
Lightning strike protection strategies for composite aircraft
Tried-and-true materials thrive, but new approaches and new forms designed to process faster are entering the marketplace.


An aircraft radome undergoes lightning testing at National Technical Systems’ (Calabasas, Calif.) lightning test laboratory. A 2.4-megavolt generator produces a strike to test the lightning strike protection (LSP) system on the part. Radomes are particularly susceptible to Zone 1A lightning, which can produce 200,000 amps. Source: National Technical Systems (formerly Lightning Technologies)

Cirrus has selected Dexmet’s (Wallingford, Conn.) expanded copper foil for the LSP system in the company’s all-carbon Vision SF50 personal jet aircraft. Aluminum mesh, which is used for the company’s piston aircraft fleet, wasn’t considered for the jet, to avoid potential galvanic corrosion issues. Source: Cirrus Design Corp.
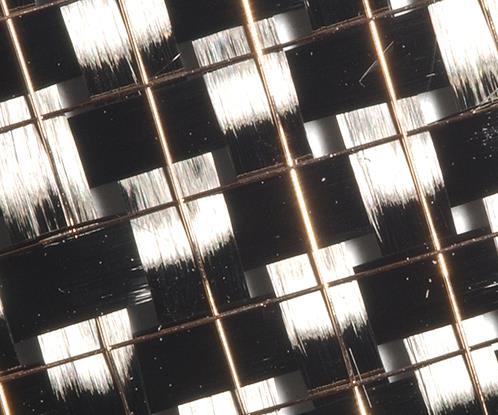
This closeup photo shows a carbon fiber interwoven wire fabric (IWWF) made by Hexcel (Stamford, Conn.), with integral wires, for LSP in lower-energy zones, such as the aircraft fuselage. Source: Hexcel
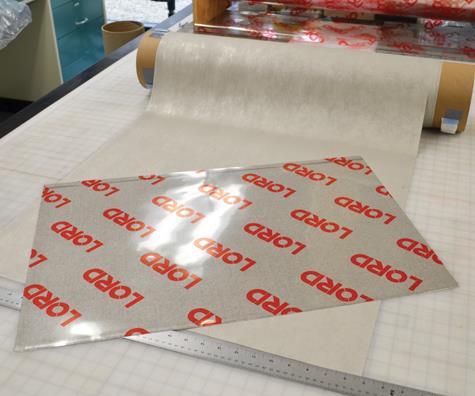
Lord Corp. (Cary, N.C.) has developed a new conductive polymer for LSP and EMI shielding called UltraConductive. The polymer is available as a surfacing film, as shown, or it can be applied as a spray-on coating (see next photo). Source: Lord Corp.

Lord Corp.'s (Cary, N.C.) new UltraConductive conductive polymer for LSP and EMI shielding can be applied as a spray-on coating. Source: Lord Corp.
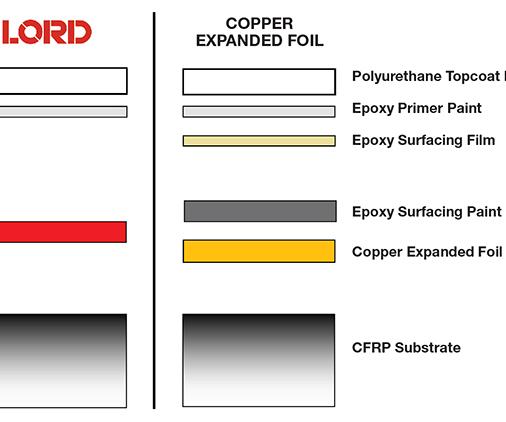
In this schematic diagram, Lord Corp.’s (Cary, N.C.) polymer material is compared to an expanded metal foil LSP application.

