
New horizons in welding thermoplastic composites
Latest developments in qualification, production and applications for aerospace and automotive.




This blog accompanies the Sep 2018 feature “Welding thermoplastic composites”. It’s a compilation of images and details that didn’t fit into the print article, including a timeline of induction welding developments and details on qualification for future commercial aircraft, as well as short sections on repair, developments for automotive and thermoset to thermoplastic (TS-TP) welding.
Just to reiterate why welded thermoplastic composite (TPC) assemblies are of interest for both aerospace and automotive lightweight structures, compare the two images below of the Airbus A320 rear pressure bulkhead. The top image is the current version made from aluminum. Notice the large number of rivets. Now compare that with the welded TPC demonstrator presented by Premium Aerotec at the 2018 ILA airshow in Berlin. Notice the absence of rivets. For composites, this not only eliminates the weight, time and cost of fasteners, but also the time and cost of positioning and drilling holes, plus cleaning and inspecting those holes. It also means much lighter structures without the laminate pad ups required to offset cuts through load-bearing fibers.




 |
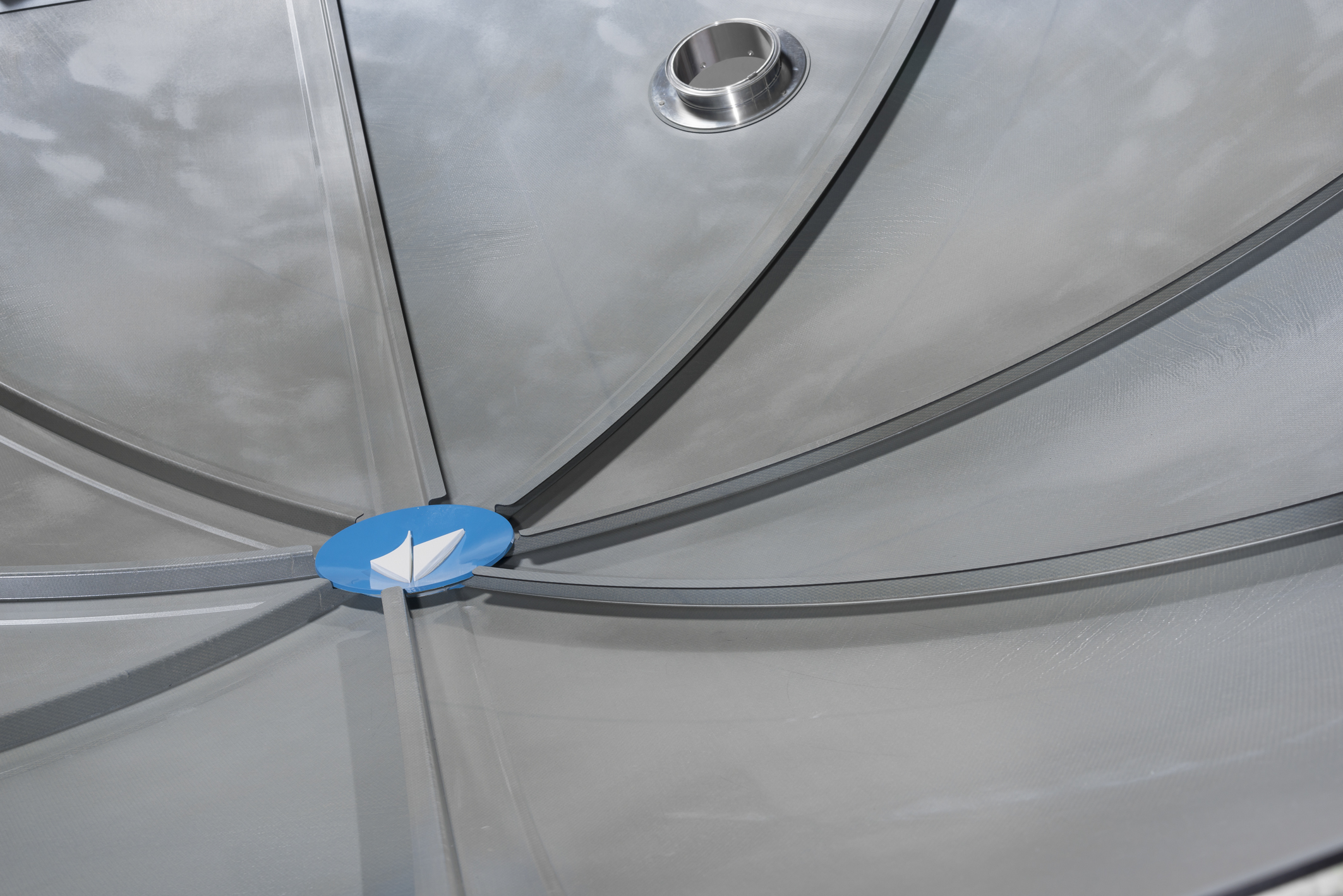 |
A welded thermoplastic composite A320 rear pressure bulkhead (bottom) offers a rivet-less solution vs. the current aluminum construction (top).
