit AeroSystems developed an out-of-autoclave (OOA), one-shot resin infusion process to reduce weight, labor and fasteners for a multi-spar aircraft torque box.
Read More
Materials & Processes: Fabrication methods
There are numerous methods for fabricating composite components. Selection of a method for a particular part, therefore, will depend on the materials, the part design and end-use or application. Here's a guide to selection.
Read MoreRead Next

Automotive composites: Structural underbody
For Detroit’s Big Three, a joint precompetitive composite design, development, fabrication and testing program nears successful completion.
Read More
Automotive composites: Structural underbody
For Detroit’s Big Three, a joint precompetitive composite design, development, fabrication and testing program nears successful completion.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More