
Move to Single-Pass Honing Cuts Stator Scrap
This automotive Tier 1 supplier reduced scrap on its variable valve timing (VVT) stator bores by replacing roller burnishing operations with a Sunnen VSS-2 single-stroke honing machine.

The VSS-2 model used to finish VVT stator bores at Cloyes Gear and Products’ plant in Subiaco, Arkansas, features four spindles. Each takes a single pass, using diamond honing tools to progressively remove 0.003 inch (0.076 mm) of material. The company produces approximately 4,000 of these parts per day.
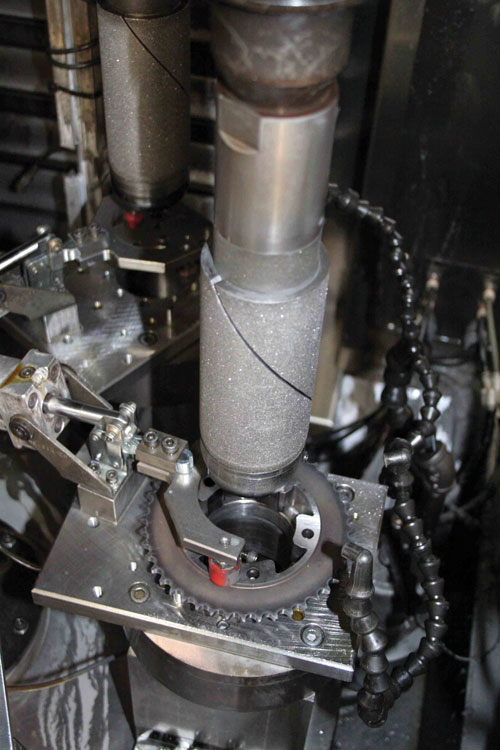
The segmented bore is finished to a roundness of 50 microns and total tolerance of 80 microns.

To improve productivity and durability, the VSS-2 is equipped with a standard 7.5-kW (10-hp) spindle motor, a cast iron spindle carriage, a thermal-resistant composite base, and a thick steel tooling plate. According to Sunnen, the precise, independent alignment of the spindles produces better bore geometry compared with machines that use an “average” alignment for all spindles.



VVT stators measure 23 mm long and 84 mm in diameter.)












Related Content

Sinonus launches energy-storing carbon fiber
Swedish deep-tech startup Sinonus is launching an energy-storing composite material to produce efficient structural batteries, IoT devices, drones, computers, larger vehicles and airplanes.
Read More
McLaren develops aerospace-inspired ART method for volume composite super car engineering
Automated rapid tape (ART) technique, already deployed at the MCTC and to be used for future McLaren models, is capable of producing lighter, stiffer and stronger carbon fiber structures with less waste.
Read More
Braided thermoplastic composite H2 tanks with co-consolidated molded boss areas to fit EV battery space
BRYSON project demonstrates possible designs, automated manufacturing and low permeability concepts, including EVOH liner and novel PPA matrix.
Read More
TPI manufactures all-composite Kenworth SuperTruck 2 cab
Class 8 diesel truck, now with a 20% lighter cab, achieves 136% freight efficiency improvement.
Read MoreRead Next

Kaneka BMI material attains >25% lead time, >20% tool cost reductions in Janicki evaluations
Process evaluations find that novel BMI polymer chemistry addresses longstanding manufacturing challenges of BMI tooling prepregs while maintaining high temperature performance and durability.
Read More
Bonded fastening meets the digital factory
Automation and XR tools aim to scale adhesive fastening for composites at next-gen aerospace production rates.
Read More
Polestar 5 takes aesthetics and circularity approach to biocomposite seatback design
The 2026 Polestar 5 expands the company’s use of sustainable materials design in the interior, including flax fiber/thermoplastic seatbacks that save 7 kilograms of weight and reduce overall plastics use.
Read More