
Small wind: Green energy gets greener
Kilowatt-rated vertical axis wind turbines supply green electric power where utility-scale turbines can’t.

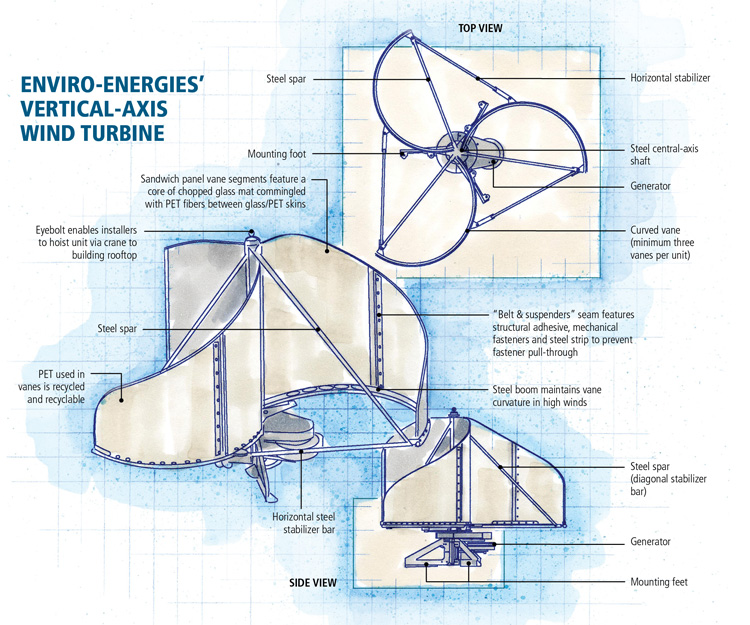
Enviro-Energies’ Vertical-axis Wind Turbine. Illustration: Karl Reque
Intended for rooftop mounting, particularly in urban areas, vertical-axis wind turbines developed by Enviro-Energies Holdings feature three or more vanes — sandwich-panel composites with a polymer component of recycled poly-ethylene terephthalate (PET). Source: Enviro-Energies Holdings Inc.

Vanes of various sizes can be made on common tooling. Source: Vantage Technologies

Vane sections are cut from the molded sheet, using a waterjet. Source: Vantage Technologies



Engineering Challenge:
Build wind turbines in multiple small sizes, capable of long service and rooftop mounting in less-predictable urban wind regimes.
Design Solution:
Multipiece sandwich-construction vanes and low-pressure molding reduce tooling and production costs, and targeted use of recycled/recyclable PET resin minimizes environmental impact.



