
Oil & gas: Will the composite riser rise again?
A new effort to develop a undersea pipe resets the long-term development course, again, toward an all-composite design for deepwater-capable oil and gas risers.


Offsetting pipe weight under massive offshore oil platforms. Shown here on its way by barge to its moorings in the Gulf of Mexico in 1,980m of water, BritishPetroleum’s (BP) Thunder Horse platform is now connected to a wellhead on the ocean floor via a steel catenary riser that created significant “hang-off” weight, which must be compensated for by costly displacement, buoyancy and tensioning systems. Oil production companies are actively seeking to qualify lightweight composite replacements for such heavy steel and flexible, unbonded risers. Source: BP
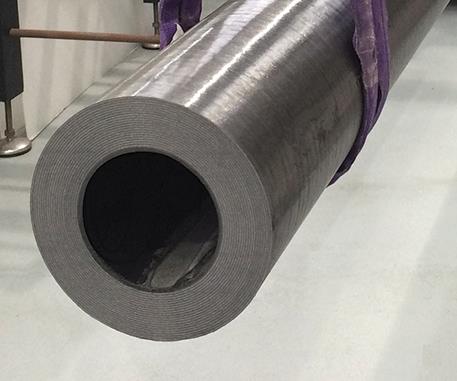
Into position for all-composite commercial risers. Magma Global’s (Portsmouth, UK) fully-bonded, flexible, polyetheretherketone (PEEK)-infused carbon/S2 glass “jumper” pipe is considered an intermediate step toward a commercial all-composite deepsea riser pipe. The pipe’s alternating carbon/PEEK and S2-glass/PEEK layers and inner PEEK liner are clearly visible. On the sea floor, this design makes the jumper strong enough to withstand external pressure of 3,000 psi and internal pressure of 5,000 to 15,000 psi, but flexible enough to accommodate relative movement between connection hubs due to thermal expansion, and phenomena such as fluids lugging. Source: Magma

Adaptable for all undersea uses. Magma’s m-pipe is a 100% bonded composite pipe comprising approximately 25% carbon fiber, 25% S2-glass and 50% PEEK. It’s about one-tenth the weight of traditional steel and unbonded flexible pipe, and its thermoplastic matrix lends it the flexibility to resist damage from undersea flow. Source: Magma

Spoolable pipe for downhole applications. Magma’s m-pipe is already qualified for use in shorter term downhole applications, such as this high-pressure water-injection line used at Enquest’s Thistle platform in the North Sea, in place since 2012. Source: Magma



The salt in seawater makes its oceans Earth’s largest naturally occurring corrosive environment. Add man-made multipliers, such as high-temperatures and pressures and the host of aggressive chemicals, solvents and other fluids required to operate an offshore oil rig, and you have conditions that, over time, can be hostile to almost any material, but especially to metals.
No surprise, then, that inherently corrosion-resistant composite materials have increasingly been used to mold previously metal parts deployed in a host of offshore drilling platform applications. These include non-load-bearing topside platform components, such as fire-water mains, high- and low-pressure tubing, processing vessels and tanks, fire-blast panels, gratings and handrails, as well as newer subsea structures, such as carbon rod umbilicals and components for protecting wellheads, manifolds and other equipment related to subsea processing (Read more online about composites in offshore oil and gas applications by clicking on the titles, “Fossil and mineral resources: Composites expand” and “Composites extend service of corrosion-prone oil and gas pipelines” under "Editor's Picks" at top right).



