
3-D woven reinforcements update
Suppliers make progress toward reinforcement preforms that exhibit comparable properties in the x, y and z axes.

3-D woven reinforcements are giving designers the z-directional reinforcement necessary to improve the properties of complex one-piece composite components.
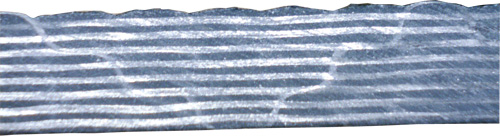
Fig. 1: Angle-interlocked fabric, showing locking warp end. Source: Sigmatex
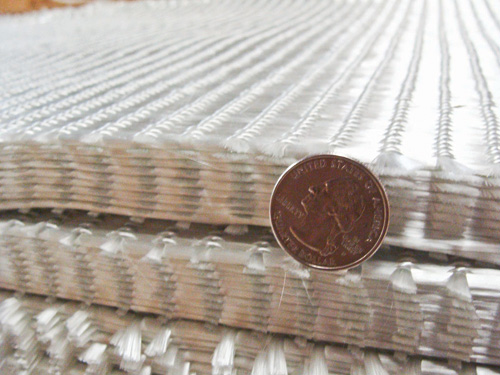
Fig 2: 3-D orthogonal woven goods. Source: 3TEX

Fig 3: Constant cross-section preform. Source: Sigmatex

Fig. 4: Expandable fabric core.
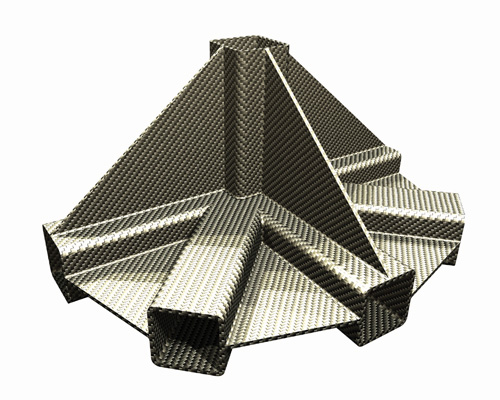
Fig. 5: 3-D node structure. Source: Composites Integration Ltd.; Graphic artist: Alan Bond
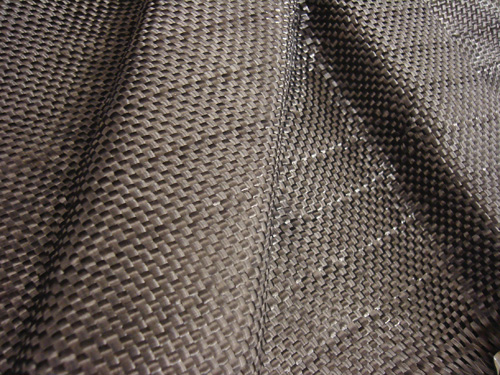
Fig. 6: Close up of woven nodal element in Fig. 5. Source: Sigmatex
Fig. 7: Offset woven pocket. Source: Sigmatex



In composite structures, the reduction in material properties due to delamination between plies has long been a major concern. Key properties such as compression strength-after-impact are particularly sensitive to delamination-related failure mechanisms. These concerns, along with the desire to facilitate efficient out-of-autoclave manufacturing processes, have driven the development of three-dimensional fiber reinforcements.
Since the early 1990s, several methods have been investigated to prevent delamination by using out-of-plane reinforcements. These have included stitching stacks of two-dimensional plies together, pinning the plies together with fibers in the z-direction, and using three-dimensional braided, warp-knitted, or woven materials.