A typical 8-ply carbon laminate panel protected with copper mesh and painted with 10 mils of polyurethane paint is shown after a Zone 2A lightning strike. It shows damage to the paint and some damage to the metal mesh. An identical laminate, without mesh (see next photo), is painted with a conductive paint containing nickel. It shows less damage. Source: NIAR

An identical laminate, without mesh (shown here), is painted with a conductive paint containing nickel. It shows less damage then the sample in the previous photo. Source: NIAR

Checking the conductivity of the repaired LSP system with a milliohm meter is crucial. Source: FlightSafety Int'l


Lightning can strike twice. In the case of aircraft, it can strike multiple times. On planes built from highly conductive aluminum, even the worst-case 200,000-ampere jolt can be quickly conducted away. But for craft made with less-conductive carbon fiber composites or nonconductive fiberglass, lightning strike protection (LSP) is critical.
According to statistics published by the Royal Canadian Air Force, a plane can be struck by lightning on average every 1,000 to 3,000 flight hours. For commercial aircraft, that’s equivalent to one strike per aircraft per year. Although The Boeing Co. (Chicago, Ill.) has reported that the probability of a worst-case strike could be as infrequent as once every 10 to 15 years, aircraft designs must be able to withstand such a strike. Boeing recently reported in its AERO magazine that an airplane flies farther than its own length in the time it takes a strike to begin and end. Therefore, the entry point will change as the charge reattaches to other locations aft of the initial point. This can result in multiple burn areas or other damage that could have a direct effect on a plane’s structural integrity, and indirect effects that include damage to radio equipment and avionics or other electrically operated mechanisms, such as fuel valves when electrical potential differences or magnetic effects cause transient voltage spikes. Further, fatal accidents have occurred when current has arced around metal fasteners and ignited fuel vapors.