Composites also are making tentative inroads into higher volume, more demanding offshore oil and gas applications, such as the pipes and pipe systems with which producers explore for oil, find it and eventually bring it up from the wellhead to the surface. Although many are still in development — a process that includes a lengthy and rigorous qualification phase — the impetus behind this R&D is seen by most everyone in the industry as significant. The question is not if but when offshore oil operators will be compelled to make greater use of lightweight composites in structural undersea pipelines.
This question is all the more critical as exploration companies develop subsea oil fields at greater distances from shore and at unprecedented water depths. In 2003 in the Gulf of Mexico, for example, only 35% of production was from wells at depths of >300m. By 2015, that figure was 95%. More to the point, more than 20% of Gulf wells are now at depths greater than 2,000m. At these depths, conventional steel pipe systems pose serious logistical problems and tally huge costs. For example, Thunder Horse, the largest moored, semi-submersible oil platform in the world, is operated by British Petroleum (BP, London, UK) in partnership with ExxonMobil (Irving, TX, US) over a well in 1,920m of water, 150 miles off the coast of the US state of Louisiana. It began production in 2008, using a steel catenary riser (SCR) system, but the significant hang-off load created by the steel riser required the producers to spend US$5 billion to build a platform large enough to create displacement sufficient to counter-balance that load, together with costly buoyancy and tensioning systems.
“Thunder Horse was a wake-up call for the industry,” says Bill Head, ultra-deepwater project manager at the Research Partnership to Secure Energy for America (RPSEA, Sugar Land, TX, US), a non-profit corporation under contract to the US Department of Energy (Washington, DC, US) to develop and enable technologies for secure, safe development of new US hydrocarbon resources. “People in the industry realized if they could make and deploy a lighter riser, they could potentially shave billions of dollars from the platform costs for these deepwater projects.”
Indeed, for at least 20 years, composites have played an increasing role in the design of multi-layer, unbonded flexible pipe employed as dynamic risers, typically as glass- or carbon- reinforced internal “pressure sheaths” that replace tensile armor layers. For example, in 2000, Wellstream-Halliburton Subsea Systems (now Halliburton Energy Services, Denver, CO, US) qualified and built a 232-mm diameter flexible riser system that replaced steel armor with carbon-fiber thermoplastic composite, designed for service to water depths of 1,500m. The riser provided a weight savings of about 30% compared to conventional steel-lined risers.
Head reports that RPSEA is working with GE Oil & Gas (Houston, TX, US) to prototype and qualify an ultra-deepwater, flexible, unbonded riser with a steel core; as well as with Houston-based DeepFlex Inc. to do the same for a flexible, bonded steel-lined riser. (In both cases, the steel liner will be overwrapped with an unspecified laminate comprising carbon fiber and, perhaps, other reinforcements.) This construction promises a weight savings of 40-50% compared to conventional steel risers and, when qualified, will be targeted at new ultra-deep water applications. RPSEA also has partnered with Hexagon Lincoln Inc. (Lincoln, NB, US) to qualify a carbon fiber-reinforced steel dry tree drilling riser, suitable for ultra-deepwater and high-pressure applications. However, this, as yet, has not been deployed in a commercial operation. Aker Kvaerner Subsea (AKS, Lysaker, Norway) placed the first and, to date, only high-pressure composite drilling riser into service in the early 2000s, beneath Statoil’s Heidrun platform in the North Sea, but even there, it was the second joint under the platform, far from the external pressures of deepwater operation (Read more online about Aker Kvaerner Subsea’s composite drilling riser and other early efforts in “Deepwater oil exploration fuels composite production” under “Editor’s Picks” at top right).
Designing a deeper, lighter alternative
A new, recently announced joint development agreement by a group of companies might eventually result in one of the first, commercial, long-term, deepwater, fully composite structural riser applications. A qualification program, funded in part by the UK’s National Composite Centre (Gloucestershire, UK), will run about 30 months and aims to qualify Magma Global Ltd.’s (Portsmouth, U.K.) fully-bonded, flexible, polyetheretherketone (PEEK)-infused carbon/S2-glass pipe, m-pipe, for a jumper application with an unprecedented service life requirement of 25 years.
Once the pipe is qualified, and if all goes according to plan, Magma’s production partner in the project, BP, plans to install the jumper — within two to three years — at a West African field under development. The jumper pipe will be approximately 100m long, with a wall thickness of 20 to 25 mm, and will be used to connect two pieces of production infrastructure at a depth of 1,500-1,800m. The project’s other partner, subsea engineering, construction and services company Subsea 7 SA (London, UK), will handle installation logistics. Although a jumper, obviously, is not a production riser, jumpers and risers are loaded, fatigue-sensitive structures subject to the same internal fluids, with test/certification parameters that are almost identical. Magma views success in this jumper qualification project as a key stepping stone to fully commercial, deepwater, all-composite risers.
M-pipe is a 100% composite pipe, comprising (approximately) 25% carbon fiber, 25% S2-glass and 50% PEEK, a construction that yields a pipe about one-tenth the weight of steel and traditional unbonded flexibles.
Unbonded pipe, as the name implies, comprises independent, unbonded layers, which by design may “slip” with respect to one another, providing inherent flexibility. By contrast, Magma’s bonded m-pipe is manufactured by an automated tape laying (ATL) process, which fuses the alternating layers of glass and carbon in a PEEK matrix — a design which requires that flexibility be achieved through material selection and layup architecture.
