
Infused CFRP: New One-Design paradigm
The Farr 400 opens a new frontier in Grand Prix sail racing, with greater precision at lower cost.


The Farr 400 offers Grand Prix racing performance, including high-end carbon composite construction and equipment, reduced drag, increased speed and improved handling. It benefits from the most advanced computer-aided design. Source: Premier Composite Technologies

The objective of One-Design sailboat racing is competition based on the sailing skills of the crews. Thus, all boats in a given class are practically identical. The 40-ft Grand Prix-style Farr 400 racing boat requires a smaller crew than its predecessors, and it is easily trailered and transported. Source: Premier Composite Technologies

Advanced materials, resin infusion and aerospace-style precision help the Farr 400 achieve unprecedented part optimization and consistency. Finished hulls, for example, differ in weight by only ±5 kg. Source: Premier Composite Technologies

Step 1: The full-hull master plug is CNC-machined. Source: Premier Composite Technologies
Step 2: The master plug is split into two half-hull plugs. Source: Premier Composite Technologies
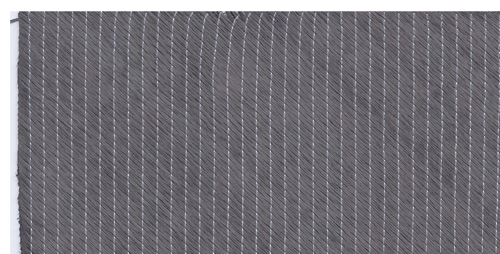
Step 3: FORMAX 1000 g/m2 hybrid glass- and carbon-fiber quadraxial fabric is infused to produce high-quality molds with less voids and increased dimensional stability. Source: Premier Composite Technologies

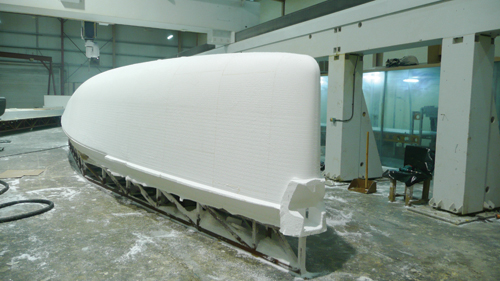
Step 4: Dry carbon fabrics and pre-bent foam core (without grooves) are laid into the half-hull molds and then infused. Source: Premier Composite Technologies
Step 5: Half-hull molds are connected, a pre-wet centerline joint is applied, and pre-infused internal structures are bonded onto reversed flanges in the hull, followed by an oven post-cure at 65°C/149°F. Source: Premier Composite Technologies

Step 6: The deck is lowered and bonded onto landing flanges that extend all the way around the hull. Source: Premier Composite Technologies

Step 7: The finished, bonded hull and deck, ready for outfitting. Source: Premier Composite Technologies

Step 8: The rudder and keel are installed, and the Farr 400 hull and deck is ready for rigging and final equipment installation. Source: Premier Composite Technologies


The objective of One-Design sailboat racing is competition based on the sailing skills of the crews. Thus, all boats in a given class are practically identical. There are many One-Design classes, but the high-performance end is much like Formula 1 (F1) automobile racing. Both Grand Prix events and their respective vehicles benefit from the most advanced computer-aided design and carbon fiber-reinforced polymer (CFRP) technology. And like F1 teams, One-Design sailing teams invariably find a way to spend more money to eke out some slight advantage in their racing vessels, making the whole sport more expensive.
The Farr 400 was conceived to solve that problem. The 40-ft Grand Prix-style racing boat requires a smaller crew than its predecessors, and it is easily trailered and transported. Most importantly, the extraordinary level of design and construction optimization that goes into its fabrication leaves little impetus for postconstruction spending. Although CFRP has been used in Grand Prix sailboats for decades, the use of dry fiber forms and infusion techniques, rather than prepreg, is new and provides a means to achieve ambitious performance and cost goals. Further, the boat’s builder has taken full advantage of the latest in boatbuilding technology, from computational fluid dynamics (CFD) in the hull and keel to the latest techniques for infusing carbon fiber multiaxials in its laminates to ensure remarkable repeatability in production.