A wide array of LSP solutions has been adopted for composites as their use on aircraft has expanded during the past three decades. Each aircraft OEM’s design team approaches the issue differently in different areas of an aircraft, so each aircraft model flies a unique system. Although metal meshes and ply-integrated interwoven wires are the usual materials of choice for direct effects, LSP innovators are developing new, less weight-intensive and/or more efficiently processed options. Here, HPC updates readers on the LSP market (see our previous coverage in “Lightning strike protection for composites,” under "Editor's Pick's," at top right) revisiting established suppliers and introducing several new players.
Creating conductivity
LSP must provide a continuous conductive path of low resistance over the entire aircraft exterior, with additional protection in zones where lightning is most likely to attach. Briefly, Zone 1A (the radome or nose, wingtips, nacelles and extremities of the empennage) is required by the U.S. Federal Aviation Admin.’s (FAA) Federal Aviation Regulations (Parts 23, 25 and 27) to withstand 200,000 amps of initial lightning attachment and first return strokes. Zones that rarely see a direct strike (such as the fuselage) are required to handle less amperage and must simply conduct current between lightning attachment points. For other zone requirements, see Aerospace Recommended Practice [ARP] 5414A, 2005, available from SAE International (Warrendale, Pa.).
To create a conductive path, metal in the composite aircraft’s outer skin — typically a fine, lightweight mesh or foil embedded in a surfacing film, or wire embedded within the outer laminate ply — is placed in contact with metal bonding strips or other structures that connect the outer conductive surface to a metallic ground plane, such as an engine or metal conduit in the fuselage. To prevent the lightning charge from attaching to metal fasteners and then arcing or sparking, fasteners can be encapsulated or otherwise sealed off with plastic, or they can be covered with a metal strip that leads to a ground plane. Even the aircraft’s paint or other finish must be considered. If decorative materials are more than 9 mils thick, they place the conductive mesh or foil too far from the surface, which increases resistance and risks greater damage.
Metal LSP products consist primarily of aluminum and copper. Aluminum was one of the first LSP choices, because of its low weight, but the risk of galvanic corrosion in contact with carbon fiber laminates is a concern, and an isolation ply of fiberglass adds weight. Further, if moisture penetrates the composite skin, aluminum corrosion can occur. Copper eliminates the galvanic reaction risk, but weighs at least twice as much as aluminum. To counteract the parasitic weight, designers have for years investigated new multifunctional approaches, such as conductive paint and a low-resistance structural laminate. Dr. Yulia Kostogorova-Bellar at Wichita State University’s National Institute of Aviation Research (NIAR, Wichita, Kan.), who is currently investigating ways to reduce direct and indirect lightning effects on composite aircraft, says, “When composites were first adopted, lightning strike problems weren’t recognized initially, so the quick solution was to introduce metals back into the aircraft, which tends to negate the benefits that composites can bring. No one has really reexamined a new solution that can take weight out.”
The standard: Metal mesh
Metal mesh and expanded foil (copper and aluminum) continue to be the most frequently selected LSP solutions for direct LSP effects because they exhibit the high conductivity and high heat of vaporization necessary to handle massive lightning strike current levels. Dexmet Corp. (Wallingford, Conn.) is the exclusive supplier of LSP materials to Boeing, and also supplies Embraer, Airbus, Bombardier and many other smaller OEMs, says Ken Mull, Dexmet’s VP of product development: “Weight is clearly an issue with commercial aircraft — we make our products as lightweight as possible to provide the protection, since they don’t contribute structural strength.”
Dexmet makes its trademarked MicroGrid expanded metal foil (in aluminum, copper, phosphor bronze, titanium and more) using a 100-year-old metalworking process originally used to make steel gratings, stair treads and catwalks in other industries. A very thin metal foil is placed on a belt in one of the company’s proprietary machines. A toothed die, positioned over the foil, drops down and slits the foil, while simultaneously, the foil is pulled and stretched to form a diamond-shaped mesh. The areal weight of the expanded mesh is determined by the starting foil thickness. The size of the diamond-shaped openings can be customized via changes to the die. “The method of slit and stretch works better than weaving, since it eliminates any possibility of unraveling or loose strands, which can be problematic during processing and cause loss of electrical connectivity,” explains Mull. Expanded metal is smoother, less “bumpy” and shows less print-through than a woven mesh and reportedly adheres better to its host film or adhesive during fabrication. Dexmet has 100 slit-and-stretch machines and can produce large quantities of expanded foils and metal meshes up to 48 inches/1.23m in width, reportedly the widest in the industry, with very tight tolerances.