Each of these methods, however, involves compromises: One must accept some degradation of inplane properties to gain the desired increase in z-directional properties. In addition, there is a trade-off between material and manufacturing costs.
These compromises can be summarized, rather simplistically, as follows: In the act of stitching plies together with z-directional fibers, the stitching needles penetrate the plies, and damage some inplane reinforcing fibers. This reduces primary properties, such as fiber strength and stiffness, and it increases the cost of the preform by adding an extra manufacturing step. Similar concerns apply to z-pins, although pin geometry and insertion methods can partially mitigate detrimental inplane effects.
Fibers in 3-D braided materials are highly interlaced, and as a result, fibers are crimped where they cross over or under each other. Crimping diminishes primary inplane material properties. Warp-knitting machines tie nominally straight fibers (as in biaxial or quadraxial fabrics) to additional layers by a knitting process using relatively weak stitching threads. These relatively thin fabrics, however, often do not do enough to help designers reach the goal of minimizing layup labor and manufacturing costs.
3-D weaving, however, is an approach to optimizing material properties and manufacturing costs for which recent developments are noteworthy and, therefore, merit investigation here. But a distinction should first be made between traditional 3-D woven (or multilayer woven) fabric and today’s advanced 3-D woven fabrics and preforms.
Multilayer fabrics can be and have been woven on traditional 2-D weaving looms. Familiar examples are webbing, belting and paper-making fabric. These fabrics are produced by splitting the warp fibers (oriented in the direction of fabric production and take-up on the loom) to create multiple sheds (that is, spaces through which the weft or filling fibers are inserted at right angles to the warp before being compacted into position by the reed). If the warp ends are moved up or down during weaving, then the fabric can be made to consist of several layers stacked vertically. Warp ends can be interlaced with fill fibers in the adjacent layer to produce layer-to-layer locked fabrics, or they can be interlaced with fill fibers in the top and bottom layers to create angle-interlocked fabrics (shown in Fig. 1).
Unfortunately, weaving 3-D fabrics on 2-D looms in this manner induces fiber crimp in the warp ends, which also might be damaged due to abrasion against the loom heddle eyes that move the warp ends up and down during each weaving cycle. Crimping and abrasion can be detrimental to maintaining good inplane mechanical properties. This is particularly likely when weaving stiff, high-performance fibers, such as carbon fiber. However, various approaches and new weaving machines have been developed to address these limitations of 2-D weaving technology. Different approaches to 3-D weaving are now being developed and deployed. These methods seek to avoid the inplane material-property losses associated with 2-D looms. They also offer the opportunity to increase 3-D fabric thickness and create fully 3-D woven preforms,
Current state of the art
A number of methods of manufacturing 3-D woven structures are currently available. Many use custom-made, one-of-a-kind machines that offer distinct preforms with limited 3-D structure capabilities. 3TEX (Cary, N.C.) uses a multiple rapier weft fiber insertion system to create 25-mm/1-inch thick orthogonal materials. In these constructions, warp and weft fibers are stacked in the woven preform at right angles to each other, with a minimum of fiber waviness induced during the weaving process. The layers of warp and weft fibers are held in place by additional warp fibers that run sinusoidally through the 3-D fabric thickness and lace these load-bearing fibers together as seen in Fig. 2. 3TEX’s trademarked 3WEAVE and Z-Plex materials have been reviewed in HPC previously (see “Editor's Picks,” at right) for use in the wind energy industry. These materials allow large, thick structures to be infused and are typically used for industrial applications.
It also is possible to make nonorthogonal 3-D woven preforms with today’s weaving machines. These machines introduce both significant complexity and promise. Resin-infused 3-D woven preforms might replace many pultruded composites and cast- or forged-metal solutions. If current design, analysis, and manufacturing-rate challenges are met successfully, such 3-D woven preforms likely will be more suitable for aerospace applications.
Constant cross-section profiles that require sealed edges are manufactured using shuttle technology in place of the rapier insertion system. The method of inserting filling fiber has not changed significantly for many years. Air-jet insertion offers the highest insertion rates. The rapier method is currently the preferred method because it offers positive filling control, which is advantageous for inserting carbon fibers. New machine developments by Mageba (Bernkastel-Kues, Germany) offer opportunities to develop constant cross-section profiles by using the shuttle to seal the edges. Similar improvements are being made in shedding mechanisms. These improvements rely on advances in control technology. Jaquard weaving technology, for example, has come full circle. Early Jacquard looms used punch-card-driven shedding mechanisms, which contributed significantly to the development of computers. Today, computers are spurring the development of Jacquard technology, which has been updated to enable full computerized control of the vertical motion of each warp end, independent of conventional weaving machine mechanical-motion constraints. These developments contribute to the current ability to produce advanced profiles. This important set of 3-D woven preforms is currently the subject of research and development by Sigmatex (Runcorn, Cheshire, U.K.).
Chris McHugh, lead development engineer 3-D structures for Sigmatex, credits his company’s sophisticated Jacquard weaving equipment for making its 3-D structures possible: “The Staubli Unival 100 Jacquard offers advantages of self-monitoring and ultimate control over shed geometry. Sigmatex uses these capabilities to manufacture some of the novel 3-D structures currently being developed.” The machine’s flexibility enables the weaving of both solid and constant cross-section profiles as well as expandable and one-piece components. “The functionality of the Unival is also utilized when weaving solid structures,” he notes, “allowing orthogonal and angle-interlock structures to be woven with reduced fiber damage. By using state-of-the-art equipment with superior design capability, the opportunity to manufacture a wide range of structures is very attractive within the composites market.” Examples of constant-cross-section profiles and expandable materials (where adjacent fabric layers are locked together only at discrete points) are shown in Figs. 3 and 4.
Bally Ribbon Mills (Bally, Pa.), T.E.A.M. Inc. (Woonsocket, R.I.) and Albany Engineered Composites (Rochester, N.H.) also are actively developing 3-D woven structures. Albany has been developing commercial aircraft landing-gear braces with SAFRAN Group (Paris, France), although these are not yet in production. Similarly, other custom-made systems are being developed that can offer ±45° fiber orientations in 3-D woven preforms, but no materials are currently in production using these methods.
Designing for complex interactions
Sigmatex is working on a number of collaborative projects aimed at developing 3-D technology and applications. These also serve to illustrate some of the challenges facing 3-D woven applications. The potential for one-piece woven components is evident in 3-D woven structures such as the one shown in Fig. 5. This figure demonstrates the finished component, which incorporates woven nodes with strengthening vertical webs joining the 90° elements. Structures like the pictured 3-D node could be useful in a variety of infrastructure applications.
Fig. 6 is a closer view of this nodal element. It shows the conformability that is made possible by using the multilayer weave structure. The complexity of the part in Figs. 5 and 6 illustrate the need for CAD-based part design, FEA modeling, and part testing, which are necessary to analyze the complex interaction between fiber orientation at different parts of the preform so that resulting structural properties can be understood. Using such tools, Sigmatex and its collaborators are now seeking to characterize the properties of the nodal structure shown in Figs. 5 and 6.
During development of the novel process used to manufacture the nodal structure, Sigmatex also demonstrated that the offset weaving process allows profiles to be manufactured where the fabric density of both sides of a pocket structure needs to be the same. Various types of profiles can be manufactured into the woven preform. Fig. 7 shows an offset woven pocket on a loom, which could be infused with resin to form an integral stiffening rib.
The economic feasibility of 3-D woven preforms presents another challenge. Advances are being made in the production of high-volume constant-cross-section profile components. Current profiles are expensive and subject to manufacturing constraints that limit production output. Although improvements can be made, processing limitations in narrow fabric weaving always will restrict output rates. Sigmatex is looking at manufacturing multiple constant-cross-section profiles by simultaneously weaving multiple sections on wider weaving looms. This would enable a substantial increase in per-hour production rates for popular T- and Pi-section structures of different sizes.
Sigmatex is developing its high-production rate profiles to drive down cost and increase output of T- and Pi-profiles, which will not be constrained by shuttle weft-insertion limitations. Additional features can be designed into the profile using the capabilities offered by new weaving machinery developments. These machines enable finer control of thread position throughout a structure, enabling, in turn, the use of complex geometries and more complicated weaving styles.
Summary
The future of 3-D woven structures appears positive, but economic viability remains a key consideration for the technology. Development of 3-D woven structures will trend in two general directions. The first trend is toward thick, 3-D fabrics that simplify resin infusion and cut manufacturing times. These are and will be used in volume to support applications as diverse as wind turbine blade roots, corrosion-resistant industrial parts and military vehicle components. The second trend will be toward more complex preform shapes, suitable for aerospace and specialized infrastructure applications. It is still too early to say if these complex shapes will achieve significant market penetration.
It is clear, however, that very complex profiles and preform shapes can be realized with current 3-D weaving technologies. In today’s machines, there is a nearly endless list of potential capabilities that remains unexploited. As more complex shapes are developed, a major barrier to commercialization is a current inability to reliably predict the properties of such structures. The need to integrate the weaving design process with finite element analysis (FEA) tools is inescapable. The remaining task will be to produce complex 3-D woven structures at increased rates so preform costs are acceptable. Work continues in various collaborative projects to address these challenges and to ensure 3-D weaving is adopted by the mainstream composites engineering community.