SOURCE: RUAG (top) and Premium Aerotec (bottom), DLR Center for Lightweight Production Technology (Augsburg, Germany)
“Another benefit is that inspection for welded structures is easier versus adhesively bonded assemblies,” says Dr. Hans Luinge, thermoplastic composites R&D and product development director for TPC materials supplier TenCate-Toray Group. “C-scan works well, showing if there is no porosity in the laminate, which means the weld is good. For adhesively bonded structures, you can have a kissing bond or contaminants which are hard to detect.” Though TenCate-Toray does not develop welding technology itself, it does support a variety of industry and customer projects. “We optimize our materials as needed,” says Luinge, “and try to help steer developments in the right direction based on our longtime participation in efforts like TAPAS and with partners like KVE Composites, the TPRC, tier suppliers and OEMs.”
Induction welding developments
KVE Composites has developed induction welding for TPCs since 2001. Early applications used carbon fiber fabric/PPS laminates, including elevators and rudder for the Gulfstream G650 and Dassault Falcon 5X business jet aircraft.
 |
 |
KVE Composites helped to develop GKN Fokker’s production of induction-welded elevators and rudder (left) for the Gulfstream G650 (right) and Dassault Falcon 5X aircraft.
SOURCE: KVE Composites, GKN Fokker (left) and Gulfstream (right).