Products range from ultralightweight 0.010 lb/ft2 to a more typical 0.040 lb/ft2, which are appropriate for Zone 1A, up to heavyweight products e.g., 1,600 gsm/0.327 lb/ft2) for rivet lines.
Mull says Dexmet will supply expanded copper foil directly to Cirrus Design Corp. (Duluth, Minn.) for that company’s Cirrus Vision SF50 personal jet aircraft, an all-carbon composite design. Cirrus is working with its prepreg supplier to integrate the mesh as the outer ply in the structural prepreg, when aircraft production gets underway. Ordinarily, however, specified mesh is typically sent to an intermediate material supplier, where it is incorporated into an exterior surfacing film (see next section).
Nick Judson, the engineer responsible for the SF50’s LSP system, says that several solutions were evaluated, but Dexmet’s was selected because it’s “a proven material, it’s weight-effective for the aircraft and, ultimately, it’s cost-effective.” Judson says aluminum wasn’t an option, because of the potential for galvanic reaction with the carbon. The final foil weight will be determined shortly.
Other expanded foil and mesh providers include Astroseal Products Mfg. Corp. (Chester, Conn.), a well-known supplier to military and commercial customers. It’s trademarked Astrostrike aluminum mesh has been used by Cirrus Design to protect the Cirrus SR-20 and SR-22 piston-engined composite craft. M.C. The Gill Corporation (El Monte, Calif.) subsidiary Alcore Inc. (Edgewood, Md.) makes a continuous expanded aluminum foil (CEAF), trademarked Strikegrid, which is phosphoric acid anodized and coated to prevent galvanic issues and prevent corrosion. Alcore claims its material is the highest-performing LSP material available.
Niles International (Niles, Ohio) produces trademarked Aeromesh expanded foil and mesh on machines built by Bender GmbH (Siegen, Germany). As a startup in 1960, Niles Expanded Metals made expanded steel for industrial and architectural markets. Niles formed NExT Aerospace in 2008 to broaden its product portfolio with expanded foils for LSP. As the first LSP metal supplier to achieve ISO AS9100 certification, Niles works with Bender to make expanded metal products in both the U.S. and Europe, seeking “assured supply.” (Through Bender, Aeromesh is supplied to the Airbus repair facility in Toulouse, France.) Niles stresses quality control, and uses camera-based inspection systems on its machines to detect breaks and other flaws.
Integrated LSP materials
Many aerospace suppliers offer expanded metal mesh precombined with adhesive films, surfacing films or prepregs. One of the most widely used is SURFACE MASTER from Cytec Engineered Materials (Tempe, Ariz.), an epoxy-based surfacing film with embedded expanded foil. “SURFACE MASTER is qualified on virtually every aircraft program today, including the Boeing 787, Airbus A350 XWB and HondaJet,” reports Dalip Kohli, Cytec’s R&D director for aerospace adhesive applications. Kohli goes on to say that the product has evolved since its introduction into many customized versions, including one suitable for application by automated tape laying (ATL) processes.
Cytec customizes the film by purchasing customer-specified expanded foils and meshes from several suppliers, and producing films in widths up to 48 inches/1.2m with a release paper backing. SURFACE MASTER is reportedly compatible with all structural carbon/epoxy prepregs, and cures at the same temperatures. Kohli says that after demolding, the cured surfacing film is sandable, porosity-free and ready for paint. “It’s very shop-friendly, easy to work with, and can be easily repositioned in the mold,” he says. “To save more time, a primer coat is unnecessary, as our testing has shown that paint will adhere directly to the film, with no print-through.” Kohli reports that the company is currently developing a next-generation version of SURFACE MASTER that will offer lighter weight and faster laminate layup.
Hexcel (Stamford, Conn.) continues to offer its trademarked Redux epoxy film adhesives and HexPly prepreg resins that incorporate bronze, copper or aluminum mesh, or expanded foils, for LSP applications. The company also manufactures an interwoven wire fabric (IWWF) for lower-energy LSP zones, such as the fuselage. Small-diameter wires (phosphor bronze, aluminum, copper and more) are woven into carbon cloth to create a single-layer LSP system. Different weave styles and a range of wire sizes are available, and the company says the IWWF fabrics can be prepregged with Hexcel resins. If isolation of a carbon laminate is needed to protect against galvanic corrosion, the IWWF fabric can be made with an additional fiberglass ply. Toray Composites (America) Inc. (Tacoma, Wash.) offers a similar IWWF fabric, which was selected by Boeing for the fuselage of the 787.
Other ply-integrated LSP suppliers include prepregger APCM (Plainfield, Conn.) and Henkel AG & Co. KGaA (Bay Point, Calif.), which offers SynSkin surfacing film with embedded mesh.
Metallized fibers, fabrics & veils