Although multimegawatt wind turbines currently dominate the wind energy landscape, there is a significant effort underway to develop smaller turbines with individual output well under 1 megawatt (MW). Developers of these “small-wind” turbines say that in sufficient numbers, they can be just as effective as their larger cousins at harvesting energy from wind. The kilowatt-capacity turbines, they claim, can be positioned closer to the ground, with a much smaller footprint that reduces the unit’s environmental impact. Further, the reduced size reportedly simplifies and expedites everything from permitting to installation and puts turbines within economic range of small businesses, farmers and homeowners. And small turbines can be placed close to where people live and work, thus reducing dependence on the public grid.
Designed for locations in which large turbines are impractical, kilowatt systems are of two types: small horizontal-axis wind turbines (HAWTs), similar to the large multi-MW systems that harvest wind from one direction and must be reoriented when the wind direction changes; and vertical-axis wind turbines (VAWTs), which have rotors that can be turned by wind from any direction.
One of the newest and most unusual small-wind designs, from inventors Jim Rowan and Tom Priest-Brown, exploits the VAWT design. The pair sought an affordable turbine that would be practical for use in developing countries and would operate efficiently in the turbulent air and updrafts on rooftops and alongside buildings in the developed world’s rural and urban settings. The result, commercialized by Enviro-Energies Holdings Inc. (Grimsby, Ontario, Canada and The Woodlands, Texas), is the multivaned, magnetic levitation (maglev)-based VAWT, trademarked MVAWT. Recently certified for use in winds as strong as 122 mph/196 kmh, the MVAWT’s robust vanes can endure multidirectional wind vortices, even from below. The vane components are molded thermoplastic sandwich composites formed in a low-pressure compression molding process.
Blowin’ in the wind
As a startup, Enviro-Energies didn’t have the budget for computational fluid dynamics modeling and analysis and, Rowan maintains, no one at the time had models that accurately reflected the way wind interacts with a turbine. His development team took a traditional make-and-break approach, sketching new designs on paper then building and physically testing them. Each design was subjected to powerful blowers positioned to strike the unit from all directions. Rowan estimates that the team evaluated 40 to 50 designs over more than five years, to arrive at Enviro-Energies’ unique form — a hybrid of Savonius and Darrieus types (these turbine types are described, respectively, at http://en.wikipedia.org/wiki/Darrieus_wind_turbine and http://en.wikipedia.org/wiki/Savonius_wind_turbine). Early designs were prototyped inexpensively by cutting and bending sheet aluminum or steel vanes and welding them to a metal center shaft. But the intent was that commercial vanes would be composites. “We were concerned about issues like rust, should the systems be installed on the sea coast,” explains Rowan. “We knew it would be a constant battle to keep them looking decent, and we wanted to design a system that would last for a very long time.”
When Rowan met Fred Deans, chief marketing officer of Allied Composite Technologies LLC (ACT, Rochester Hills, Mich.), Deans saw that the turbine’s vanes as ripe for thermoplastic composite sandwich panels and green (recycled and recyclable) materials. ACT, therefore, developed a custom material, provided application-development and program-management support and found a suitable molding process for the application. ACT’s sandwich composite featured a fibrous core of commingled, 2- to 3-inch (50- to 75-mm) chopped glass and polyethylene terephthalate (PET) fibers. The PET fibers melt and then fuse the core and skins during lamination, eliminating the need for adhesives. The material’s thin skins, of bidirectional glass and PET resin, are produced in a unique heat-fusion process just prior to lamination by ACT’s manufacturing partner, Inline Fiberglass Ltd. (Toronto, Ontario, Canada).
The PET used in the skins is postconsumer recyclate — each 50 ft2/4.7m2 vane on Enviro-Energies’ smallest 3-kW turbine contains resin recovered from 1,000 plastic water bottles. The resin in the core is postindustrial scrap. “The American Chemistry Council [Washington, D.C.] reports that 60 billion water bottles are produced in North America alone each year, yet only 20 to 25 percent are recycled,” says Deans. “Using a green material like recycled PET to produce green energy just makes sense.”
Deans explains that PET was selected for its high thermal stability and stiffness, yet its effective section modulus is higher than that of steel, at one-fourth the weight. Thanks to the material’s high stiffness, plus the generator’s silent maglev/superconductor technology, the PET vanes experience less harmonic vibration than steel vanes, so the turbines operate with no discernible noise. Equally important, PET’s polar surface accepts paint or adhesive without special treatment. Finished vanes could be decorated easily with paint film backed by pressure-sensitive adhesive. Because such film can be stripped and replaced, the unit could do double duty as an energy-generating billboard. It rotates slowly enough that different ads could be placed on each vane. Prospective advertisers could rent ad space or lease/buy a turbine and sell electricity to offset costs.
When the composite’s basic configuration was set (the sandwich thickness would be determined later), the next challenge was how to mold the parts. Enviro-Energies will offer its wind turbines in 3-, 5-, 10-, 15-, 30-, and 50-kW capacities (and might go larger). Each MVAWT’s vanes have a unique size and sweep. Further, the sandwich design cannot be produced via injection molding and is not easily achieved in conventional compression molding, because of its size, complex curvature, and the risk of core crush. Although the company hopes eventually to produce vanes in large quantities, it is currently cost-prohibitive to cut metal tools for each shape/size combination. That and the fact that the sandwich panel thickness was to be determined during the prototyping stage led to the selection of differential pressure molding (DPM), a process developed by Jack Van Ert, president of Vantage Technologies Inc. (China Township, Mich.). (Readd more about “Low-volume thermoplastics: Differential pressure molding,” under "Editor's Picks," at top right).
Intended for molding of either monolithic or sandwich sheet-form panels in low-cost, composite molds, DPM uses the pressure differential between the outside and inside of the tool (supplied by simple vacuum pressure) to shape the panel. When the press closes, a specific gap can be maintained between the tools, either through the use of stops or by control of press force. This enabled Enviro-Energies to alter panel thickness without tooling changes.
Practical tooling strategy
Because the vane size and sweep area differ as turbine capability changes, Van Ert came up with a tooling solution that minimizes investment yet maximizes molding efficiency. Rather than try to mold a whole vane in each tool, Vantage molds common sections, which are then joined via mechanically fastened, adhesively bonded lap joints. The number of pieces per vane varies with vane size. Several curved pieces can be cut with a waterjet to a specified shape from each 10-ft by 7-ft (3m by 2m) sheet of molded laminate.
Van Ert’s process allows subtle adjustments to be made to the curvature of parts coming out of the same tool, allowing him to adjust sweep on the fly. He produces parts for the 15-, 30-, and 50-kW vanes on one set of tools and molds parts for the 3- and 5-kW turbines on a second set. Parts for the 10-kW vanes can be molded on either tool. Thus, DPM and two sets of composite tools provide far greater design flexibility than matched metal dies could, but cost orders of magnitude less. Further, the process is portable and can be set up easily in developing countries. Although Van Ert will mold vanes for early MVAWTs, another molder, as yet unnamed, will take over commercial production.
Late in 2010, Enviro-Energies sent steel- and composite-vaned turbines to Intertek (Coquitlam, British Columbia, Canada) for wind-tunnel trials at hurricane-force velocities. Both units passed with flying colors, but the composite system was slightly stiffer and, therefore, considered the better performer. The composite unit’s vanes were 5- to 6-mm (0.20 to 0.23-inch) thick — a conservative design that the team felt sure would pass the test. For turbines installed in less windy climes, the sandwich could be thinner.
Enviro-Energies is seeking a secure supply chain for commercial quantities of recycled PET. In the meantime, the company is meeting pre-existing commercial orders with an alternative resin system. When the turbines are ready for worldwide sale, the company expects to offer MVAWTs at $5,000 (USD) per kilowatt, making them cost-competitive with small-wind systems already in use.
Editor’s note: MVAWT is a trademark of Enviro-Energies Holdings Inc.