Other induction-welded TPC applications include fuel tank access doors produced by AVIACOMP S.A.S. (Launaguet, France and now part of Sogeclair Group) for the Airbus A220 wing (previously Bombardier CSeries). (Aviacomp also produced the stringers for STELIA’s welded TPC fuselage shown at the 2017 Paris Air Show.)
 |
 |
 |
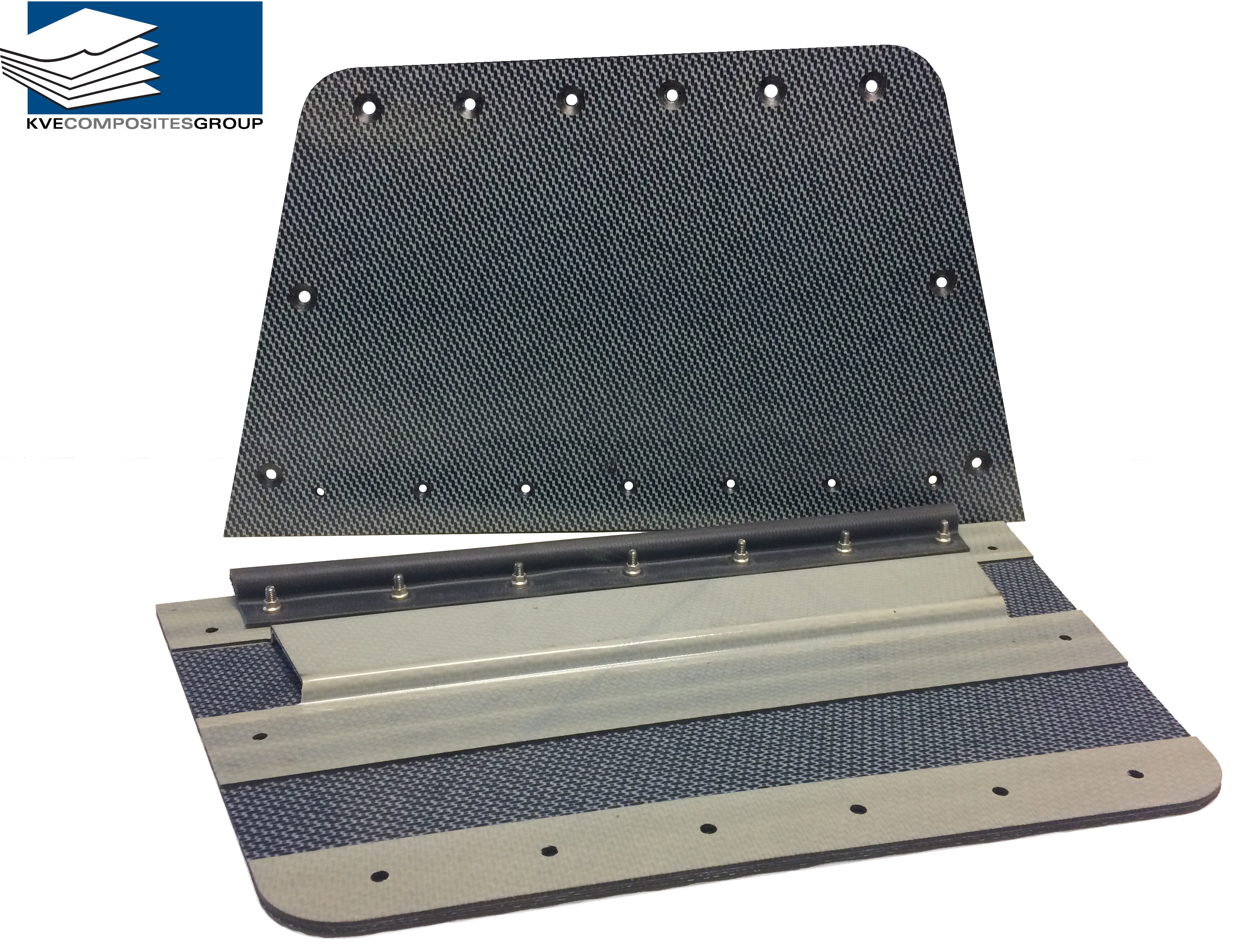
Aviacomp uses induction welding technology developed by KVE Composites in its production of TPC fuel tank access doors for the Airbus A220 narrowbody aircraft.
SOURCE: Aviacomp, part of Sogeclair Group.
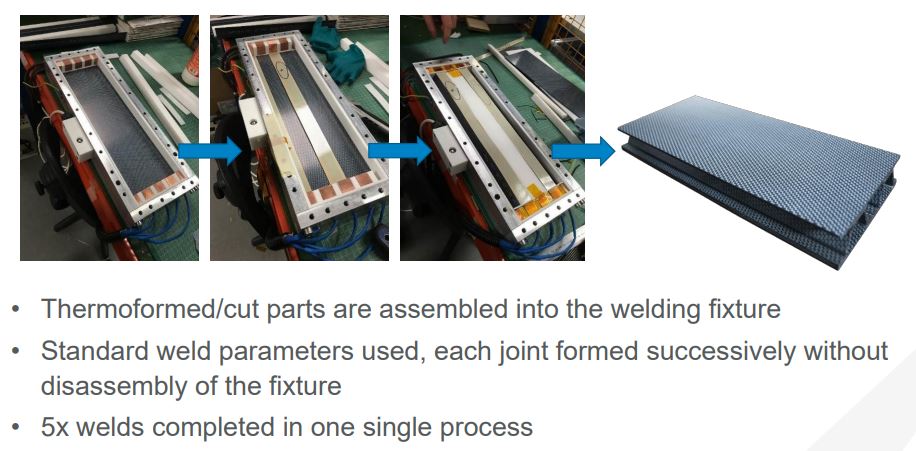
This general category of access doors is an opportunity for TPC welding to save costs, shown in a design and manufacturing study completed by KVE Composites. Even smaller aircraft can have up to 60 of these access panels, all differently shaped, and typically made using composite sandwich construction with machined honeycomb core. “If you use welded thermoplastic assembly, you can make all of the different access panels for an aircraft with only $100,000 in tooling costs, which is a dramatic savings,” says KVE Composites managing director Harm van Engelen. “We don’t need to machine core, we just use ‘lego-like’ components — flat sheets and stamped stiffeners — welded together to form the various shapes. Also, our tooling is more like a welding jig, so relatively low cost vs. what they are using today. All of the access panels for an aircraft could be made in a single welding cell.”