Hollingsworth & Vose Co. (East Walpole, Mass.) reported in 2012 on testing of its new LSP form, a highly conductive nonwoven veil made with randomly oriented nickel or copper-coated-carbon fibers. The company says the veil weighs less than mesh and presents no corrosion risk, which eliminates the need for an isolation ply. The 100 gsm (0.02 lb/ft2) veil was incorporated into test panels, and compared at the National Technical Systems (formerly Lightning Technologies Inc., Pittsfield, Mass.) test lab against panels made with a traditional expanded metal mesh (both with carbon/aramid laminates and of similar weight). The results showed that the veil-protected laminate performed as well as the metal mesh-protected panel, without significant damage to the underlying laminate.
Another source for metal-coated carbon fiber products is Conductive Composites (Heber City, Utah). The company has developed a proprietary nickel vapor deposition (NVD) process that coats continuous fibers. The coated fibers are prepregged or incorporated into other products by technology partners. The company also supplies a highly conductive nonwoven “sheet” or veil product, made in-house by continuously coating a carbon nonwoven sheet with nickel. Two unnamed aerospace OEMs, the Air Force Research Laboratory (AFRL, Wright-Patterson AFB, Ohio) and the National Institute for Aviation Research (NIAR, Wichita, Kan.), are currently evaluating both products, claims Nathan Hansen, Conductive Composites’ president. “We’re able to produce a corrosion-resistant, very lightweight veil,” he says, noting that it is suitable for both electromagnetic interference (EMI) shielding and LSP. He says it “is lighter, thinner and more conductive than products made with other conductive fibers,” and adds that “for higher conductivity, we can simply increase the amount of nickel that’s deposited, to customize for the application.” The sheet can be produced in continuous rolls for manageable processing and, Hansen contends, the sheet not only saves weight but also offers a better part surface finish, less corrosion, and is easier to repair if it sustains damage.
Another important provider of lightning strike and static dissipation materials is Technical Fibre Products Inc. (TFP, a James Cropper Co., Schenectady, N.Y.). The company has the ability to produce metal coated carbon fibers in-house, through its subsidiaries Electro Fiber Technologies LLC and Metal Coated Fibers Inc. (MCF), co-located with TFP in Schenectady. Metal plating is done using either an electroless plating or electroplating process, depending on the requirements, and metal options include copper, nickel, silver, gold, alloys and more, in variable thicknesses up to 65 percent of finished product weight. Nickel-free environmentally-friendly alternatives are also available, says David Jhaveri, TFP’s business development manager. The metallized fibers are then converted into veil or mat form, tradenamed Optiveil or Optimat, using polyester, polyurethane or acrylic binders, in continuous or chopped form, from 5 mm/0.2 inch up to 1650 mm/65 inches in width. Alternatively, the metallic tows can be prepregged, woven or made into customized forms, to meet specific application needs. Veil weights from 4 gsm up to 200 gsm are available, and are designed for EMI shielding, thermal conductivity, static protection and as part of an overall lightning strike protection strategy. “Optiveil also offers multifunctionality such as providing a high-quality surface finish for the composite part in combination with conductivity and EMI shielding,” adds Jhaveri. The veils and mats are also suitable for use in resistive heating applications, such as aircraft de-icing. Optiveil and Optimat are available in sheeted form and cut shapes, as an alternative to rolls.
Conductive Composites also has a proprietary process for making nickel Nanostrands, which are dispersed in epoxy, silicone, urethane or other resins to create a three-dimensional conductive structure within the resins.
The polymers can be supplied in the form of films, gaskets, potting compounds or caulks, for sealing and potting metallic fasteners in aircraft or tying together different LSP systems.
These products are also under evaluation by several OEMs, adds Hansen. “We are able to easily integrate Nanostrands into standard materials, and they can be applied using conventional methods.”
Although they are less common, other products include peel-and-stick appliques, metallic “conformal shield” mesh applied to a part’s outer surface, and flamespray, a method of spraying high-temperature liquid metal, typically aluminum, onto the outer surface of the part. Suppliers include Integument Technologies (Tonawanda, N.Y.), Lightning Diversion Systems (Huntington Beach, Calif.) and Purtech Inc. (East Stroudsburg, Pa.).
Conductive surface treatments
LORD Corporation (Cary, N.C.) has developed a new, trademarked conductive polymeric material for LSP applications called UltraConductive. Available as a sprayable conductive paint or a surfacing film, a spray-on tool coating or a post applied conductive repair paint, the patented material is reportedly half the weight of some common expanded metal foil surfacing films, and does not rely on nanomaterials says Seth Carruthers, Lord’s manager of chemical research and electronic materials. “Our raw materials are readily available and we have a strong sourcing strategy.”