Related Content

Scaling up thermoplastic composites recycling
Thermoplastic composites are always said to be “recyclable.” Netherlands-based recycler Spiral RTC discusses the process, challenges, applications and opportunities to building a real recycling ecosystem.
Read More
Airbus works to improve the life cycle of composites in future aircraft
This companion article to CW's September 2024 Airbus Illescas plant tour discusses recycling, LCA, biocomposites, Fast Track technologies, qualification and more.
Read More
Corebon induction heating
This sidebar to CW’s August 2024 feature article reviews this technology for more efficient composites manufacturing and why it aligns with Koridion active core molding.
Read More
Evolving natural fiber technology to meet industry sustainability needs
From flax fiber composite boats to RV exterior panels to a circularity model with partnerships in various end markets, Greenboats strives toward its biomaterials and sustainable composites vision in an ever-changing market.
Read MoreRead Next

Urban turbine redesign taps benefits of additive fabrication
Michael R. LeGault details efforts to produce an anti-icing system for “small-wind” vertical-axis wind turbine blades.
Read More
Low-volume thermoplastics: Differential pressure molding
Cost-effective tooling and presses enable semi-automated prototyping and low-volume production of thermoplastic composites.
Read More
Report: Composites and Carbon Fiber Use in Hydrogen Storage
A first-of-its-kind technical report that assesses the materials, manufacturing processes, market and energy trends driving use of carbon fiber composites in global hydrogen (H₂) storage applications for fuel cell-powered trucks, buses, trains and passenger vehicles.
Read More