Welded thermoplastic assembly for aircraft overhang panels can be made using automated forming and welding cells and save $100,000 in tooling costs. SOURCE: KVE Composites.
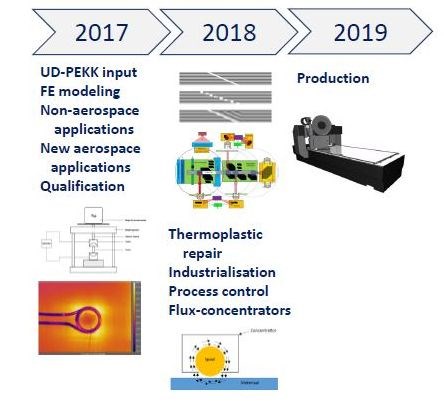
KVE Composites is continuing its development of TPC welding technologies, as illustrated in the timelines below. The production cell shown at bottom for 2019 is the Falko ATL (automated tape laying) machine, produced by Boikon (Leek, The Netherlands) using an ultrasonic welding end effector developed by GKN Fokker. “This robotic cell enables a more efficient process and control system for the next level of volume TPC parts production vs. the pick and place methods used today,” explains KVE Composites head of R&D Maarten Labordus. “For example, you can fully automatic lay-up the skin and rib laminates for a regional jet control surface (which is roughly 60mm x 3m), apply an out-of-autoclave consolidation and forming step, and then complete the assembly in an adjoining welding cell.” The Falko ATL machine also demonstrates closed loop control already developed by GKN Fokker for ultrasonic welding. “The machine is able to control the energy level as needed per material type, thickness and shape, however full melt consolidation of the flat preform is required afterwards during molding of the finished TPC part,” explains Arnt Offringa, head of Aerostructures R&T for GKN Fokker.

Qualification
Shown above as a key development initiative in 2017, qualification of induction welding processes for TPC aerostructures is an ongoing priority. According to the abstract for KVE Composites’ upcoming presentation at the 4th Int. Conf. and Exhibition on Thermoplastic Composites (ITHEC, Oct 30-31, 2018 in Bremen, Germany), over the past few years thermoplastic composite (TPC) welding has seen a shift away from polymers like PPS and PEI toward higher-end polymers such as PEEK, PEKK and now Low Melt PAEK (LM PAEK, read more in my blog “PEEK vs. PEKK vs. PAEK ...”), as well as toward automatically placed UD tapes and thicker laminates for more highly loaded structures. In response, KVE Composites has sought to improve and standardize tooling and equipment as well as FEA-based simulation models.