Annapolis and Dubai
The Farr 400 was designed by world-renowned Farr Yacht Design (Annapolis, Md.), the architects of hundreds of successful racing sailboats since 1981, including more than 20 One-Design classes. But it was commissioned and then constructed by Premier Composite Technologies (PCT, Dubai, United Arab Emirates; see “Sailboat building in the blood” at the end of this article or click on its title in "Editor's Pick's" at top right). PCT’s marine technical director and Farr 400 project manager, Max Waimer, notes that when the celebrated Farr 40 One-Design class, launched in 1997 and numbering almost 140 boats by 2008, started to decline, PCT felt the market was ready for a new concept.
“When you see a One-Design class begin to fall off, you need to look at performance and cost,” he says. “We thought to design a Grand Prix race boat with the same high-performance design and equipment — like a racing cockpit, coffee grinder winches and carbon fiber — but using modern technologies, like infusion, to make it production friendly. We then focused even more on cost, challenging Farr Yacht Design to make it transportable on a standard 40-ft flat rack and to perform with less crew.”
Designed to deliver
Farr Yacht Design’s challenge was to enable economical delivery without compromising racing performance. Accordingly, the Farr 400 was constrained to a 3.4m/11.2-ft beam (width) and 11.8m/38.7-ft length (length overall, or LOA), but every millimeter was optimized for speed and fast reaction to changing conditions. Suggested by the latest in CFD analysis, the full stem (tip of the bow) and forehull shape (described as “slab-sided”) provide greater buoyancy, which translates into lift at high speed. This was verified by sailor Emerson Smith during a race in January: “The full bow alters the motion a bit, but you soon realize the difference is a benefit to boat speed. The 400 mainly goes over the waves instead of through, submerging less into each.”
A partial chine (the angled junction where the hull bottom meets the side) on the stern enables more control at high speed, and the whole hull is designed not only for reduced drag, but also to operate at higher heel angles (the angle of the hull to the water as it is lifted by the sails during high winds) for high performance, downwind. The single, large CFRP rudder and deep, retractable keel (9.5 ft sailing draft can be reduced to 6.5 ft for docking) provide maximum control and a deliberately simplified layout.
The oversized cockpit has been greatly appreciated by racers so far, as have the Grand Prix-style winch spacing and general deck arrangement. Also in Grand Prix style, all of the major components are top-notch and were designed to save weight; they include Lewmar (Havant, U.K.) carbon composite winches, as well as Element C6 carbon fiber standing rigging and CFRP prepreg mast, both supplied by Southern Spars (Cape Town, South Africa).
For shipping, the mast is separated into two pieces. The rudder and keel are easily removed, and the boat’s cradle has been designed to tilt roughly 80° for stowage, with all components, on a 40-ft flat rack container.
Saving weight high on the boat was another goal in terms of affordable performance enhancements. This kept the vertical center of gravity as low as possible, providing excellent stability and righting moment without the extra weight or cost of a bigger keel bulb.
Built for repeatability
PCT began Farr 400 production by CNC machining a master plug from tooling paste, which was then halved. The half-hull plugs were used to infuse the production molds, using Prime 20 LV epoxy tooling resin, supplied by SP-High Modulus (Isle of Wight, U.K.), and FORMAX (Leicester, U.K.) 1,000 g/m2 hybrid glass and carbon fiber quadraxial fabrics.
“We’ve made hundreds of molds using wet layup,” says Waimer, “but we chose to infuse all of the molds for this project because we wanted to pursue a very high-end production from the beginning.” He adds, “We wanted to ensure fewer voids and better saturation in the molds, so that the composite hulls and decks we made from these would be of the highest quality.” Waimer notes this also helps to maintain dimensional stability of the final parts.
Both hull and deck laminates use a sandwich construction with carbon fiber skins and foam core. Carbon fiber reinforcements are supplied by FORMAX using both 12K and larger filament count fibers, as Waimer describes: “We worked closely with FORMAX and were able to select input fibers that were suited to the fabrics while maintaining a flexible supply chain with short lead times, which is always important for marine projects.”