The one-part, epoxy-based polymer contains a latent heat-triggered curative, proprietary additives, and a conductive filler, which, Carruthers says, can consist of any one of a “family” of fillers that enables Lord to customize the product. In contrast to traditional silver-filled conductive epoxies, for example, UltraConductive exhibits a unique “self-assembling” behavior during cure that results in a three-dimensional filler morphology, enabling the filler to touch and conduct current throughout the thickness. High conductivity is possible at very low filler loadings, he claims, explaining, “The chemistry allows the polymer to ‘get out of the way’ of the filler, allowing the filler to conduct, without being insulated by the polymer molecules.”
Extensive testing has compared UltraConductive to expanded metal and other technologies, at Zone 2A and 1A strike profiles. Results indicate that the Lord spray and film products exhibit 78 percent lower resistance than a conventional conductive epoxy yet perform like an equivalent test panel protected by expanded copper foil in terms of sustained damage, at half the weight. “Our tests have shown that a carbon composite coated with UltraConductive achieved 121 dB of EMI shielding,” he reports, “equivalent to that of a solid 1-mm [0.04-inch] thick aluminum skin. Thus, Ultraconductive enabled the carbon composite to shield just as well as solid aluminum.” The sprayable and film products are undergoing qualification testing with several aircraft OEMs. “These products give designers multiple options for LSP and EMI shielding, and they can work with other materials across the entire aircraft.”
NIAR’s Kostogorova-Bellar and Paul Jonas, director of NIAR’s environmental test labs, are conducting a U.S. Air Force-sponsored study on direct and indirect lightning and EMI shielding protection schemes for composite structures. One promising system is a conductive paint from Conductive Composites, in which the company disperses its nickel Nanostrand material. Formulated to handle lightning strikes in Zones 1A and 2A, the paint reportedly offers what Kostogorova-Bellar calls “superior” performance when compared to baseline LSP protection, such as aluminum and copper expanded foils and woven wire materials, including phosphor bronze. The paint, which reportedly can be resprayed in the event of damage, is expected to be a good alternative to the other methods.
“Now, the next step is to improve the appearance of the paint, for better cosmetics, without making it too thick,” says Kostogorova-Bellar.
In process: Predictive tools
New developments notwithstanding, Jonas cautions that LSP protection, against either direct or indirect effects, is a “tricky problem.” He suggests that an overall system approach should be taken, with a combination of materials. “It’s a compromise — every OEM has a slightly different approach to solving the problem. We need to look at how something new, like conductive paint, might be coupled with more traditional materials, for both direct and indirect protection schemes.”
To that end, Jonas says NIAR is working with multiple OEMs to develop a computational tool that will predict the indirect effects of lightning. “This is a testing-intensive field, and it’s hard to predict lightning effects,” he cautions. “This tool for indirect effects will help predict electrical behavior and result in fewer costly lightning tests and design iterations.” A second tool for predicting direct effects also is in development. When they are in hand, these tools could greatly enhance the design process, and help designers understand and optimize their LSP systems prior to the validation test process.










.jpg;maxWidth=300;quality=90;format=webp)





Related Content

Plant tour: Middle River Aerostructure Systems, Baltimore, Md., U.S.
The historic Martin Aircraft factory is advancing digitized automation for more sustainable production of composite aerostructures.
Read More
Materials & Processes: Resin matrices for composites
The matrix binds the fiber reinforcement, gives the composite component its shape and determines its surface quality. A composite matrix may be a polymer, ceramic, metal or carbon. Here’s a guide to selection.
Read More
Plant tour: Dowty Propellers, Gloucester, U.K.
Transforming decades of design and RTM production reliability into more sustainable, next-generation composite propellers.
Read More
Materials & Processes: Fabrication methods
There are numerous methods for fabricating composite components. Selection of a method for a particular part, therefore, will depend on the materials, the part design and end-use or application. Here's a guide to selection.
Read MoreRead Next

Lightning Strike Protection For Composite Structures
Composite structures are more vulnerable to damage than metal, but today's LSP products offer proven protection.
Read More
After lightning strikes: Repair considerations
When lightning does strike, aircraft LSP system repairs must be done correctly to ensure restoration of protection.
Read More