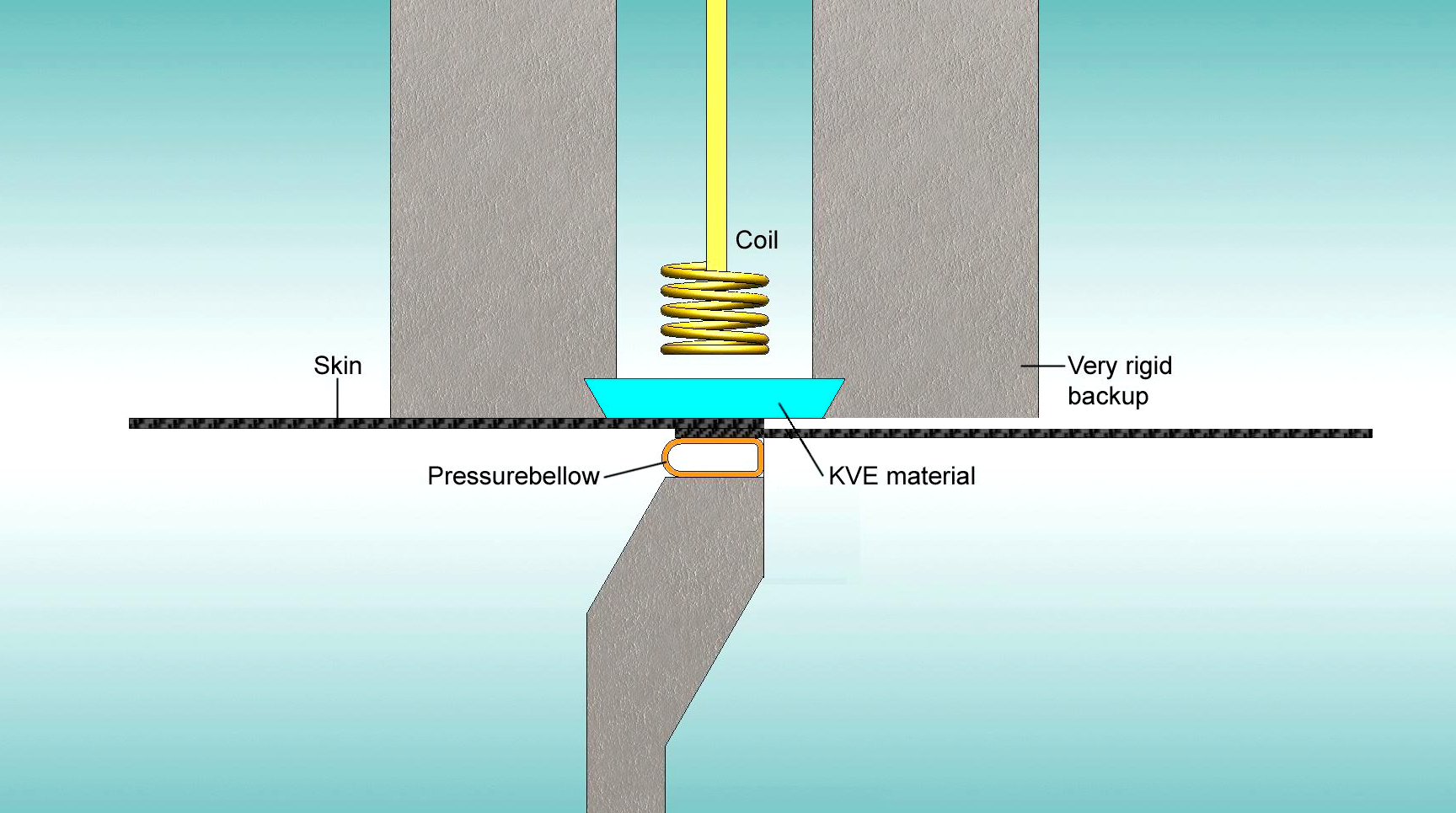
Standardized set-up for qualification of induction welding with new materials.
SOURCE: KVE Composites
To assist in the maturation and qualification of the induction welding process with these new composite laminates, KVE Composites has developed a standardized set-up for welding single lap shear and also L- and T-pull-off test coupons. This set-up includes:
- A rigid frame to take loads from applying pressure to the laminate during welding.
- A lower tool block which can be positioned under the frame to allow for reproducible welding of standard panels.
- An inflatable mandrel (pressure bellow in figure above) in the lower tool block which can expand in only one direction to compress the laminate being welded against a special heatsink (“KVE material” in figure above) to confine heat at the welding interface.
By interchanging the lower tool blocks, a variety of standard coupons can be welded and then ultrasonically inspected, after which smaller coupons can be cut and mechanically tested. This standardized set-up has already been installed by:
- Thermoplastic Research Centre (TPRC, Enschede, The Netherlands)
- McNair Center at the University of South Carolina (Columbus, SC, US)
- Netherlands Aerospace Centre (NLR, Marknesse, The Netherlands).
 |
 |
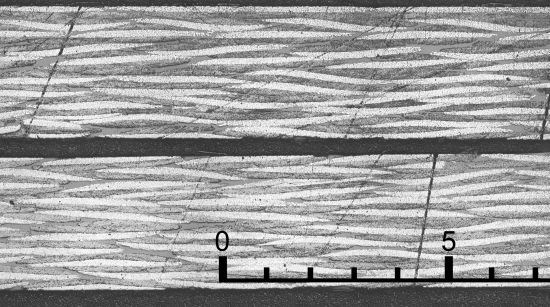
Standardized induction welding set-up at KVE (left) and welded UD carbon fiber/PEKK sample with thermocouples to record temperature at weldline (right).