The main hull and deck laminates, as well as the internal structure, use 300g/m2 and 400g/m2 ±45° carbon biaxial fabrics. An unbalanced, stitched 0°/90° fabric boosts transverse stiffness in the hull and longitudinal stiffness in selected areas of the deck. The unbalanced construction of the fabric — 300g/m2 warp and 200g/m2 weft — allowed the use of a single ply in these areas. A 300g/m2 woven uni fabric adds reinforcement where finite element analysis identified high loads, such as chain plates. The fabric’s construction is optimized for infusion, using a 68 tex glass weft to improve resin flow and permeability, saving time and money yet helping to guarantee a fully infused laminate, which can be problematic when using multiple plies of carbon fiber unidirectional tapes.
Corecell foam, supplied by SP-High Modulus, was chosen for the foam core because it doesn’t outgas during processing. The core is shaped to its necessary curvature using a separate set of molds in an oven. “We decided against double-cut foam in order to gain better weight control,” says Waimer. “It is very difficult to control how much resin is retained in the cuts during infusion, but by using uncut foam and forming it, we eliminate this variability.” PCT uses a scrim on top of the foam core to aid resin flow.
As the core is shaped, reinforcements are cut and kitted. Layup begins by spraying the molds with polyester gel coat, followed by a hand-layed print barrier/tie coat of lightweight chopped strand glass mat and vinyl ester resin. Then the materials are placed: dry outer skin fabrics, Corecell and dry inner skin fabrics. After all the layers are placed into the half-hull molds, technicians follow with peel ply, mesh (i.e., flow medium) and vacuum bag film, and then they test to ensure the setup has no leaks and pulls full vacuum. Then, the two half hulls are infused separately, using Prime 20 LV epoxy infusion resin, which takes about 40 minutes for each side.
“The development of infusion makes a better controllable production system,” says Waimer. He notes it also can save time and labor. “Infusion is much more user-friendly and accessible than prepreg. For example, if you lay up the dry fiber incorrectly, you can just lift it up and put it back in correctly. With prepreg, it is obviously a lot more difficult.”
After the half hulls are infused and cured, their production molds are moved together. The two half hulls have been specifically designed to be joined. The foam core is placed to leave a 100-mm to 150-mm (4-inch to 6-inch) margin from the keel line at a 3:1 chamfer (the core recedes 3 inches laterally for every inch vertically), enabling each half hull to form one side of a “V.” The skin laminates also are staggered away from the centerline. They join precisely, thanks to locator pins, and have a seal that compresses to form a vacuum-tight full-hull mold. A specially designed joint laminate is made by impregnating FORMAX reinforcements with SP-High Modulus’ Ampreg 22 epoxy resin using an in-house prepreg machine. Ampreg 22 offers higher viscosity and compatibility; it is in the same family as the infusion resin used in the hull halves. The prewetted joint laminate is placed into the full-hull mold along the keel line, and a local vacuum is applied for a room-temperature cure overnight. “This approach was chosen because infusing the joint would risk sucking resin into the hull along the joint line and prereleasing the hull from the mold,” explains Waimer.
The entire hull is then demolded and placed into a green jig, which is a frame with cutouts enabling installation of the rudder and other structures while holding the entire hull to its shape during postcure. This frees up the separated half-hull molds to begin production on another boat. Meanwhile, the Farr 400 deck and internal structure have been produced, using the same materials and basic process as the hull. As with the hull, 5-axis CNC machining is used to ensure that the highly optimized geometry of the deck mold and the tooling for the internal structure is carried through the production process with accuracy and consistency.
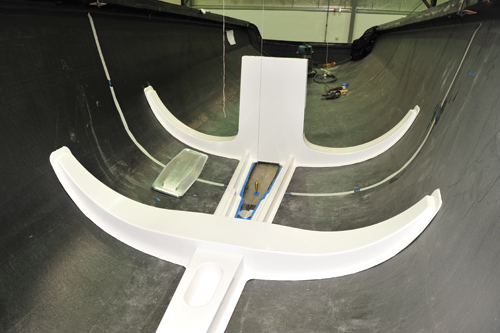
