
Infusible thermoplastics via in-situ polymerization
A low-viscosity monomer that can be polymerized in the mold enables infusion of continuous glass fiber with polyamide 6.

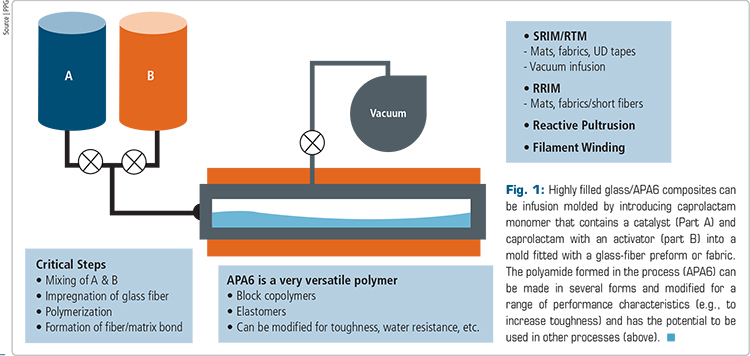
Fig. 1: Highly filled glass/APA6 composites can be infusion molded by introducing caprolactam monomer that contains a catalyst (Part A) and caprolactam with an activator (part B) into a mold fitted with a glass-fiber preform or fabric. The polyamide formed in the process (APA6) can be made in several forms and modified for a range of performance characteristics (e.g., to increase toughness) and has the potential to be used in other processes (above). Source: PPG
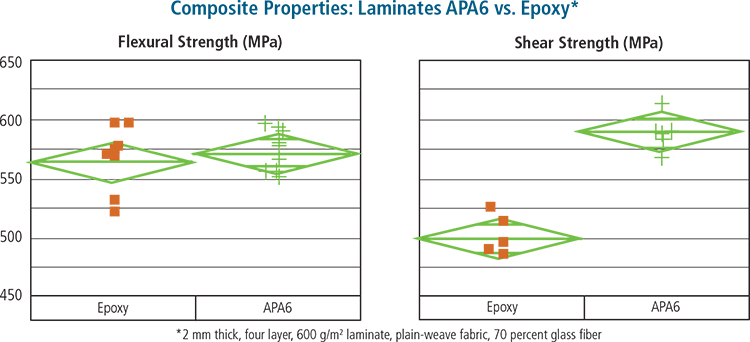
Fig. 2: Laminates made from in-situ polymerized APA6 reportedly exhibit flexural strength comparable to that of epoxy laminates (left) and even greater shear strength (right). The extremely low viscosity of the caprolactam monomer reportedly facilitates molding of parts with glass content as high as 85 percent.



Given a choice, manufacturers of high-performance composites might prefer to make parts for a variety of applications from reinforced thermoplastics rather than reinforced thermosets. Thermoplastics generally cost less and — because they need only to cool, rather than crosslink and cure — they process much faster than thermosets. This enables fabricators to significantly shorten cycle times and increase production efficiency. In addition, thermoplastics are more easily recycled, offer higher ductility and better impact resistance than thermosets. And they can be fusion bonded with heat, eliminating the costs associated with adhesives and mechanical fasteners required for assembly of thermoset composite parts.
The barrier to widespread adoption, of course, is that most thermoplastics have a viscosity too high to permit thorough wet-out, during infusion, of the dense, continuous reinforcement that such structures require. But a novel, one-step, in-situ process may change that by impregnating reinforcements with a very low-viscosity prepolymer, the monomer caprolactam, and then accomplishing anionic polymerization of that monomer into high molecular polyamide-6 (APA-6) in the mold cavity after the monomer has completely wetout the reinforcement.