SOURCE: KVE Composites.
Repair
Another key development area is how to repair TPC aerostructures. “We’re focusing first on CF fabric/PPS structures which are qualified and flying,” says Labordus. “The process is basically the same as that used for thermoset composite repairs: remove the damaged material, prepare that area with a taper scarf and then bond in a prepreg repair patch. Labordus says one of the issues is that thermoplastic prepreg at room temperature is boardy and does not stick, “so it’s hard to get geometry to match.” However, he believes the robotic repair systems being developed by Airbus, Lufthansa and others offer a solution.
As part of its continued development of welded structural thermoplastic composite repairs, KVE Composites has achieved induction welded 2D linear taper joints in CF fabric/PPS laminates with uniform thickness and 90% of virgin material properties.
SOURCE: KVE Composites.
Such systems use metrology to precisely measure robotically machined taper scarfs and then bond a premade patch that has been robotically taper machined to match. “We want to use induction welding to weld a thermoplastic patch to the original structure,” says Labordus, but there are still issues to be worked out. “Depending on the shape of the part and patch, eddy currents don’t form everywhere, so we can get areas of coolness or overheating. KVE Composites has worked through this and was able to achieve a 2D linear taper joint in CF fabric/PPS laminates with uniform thickness and a perfect weld. “We were within 10% of the virgin material properties,” says Labordus.
The next step will be to induction weld two rectangular parts each with a scarfed edge and then to weld a tapered patch to a circular/elliptical hole with a tapered scarf, which is essentially the method used for thermoset composite repairs. “If that works, we will then move to UD laminates made with PEEK and PEKK,” says Labordus. He notes that a system for using an induction coil to make repairs in the field has not yet been demonstrated, “but can do it in the lab.” Another issue is how to apply pressure for sufficiently close contact between the repair patch and tapered surface. “Right now, the pressure used in the lab tool is 5 bar. I am not sure if pressure from vacuum bag only is enough, but with flatter UD material, 1 bar from vacuum bag only may be okay.”
Induction welding under a vacuum bag – a possible enabler for future in-field thermoplastic composite repairs — is being developed by Michel van Tooren and his team at the University of South Carolina McNair Center. SOURCE: Michel van Tooren.
This work at KVE Composites is being extended by Michel van Tooren, director of the SmartState Center for Multifunctional Materials and Structures, part of the McNair Center at the University of South Carolina (Columbia, SC, US). “We are induction welding thermoplastic composites under a vacuum bag, which is very similar to how in-field composite repairs are done today with a hot bonder and heat blanket,” he explains. “The vacuum bag behaves like soft tooling for compression of the two parts. You apply induction current and achieve a melt repair. You just need to have the process boundaries and parameters defined. In some ways it’s easier than thermoset repair because you can always remelt the repair if needed, even on the other side of the world or after 20 years of service. And the result is a not an adhesive bond but instead a cohesive part, thus you eliminate all of the issues with bonding and how to know if you have a good bond in a thermoset repair.” He, too, believes that with the automated robotic repair technologies being developed now, “induction welding a repair would be relatively straightforward.”
Thermoset to thermoplastic welding
Van Tooren is also developing induction welding to join thermoset and thermoplastic composites. “We introduce thermoplastic to a thermoset composite, but only where we want to weld,” he explains. “We graft on a nanoparticle and do a small bit of cross-polymerization. The result is an island of thermoplastic implanted into and chemically co-melted with the thermoset composite. I can then weld onto the thermoplastic island.” Again, the vision is alternative methods for composites joining and assembly that avoid drilling holes and the issues associated with conventional adhesive bonding.
