






Spirit AeroSystems’ resin transfer molded Airbus A320 spoiler, finished, assembled and painted. Source | CW
Every commercial aircraft has, as part of each wing, a set of spoilers. These are typically hinged panels or flaps on the rear surface of the wing that are deployed to reduce aircraft lift. They are used during flight for roll control to increase the rate of descent without increasing airspeed, and during landing to reduce lift and increase drag to slow the aircraft. Spoilers are mechanically actuated and, when deployed, are subjected to considerable mechanical stress from airflow. They are, in short, a critical component of aircraft flight function.
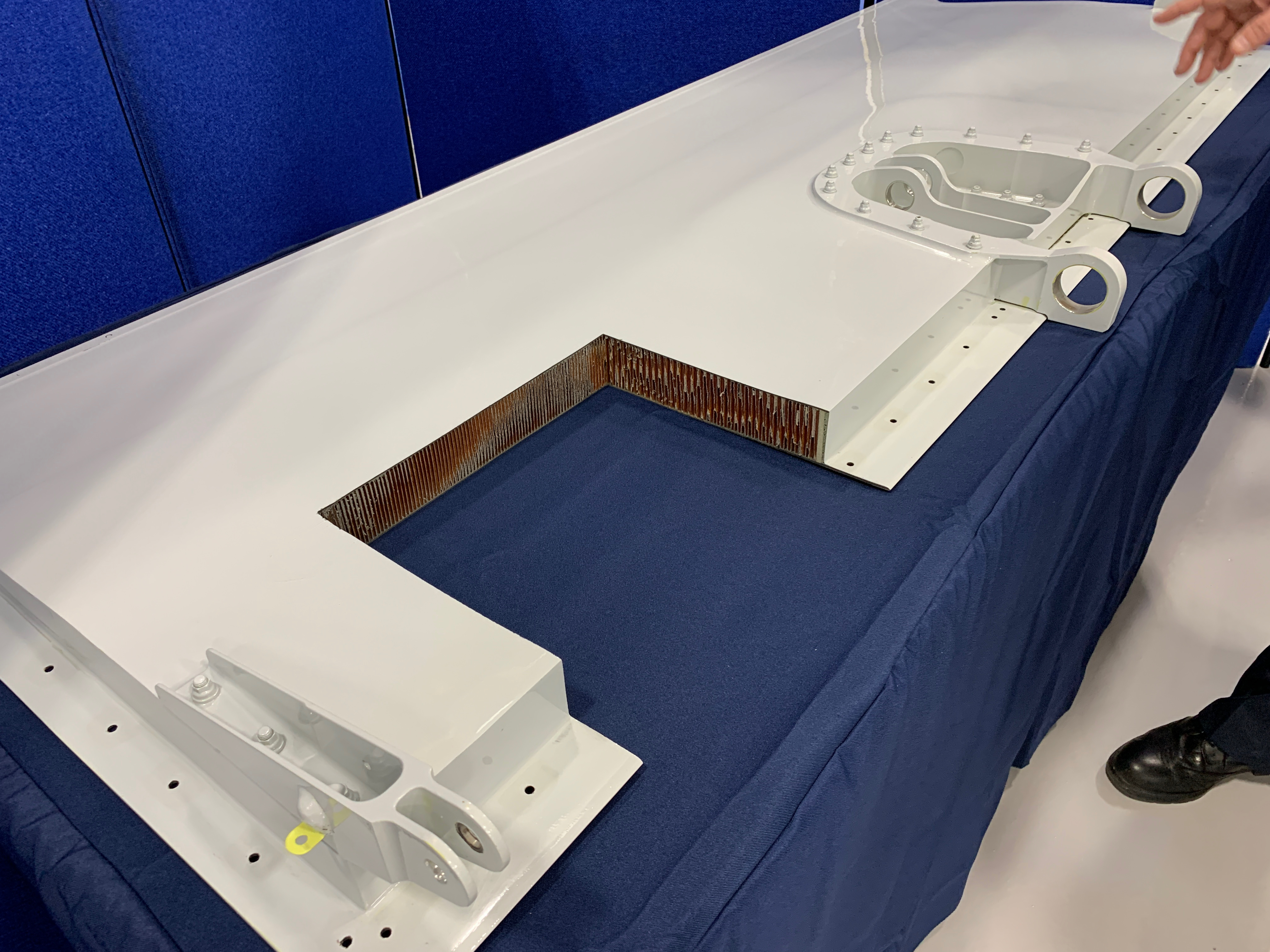
There are, on the Airbus A320 series of aircraft — including the A318, A319, A320 and A321 — a total of 10 spoilers, five on each wing. Each A320 spoiler has different dimensions depending on its location on the wing but, generally speaking, measures 1.8 meters long and 0.7 meter wide. Each spoiler is about 50 millimeters thick at the leading end and tapers to about 5 millimeters at the trailing edge. Each spoiler also features, in the middle of its leading edge, a 200-by-100-millimeter metallic bracket to which the mechanical actuator attaches — in the case of the A320, a rod end actuator. At the corner of each leading edge are also smaller metallic attachment points.