From front to back, the internal structures include a support bulkhead, mast bulkhead, structural grid with integrated keel box, two longitudinal bulkheads, a traveler bulkhead and structural components for the chain plates and saloon bunks. These parts are infused and then bonded with SP-High Modulus’ Spabond 340 and 345 epoxy adhesives onto reversed flanges along the hull’s inner surface. The epoxy hull, centerline joint and bonded-in structure, all stabilized in the green jig, is then postcured in a computer-controlled oven at 65°C/149°F for 12 hours. After the interior equipment and systems are installed, the deck is lowered over and bonded to landing flanges on the hull perimeter, using Spabond 340.
Rare alignment
As with any technology forerunner, the Farr 400 had its kinks that needed to be worked out. The first keels were too thick and did not move well in the lifting slot; the forward hatches needed tweaking; and extensive early sea trials by racing veterans indicated that the mast needed a new shape. Historically, such mast and keel changes would have been serious issues, the latter requiring a change to the production molds. However, the Farr 400 partners, based on their long work history and pedigrees, made remarkably quick adjustments.
“This is a rarity in a One-Design, where you have the integrity of the boat, builder and designer all lined up,” says project consultant and professional sailor Dee Smith. “I asked for the changes on a Monday, by Tuesday they were done and the new mold was ready in Dubai the next Monday,” he says. Smith notes that major improvements based on sailors’ input have been possible because of the partners’ commitment to the success of this One-Design, plus what he describes as PCT’s “unique capabilities.” The changes to the mast ultimately produced more lift at each angle (for example, 20 percent at 10°) without any increase in drag.
From production to prize winner
This commitment to quality and performance has been recognized. The Farr 400 was voted Boat of the Year 2012 in the Best Offshore One-Design category by Sailing World magazine and Best Boat 2012 (Performance 30-ft and Over) by Sail magazine. In the case of transportability alone, the Farr 400 is a winner. It can be shipped from Europe to Australia for €15,000 ($19,490 USD) — far less than the typical rate of €70,000 ($90,945 USD) for traditional One-Designs. Further, infusion rather than prepreg layup saves about 25 percent in labor cost, and the material cost of a prepreg/honeycomb core construction is about 50 percent greater than that for the dry fabrics and Corecell foam used in the infused yachts.
Remarkably, the 11 boats built so far have weights within 5 kg/11 lb of each other, and those same boats, outfitted with rigging and numerous other composite and metallic components, vary by only 35 kg/77 lb. “This comes back to our goal of making the boat the best it can be,” says Waimer. “There is no extra advantage to be gained after it has been produced.”
No surprise, then, that only 11 months after production startup, the Farr 400 obtained its own class start of five boats for the 25th annual Quantum Key West race (Key West, Fla.) in January, where the boats’ common design and almost identical weight made for fast sailing and some very close finishes. At HPC press time, PCT had sold 13 boats. The class is beginning to build and should pick up at races in Charleston, S.C., Australia and Europe in the next few months.











.jpg;maxWidth=300;quality=90;format=webp)



Related Content

A new era for ceramic matrix composites
CMC is expanding, with new fiber production in Europe, faster processes and higher temperature materials enabling applications for industry, hypersonics and New Space.
Read More
PEEK vs. PEKK vs. PAEK and continuous compression molding
Suppliers of thermoplastics and carbon fiber chime in regarding PEEK vs. PEKK, and now PAEK, as well as in-situ consolidation — the supply chain for thermoplastic tape composites continues to evolve.
Read More
Manufacturing the MFFD thermoplastic composite fuselage
Demonstrator’s upper, lower shells and assembly prove materials and new processes for lighter, cheaper and more sustainable high-rate future aircraft.
Read More
Plant tour: Spirit AeroSystems, Belfast, Northern Ireland, U.K.
Purpose-built facility employs resin transfer infusion (RTI) and assembly technology to manufacture today’s composite A220 wings, and prepares for future new programs and production ramp-ups.
Read MoreRead Next

Besting Big Ben: A Marvel in Makkah
Composite design makes possible the world’s largest clock and tallest clock tower.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More