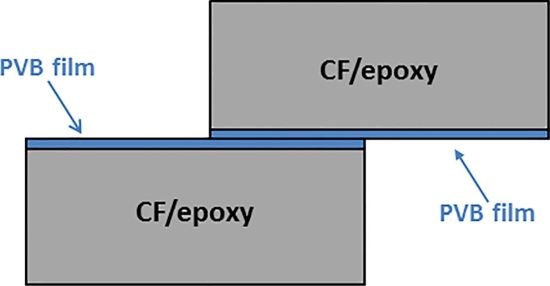
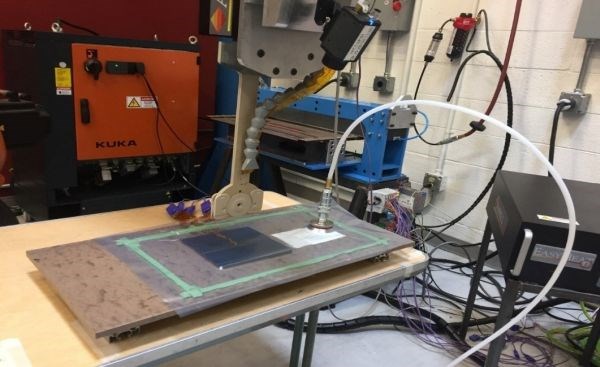
Schematic of a TSC-TSC joint via PVB thermoplastic coupling layer before welding (top). Setups (bottom) for Induction welding (left) and ultrasonic welding (right).
SOURCE: “Hybrid welding of CF/epoxy based composites”.
Welding of thermoset composite (TSC) laminates to TPC laminates (or TS-TP welding) is being pursued by multiple research organizations. Irene Fernandez Villegas at TU Delft — who is mentioned in the print article as a leader in developing continuous ultrasonic welding of TPCs — co-authored a 2017 paper titled “Hybrid welding of carbon-fiber reinforced epoxy based composites” along with Francesca Lionetto at the University of Salento (Lecce, Italy), Silvio Pappadà at CETMA Composites (Brandisi, Italy), and others. The basics are as follows:
- Polyvynilbutyral (PVB) is a semi-crystalline, low-cost thermoplastic polymer with a 150-170°C melt temperature characterized by excellent binding and film forming ability and adhesion to many surfaces.
- PVB (Mowital, supplied by Kurakay) was used as a coupling layer, added and co-cured to a 14-ply carbon fiber fabric/epoxy TSC laminate (Hexcel 3501-6 prepreg with a 58% fiber volume content and 180°C cure).
- Macro-mechanical interlocking between the PVB coupling layer and the CF/epoxy composite was achieved through partial penetration of the PVB resin into the first layer of the TSC (typically between 10 and several hundred microns in thickness) during co-curing and diffusion of the epoxy monomers into the PVB thermoplastic film.
- Induction welding and ultrasonic welding processes resulted in adequately strong welded joints, with the resulting CF/epoxy to CF/epoxy joints welded through the PVB coupling layers showing a lap shear strength of ≈25 MPa, which is within the typical range of strength values for CF/epoxy adhesively bonded joints.
Automotive
Almost all of the companies included in the thermoplastic welding print article are looking at automotive as well as aerospace applications. “Welding helps make composites competitive versus aluminum,” says Offringa at GKN Fokker. “Automotive is also looking at welding as a fast alternative to bonding. We’ve talked to several automotive companies regarding fast processing of composites.” He points out that carbon fiber composite car bodies are mostly thermoset, bonded with a specified thickness of adhesive. “If you could make these parts using thermoplastic composites and eliminate gaps between the components by welding the assembly, then you can make a stiffer body structure, which brings weight, cost and performance benefits.”
Composite Integrity’s dynamic induction welding process setup.
SOURCE: Composite Integrity.
Jérôme Raynal, business development manager for Composite Integrity also sees potential. His company worked with STELIA Aerospace to develop the dynamic induction welding process used to join CF/PEKK UD tape stringers and fuselage skins in the TP demonstrator, unveiled at the 2017 Paris Air Show. “We have developed resistive welding for automotive with both polyamide [PA, nylon] and polypropylene [PP] composites,” says Raynal. “We have a variety of different technologies for this. For example, we can embed a metallic wire in one part, put it in contact with another part and inject current. We can also place a carbon fiber resistive patch at the welding interface to generate the welding heat required.” In one development, two components made of CF/PA were welded using a specially designed resistive patch made with the same polymer and a glass fiber fleece to electrically insulate the adjoining laminate and concentrate the energy at the weldline. What about metal inserts which are very typical in automotive parts? “Parts with metal inserts are no problem with resistance welding, and with induction welding you would use a specally designed coil or modify the electromagnetic fields and current in some other way,” Raynal replies. “This would have to be developed, but it is similar to what we have already demonstrated for automated production of aircraft structures.”