Related Content

Busch expands autoclave solutions
Busch announces its ability to address all autoclave, oven and associated composites manufacturing requirements following the acquisition of Vacuum Furnace Engineering.
Read More
Industrial curing autoclaves with advanced control systems
CAMX 2025: Turnkey Akarmak autoclaves support various composite curing needs with enhanced process control, international specification compliance and optimal heat distribution.
Read More
Industrial composite autoclaves feature advanced control, turnkey options
CAMX 2024: Designed and built with safety and durability in mind, Akarmark delivers complete curing autoclave systems for a variety of applications.
Read More
Uavos, Mira Composites perform test flight of ApusNeo HAPS aircraft
The highly composite 18-meter-wingspan platform successfully obtained imagery from 3,000-12,000-meter altitudes, supporting its progress toward use in high-altitude missions.
Read MoreRead Next

Wind Blade Manufacturing: Cost-efficient materials-based strategies
The wind blade’s four key elements — the root, the spar, the aerodynamic shell or fairing, and the surfacing system — have present unique manufacturing challenges that must be met with carefully selected composite material systems and molding strategies.
Read More
Next-gen fan blades: Hybrid twin RTM, printed sensors, laser shock disassembly
MORPHO project demonstrates blade with 20% faster RTM cure cycle, uses AI-based monitoring for improved maintenance/life cycle management and proves laser shock disassembly for recycling.
Read More
Ceramic matrix composites: Faster, cheaper, higher temperature
New players proliferate, increasing CMC materials and manufacturing capacity, novel processes and automation to meet demand for higher part volumes and performance.
Read More