A number of companies are already capable of supplying the base anionic polymerization-grade caprolactam monomer. The resulting APA-6 resin system, in fact, has been widely used for monomer casting of stock thermoplastic shapes since the 1970s. Research carried out over the past decade, however, has focused on developing new processing technologies that will enable the manufacture of composites using the resin and on developing commercial applications for the resulting parts.
Principals in this collaborative effort include PPG Industries Fiber Glass BV (Hoogezand, The Netherlands), which supplies a special-sized glass roving; additives supplier Breuggemann (Heilbron, Germany, the source of the program’s catalysts and activators); injection molding machine manufacturer ENGEL Austria GmbH (Schwertzburg, Austria), as well as the Fraunhoffer Institute for Chemical Technology (Pfinztal, Germany); Delft University in The Netherlands and some unspecified Tier 1s and OEMs.
In-situ polymerization: infusion
The process for making composites from APA-6 has been most extensively trialed for vacuum infusion molding. A caprolactam monomer solution that contains a catalyst and caprolactam that contains an activator (Parts A and B, respectively, in Fig. 1, at left) are mixed and immediately introduced into a closed mold fitted with a preform or fabric made from PPG’s trademarked TUVROV 4517 LFT rovings. As the mixture enters the mold, it has a viscosity of 3 to 5 cps — comparable to that of water and about two orders of magnitude lower that most epoxies and polyurethanes. This facilitates easy impregnation of even very dense glass fiber forms. The catalyst consists of either C1 or C10 sodium, potassium or magnesium bromide salts of caprolactamates. The activators are either C20 acyl- or carbamoyl-caprolactam. The speed of the polymerization reaction is controlled by the type of catalyst selected: Use of a C10 catalyst initiates polymerization immediately, while a C1 catalyst delays the onset of polymerization for about 30 minutes.
Once the reaction is initiated, anionic polymerization begins on the surface of the glass fibers, creating a chemical bond between the fibers and the matrix. Polymerization and crystallization occur in parallel, with a reaction temperature in the range of 140°C to 170°C (284°F to 338°F). Use of the “fast” C10 catalyst in the process can yield a demoldable part in as little as three to five minutes.
Dr. Jaap van der Woude, PPG’s European associate director, thermoplastics, says the chemical bond between the fibers and polymer matrix enhances performance properties. Tests on laminates made from APA6 reportedly show that the composites have flexural strength comparable to laminates with epoxy matrices, and better shear strength (see Fig. 2). Further, the extremely low viscosity of the caprolactam facilitates the manufacture of composite parts with glass loadings as high as 85 percent. “In effect,” says van der Woude, “this is a completely new material.”
With a cycle time of three to five minutes, the process has the potential to produce 300 to 500 parts per day, which makes it suitable for use in high-volume automotive applications, such as oil pans, wheel wells and other parts currently made from injection-molded polyamides with chopped glass content in the range of 30 to 50 percent. More significantly, van der Woude believes that APA6 composites, given the high fiber-volume fraction that can be achieved, have potential in the manufacture of structural components in the chassis or superstructure of vehicles, where the material would provide a 50 percent weight reduction compared to steel. “Certainly a lot of process development and design work will be needed,” he admits, before that goal could be achieved, but he emphasizes that “the basic material properties indicate the opportunity.”
Applications in the wind
One arena in which ongoing work might soon bear fruit is the wind energy industry. Researchers at the Duwind wind research institute at Delft University recently reported progress in further reducing the cycle time of large wind turbine blades manufactured from APA6. The research was carried out by Duwind researcher Julie Teuwen and is part of the WALiD program, a European Union-funded consortium comprising 11 organizations investigating methods to replace thermoset composites with thermoplastics in rotor blades built for off-shore wind turbines.
Previous researchers at the institute manufactured prototype blades from APA6 and conventional glass fiber and found that the process required about 90 minutes at the relatively high temperature of 180°C/356°F. Tuewen, however, used a reinforcement made with PPG’s TUVROV 4517, which has an activated sizing that enabled a reduction in processing temperature and time, to 150°C/302°F and 30 minutes.
She also found that blades made from APA6 had significantly improved fatigue properties compared to those made from conventional PA6. This is attributed to the strong chemical bond formed between the reactively sized TUVROV glass and the APA6 polymer. Conventional PA6, by contrast, is made by the hydrolytic process. As a consequence, the interface between a PA6 matrix and a glass fiber is is characterized by a merely “mechanical” bond caused by shrinkage.
Use of thermoplastics in place of thermosets also is opening up new possibilities for blade design. Duwind has produced proof-of-concept prototype blade cross-section, made entirely from APA6, that could result in a full-scale blade 3 to 5 percent lighter than a similar blade made from epoxy with a foam core. The weight reduction arises from the replacement of core material with ribs and spars and the elimination of adhesive via welded joints.
In-situ polymerization: injection
Elsewhere, ENGEL and the Fraunhofer Institute are codeveloping a process for injection molding the low viscosity anionic-grade caprolactam monomer under low pressure and then polymerizing it within a continuous fiber form of TUVROV 4517 glass (see “ENGEL developing in-situ polymerization ...." under "Editor's Picks," at top right”). ENGEL Austria and Fraunhofer have built a prototype injection molding machine for ongoing trials. The machine, ENGEL’s e-victory model, a tiebarless electric press with 130 tons of clamping force, has two electric injection units for the caprolactam and activator/initiator. Although in-situ polymerization for injection molding with dry continuous filament structures is new, and although significant testing and tweaking is still to be done before the technology is production ready, it could speed new applications for high-volume production of thermoplastic composites with fiber volume fraction as high as 60 percent, with corresponding improvements in strength, stiffness and high-temperature performance.
Polyamide … and beyond
For all its promise, van der Woude notes that the APA6 reactive polymerization process can be challenging for manufacturers unfamiliar with polyamide’s propensity for moisture absorption. “It’s a delicate process,” he warns. “A little water contamination will affect the properties.” Still he sees these challenges as typical of any new technology and believes the potential benefits far outweigh them. “A new material does not equal new applications,” he adds. If in-situ polymerized thermoplastic composites are to become a commercial reality, van der Woude believes developmental efforts will require continued multipartner collaborations between OEMs, Tier 1s, designers, materials suppliers and equipment manufacturers.
It’s important to note, too, that PA6 is not the only thermoplastic that can be polymerized in situ. Indeed, researchers at the Fraunhofer Institute and Delft University of Technology are investigating ways of expanding the technology not only to other materials — polycarbonate, polyethylene (PET) and (polybutylene terephthalate (PBT) — but also to additional manufacturing processes, such as filament winding and pultrusion. Simply put, there’s much more to in-situ polymerization than is indicated by the current situation.










.jpg;maxWidth=300;quality=90;format=webp)



Related Content

Epoxy-based structural film adhesive intended for aerospace, MRO
CAMX 2023: Park Aerospace is presenting its new aerospace-grade film adhesive material Aeroadhere FAE-350-1, in addition to other product offerings intended for aerospace, defense and spacecraft.
Read More
Materials & Processes: Fabrication methods
There are numerous methods for fabricating composite components. Selection of a method for a particular part, therefore, will depend on the materials, the part design and end-use or application. Here's a guide to selection.
Read More
Scott Bader partners with Elixir for Crestabond distribution in India
Crestabond MMA structural adhesives range will continue to drive advanced composites growth in India, in addition to Scott Bader’s global expertise and local technical support.
Read More
PE adhesive creates strong, fast bonds to low surface energy substrates
CAMX 2023: IPS Adhesive’s Scigrip brand introduces SG400LSE, a transluscent, low-color adhesive that has proven its ability to bond to FRPS, metals, plastics and other polymers.
Read MoreRead Next

From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More