Further developments and other projects
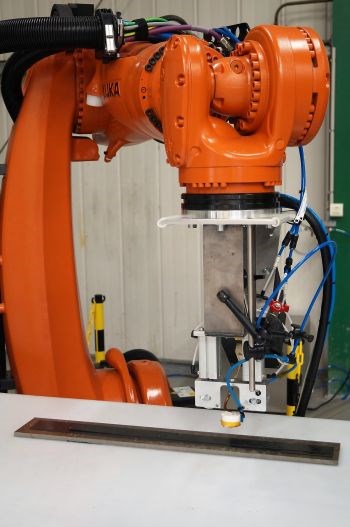
One note regarding the opening image. It shows a CAD rendering of the automated process developed by the DLR Center for Lightweight Production Technology (DLR ZLP, Augsburg, Germany) using an ultrasonic welding head on a KUKA Quantec KR210 industrial robot to join eight TPC sections into a rear pressure bulkhead (RPB) for an A320-type aircraft. In the accompanying print article on TPC welding, I discussed DLR ZLP’s development of a resistance welding method which was used on Premium Aerotec’s A320 RPB demonstrator exhibited at the 2018 ILA air show in Berlin. According to Lars Larsen, group manager for assembly and joining technologies at DLR ZLP, “In parallel to the resistance welding process using a ‘welding bridge’, we have also developed a robotically actuated ultrasonic welding head. We have completed preliminary tests to determine the relevant welding process parameters, and in the next months we will refine the integration of that ultrasonic welding end-effector in our robot. Our goal is to develop a single industrial process for welding both aircraft fuselage stringers and rear pressure bulkhead made using thermoplastic composites.”
Other projects that I did not have a chance to cover this time around include EireComposites and its participation in the Ybridio and Innova projects, pursuing the potential for welding to reduce cost and increase automation. The company reports induction welding and resistance welding capability for CF/PEEK, CF/PEKK and GF/PP composites and that thermoplastic welding was evaluated for the Bombardier CSeries (now the Airbus A220) wing.
Tods Aerospace, now part of Unitech Aerospace, participated in a National Aerospace Technology Exploitation Programme (NATEP) sponsored by Rolls-Royce which looked at development of a resistance welding technique that does not use metallic embedded implants. TenCate-Toray and the National Composites Centre (Bristol, UK) were also partners.
This process demonstrator explored a method for manufacturing a hat-stiffened TPC structures. SOURCE: Unitech Aerospace (start at Section 6, p. 39)
Stay tuned, as I plan to cover Laser Zentrum Hannover’s (LZH) developments with laser welding of thermoplastic composites in the near future.
 |
 |
SOURCE: LZH Laser Zentrum Hannover e.V.














Related Content

Park Aerospace launches aerospace, MRO structural film adhesive
Aeroadhere FAE-350-1 is a curing epoxy formulation designed for composite, metal, honeycomb and hybrid applications.
Read More
Scott Bader acquires Satyen Polymers, enhances commitment to Indian customers
Under the agreement, India-based Scott Bader Pvt. Ltd. will assume responsibilities for direct sales and marketing for all resin and gelcoat products, bring composites and adhesives to Indian market.
Read More
Resins, additives, adhesives and 3D printing solutions
CAMX 2023: Arkema’s broad portfolio of products for composites fabricators aim to enhance performance, durability and sustainability.
Read More
CAMX 2022 exhibit preview: Conductive Composites
Conductive Composites expands its portfolio of multifunctional electrically conductive composite materials with a new line of NiShield nonwovens and NiBond electrically conductive two-part structural epoxy adhesive.
Read MoreRead Next

Welding thermoplastic composites
Multiple methods advance toward faster robotic welds using new technology for increased volumes and larger aerostructures.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More