There were an assortment of daunting challenges, then, in designing, building and qualifying pipe for this application. For one, subsea pipe architectural complexities increase at greater sea depths. A typical subsea development can require many jumpers, which connect pipe “trees” to manifolds, and manifolds to pipeline end terminations (PLETs). Located on the seabed, jumper pipe must be designed to withstand high external and high internal pressures, but must be flexible enough to accommodate relative movement between connection hubs due to thermal expansion, pressure end-cap extension and riser loads. The jumper also will be subject to inertial and weight fluctuations due to internal fluid slugging, that is, variation in gas/oil flow rates. Finally, the jumper section must withstand vortex-induced vibration from ocean current flow across and around the pipe diameter.
“Designing a jumper for these applications boils down to finding a solution for a fatigue-sensitive problem,” says Stephen Halton, Magma’s technical director. “It is precisely the extremely high fatigue capacity of the PEEK and carbon-/S2-glass-reinforced laminate that makes it a strong solution.” Additionally, Halton notes, the combination of a 25-year service life expectancy and deepwater installation required the design of a product with a set of performance requirements that would not only meet but exceed industry standards set for both carbon steel and unbonded flexible pipe. These included exceptional resistance to a variety of chemicals and fluids, high hydrolysis resistance, high operational temperature resistance and retention of modulus and strength with exposure to all these conditions.
To ascertain the most appropriate materials and fiber architecture for ultra-deepwater applications, Magma undertook a detailed materials characterization analysis, using available test data, much of it generated by and for the oil and gas industry. The spectrum of thermoplastics for the pipe precursor (inner wall) and the laminate matrix was pared down to four resins — high-density polyethylene (HDPE), polyamide-11, polyvinylidene fluoride (PVDF) and PEEK — which have been frequently used in the pressure sheaths of unbonded flexible pipe, as well as in connectors and other components.
A determining factor in PEEK’s selection was its performance upon exposure to highly corrosive sour crude (oil containing 0.5% or more sulfur), a significant parameter because an increasing number of wells worldwide produce sour crude. PEEK has been evaluated in the standard NORSOK sour environment of 2% hydrogen disulfide (H2S) in gaseous phase at 220°C, as well as 20% H2S in gas phase at 220°C and 100% H2S at 175°C and others. In all cases, PEEK showed no measurable loss of tensile strength after exposure up to 1,000 hours. PEEK also displays insignificant loss of mechanical properties when exposed to methanol (a common component of intervention fluids used in wells) at 175°C and 200°C, while other thermoplastics degrade rapidly under these conditions. Lastly, PEEK test data demonstrate its superior thermal performance with no loss of mass at temperatures up to 575°C, and excellent fatigue resistance as measured by tensile fatigue of the neat polymer with an endurance limit of 80 MPa — well above the stresses the pipe’s precursor will see in operation.
Three sets of fibers were evaluated: Toray Industries’ (Tokyo, Japan) T700 carbon, S2-glass and E-glass. The “Comparison of tested fiber physical properties” shows a comparison of each fiber’s material and mechanical properties. S2-glass provides some improvement in stiffness and a significant boost in strength compared to E-glass; the T700 carbon fiber has a comparable strength to S2-glass but with about 2.5 times greater stiffness.
Fiber selection is a function of the loads the pipe will bear in a given application, Halton notes. Under high pressure, where flexibility is less important than high strength and stiffness, carbon fiber alone is suitable. Auxiliary lines, such as choke and kill lines for drilling risers, are examples of pipes that are often fabricated from carbon fiber. When pipe flexibility is more important than overall strength, e.g., in spooled intervention lines which have become a standard part of light-well intervention packages, a fiber with a lower modulus and higher elongation-at- break is preferable.
For the jumper, high strength and flexibility were required, to withstand external pressures up to 3,000 psi and internal pressures as high as 15,000 psi, yet permit bending, spooling and ease of handling. Although S2-glass adds slightly to overall pipe weight (compared to carbon only), its higher strain-to-failure ratio compared to carbon reduces the bending stiffness, Halton reports.
Although he declined to specify the precise tape layup sequence, Halton reports that the company has qualified a “standard stack” laminate for m-pipe, which it intends to keep for the jumper qualification project. The laminate is built up layer by layer by the ATL process. The carbon fibers are aligned in the hoop direction for pressure containment, and the S2-glass fibers are aligned axially at 45° to enhance flexibility.
Qualification testing will proceed from laminate level to sub-scale pipe testing and then move to full-scale tests. When full commercial production commences, sections of pipe can be made in lengths as long as 4,000m, although typically, shorter lengths of about 1,000m likely will be fabricated and jointed. Although m-pipe’s materials push it to a higher unit-to-unit price point than steel or unbonded flexible pipe, Halton says the sole consideration in the development of m-pipe was performance.
Again, Halton emphasizes, the company views the long-term end-point of the m-pipe qualification effort to be deepwater production risers. “We always intended to sell this as a solution to hang-off weight issues related to ultra-deepwater oil development and production.” The layups of both pipes would be the same or very similar, he points out, noting that added axial fibers could resist the likely top-side tension needed at some platform locations. Volume production could moderate costs and consistency/ repeatability would be ensured by manufacturing via ATL. With risers on the drawing board, the potential growth of composites in offshore oil could be as high as the ocean is deep.





.jpg;maxWidth=300;quality=90;format=webp)










Related Content

The state of recycled carbon fiber
As the need for carbon fiber rises, can recycling fill the gap?
Read More
Demonstrating composite LH2 tanks for commercial aircraft
Toray Advanced Composites and NLR discuss the Netherlands consortium and its 4-year project to build demonstrator liquid hydrogen tanks, focusing on thermoset and thermoplastic composites.
Read More
Materials & Processes: Resin matrices for composites
The matrix binds the fiber reinforcement, gives the composite component its shape and determines its surface quality. A composite matrix may be a polymer, ceramic, metal or carbon. Here’s a guide to selection.
Read More
Jeep all-composite roof receivers achieve steel performance at low mass
Ultrashort carbon fiber/PPA replaces steel on rooftop brackets to hold Jeep soft tops, hardtops.
Read MoreRead Next

Composites extend service of oil and gas pipelines
Corrosion-resistant aramid fiber/thermoplastic liner gives new life to deteriorating steel subsea pipelines.
Read More
Fossil and mineral resources: Composites expand
Attention-grabbing applications in these challenging, corrosive environments are positioning fiber-reinforced polymers for continued growth.
Read More
Deepwater Oil Exploration Fuels Composite Production
As the price of oil on the world market continues to climb, and as untapped land and shallow offshore oil reserves become a rarity, oil exploration companies are striking out into deepwater, developing reserves beneath the ocean floor a mile or more below the water’s surface. As a result, demand for strong yet
Read More