Airbus A320 spoilers deployed on wing. Source | Airbus
When the Airbus A320 was developed in the early 1980s, composites were not new to commercial aircraft, but their use was confined mostly to secondary structures. The first A320, which entered service in 1987, featured 10 composite spoilers, hand laid with carbon fiber prepreg laminates surrounding a honeycomb core. These spoilers, manufactured by Spirit AeroSystems subsidiary Spirit Malaysia in Subang, have ably served the entire A320 family for decades.
About three years ago, however, Airbus began contemplating increasing A320 production to 60 planes per month. The company also had been contemplating development of a new single-aisle to replace the A320, which, might have production rates as high as 100 planes per month.
Ian Latto, project leader spoilers for Airbus at the company’s Bristol, U.K., location, says the spoilers on the A320 are one of the few wing components that had not needed to be redesigned since the plane’s 1987 debut. However, as Airbus considered higher build rates for the A320 family, a redesign of the spoilers was necessary to realize the cost and rate capabilities of new tech- nologies. Further, as Airbus looked to the future, it knew it had to migrate spoiler manufacture away from hand layup and toward “a highly automated, low-variation, high-quality manufacturing process,” says Latto.
Peter Smith, head of A320 family wing engineering at Airbus, and his team were challenged to re-engineer the spoilers for rate and cost. Moreover, he says, these new high-rate, lower-cost spoilers had to be fully interchangeable fit, weight and aero- dynamic drop-in replacements for the existing spoilers. Smith says, “We studied numerous technologies and traded the benefit before settling on RTM.” The new Airbus spoiler structure is a coreless, monolithic, skin-and-spar design — a significant departure from the legacy design it will replace.

Aerial view of Spirit AeroSystems Prestwick campus, adjacent to the Glasgow Prestwick Airport. Source | Spirit AeroSystems
Enter Spirit AeroSystems
Once Airbus made the decision to update the spoilers, conducted the trade studies and subsequent materials and process (M&P) development, it then needed a partner to develop the manufacturing processes to fabricate them. For this Airbus, in mid-2017, turned to one of its longtime suppliers, Spirit AeroSystems (Wichita, Kan., U.S.). More specifically, it turned to Spirit AeroSystems (Europe), the company’s R&D and manufacturing campus in Prestwick, U.K., located on the western coast of Scotland about 75 miles southwest of Edinburgh. The sprawling Prestwick campus, adjacent to the Glasgow Prestwick Airport, was founded in 1935 as Scottish Aviation Ltd., and later became BAE Systems Aerostructures. Spirit then acquired the facilities in 2006.
Spirit’s Prestwick facility is home to aerospace manufacturing of composites and metallic components for a variety of Airbus programs. Much of the legacy work at Prestwick is build-to-print, but since being acquired by Spirit, the facility has positioned itself as a design-and-build aerospace supplier. As part of this transition, composites R&D has emerged as a core function. The company has established in Prestwick the Spirit Centre of Excellence and is in the process of completing construction of its 85,000-square- foot Aerospace Innovation Centre (AIC) at Prestwick, focused on aerostructures, composites fabrication and assembly technologies. The A320 spoilers project, thus, was a perfect fit.
Legacy A320 spoiler design with honeycomb core surrounded by hand-laid prepreg. Source | CW
Leading overall R&T at Spirit is Dr. Sean Black, VP chief engineer – Research & Technology, a Scot by birth but currently working out of Spirit’s Wichita headquarters. Leading the engineering effort in Prestwick is Geoffrey Pinner, head of Wing Engineering & Aerospace Innovation Centre. Pinner, a Brit, is ex-Airbus and led the A350 design team. Black was an engineer on Pinner’s A350 team and convinced Pinner to come out of retirement in 2019 to work with him at Spirit.
Once Spirit was selected as the manufacturing partner, Black says, “Spirit embarked on the journey of full process optimization of the RTM spoiler design.” This included another trade study and, ultimately, design optimization. The design and manufacturing factors to be considered for the spoiler are considerable: Large mechanical loads, cantilevered structure, drop-in replacement, dimensional conformance, cost-effectiveness, high-rate manufacture, sustainability. Spirit took six months and conducted its own trade study, evaluating metal and composite options, including a variety of composites manufacturing processes — in and out of autoclave. “This project had high visibility and focus within the Airbus system,” Pinner notes. “We took a focused, end-to-end, design-to-cost approach.”
Spirit’s assessment, which included composite and metallic options, agreed with the benchmarks established by Airbus. RTM of epoxy in carbon fiber meets all of the spoiler’s requirements, including — critically — cost. However, it is not production cost, says Pinner, but system cost, which Spirit was able to reduce by 30%. “The RTM solution was most cost effective from raw material to assembly onto the wing,” he says. The winning solution also was weight-neutral.

Step 1. Spirit’s A320 spoiler production line starts with fabric cutting and kitting. Six Schmidt & Heinzmann cutting tables are arranged in two rows of three, with an ABB multiaxis robot in between to sort spoiler skin and spar plies. Source | CW
Spirit worked quickly to turn the Airbus spoiler design into a manufacturing demonstrator that, ultimately, would successfully prove the concept. With a demonstrator in hand, what followed then was not only development of a high-rate, high-efficiency RTM process, but of a composites manufacturing concept that is emblematic of Spirit’s solutions-focused approach in particular, and commercial aerospace’s path forward in general.
Taylor Boyd, R&D manager in Prestwick, led the team that spent the last three years on Spirit’s effort to turn the company’s RTM manufacturing concept into reality. It became his team’s job to acquire, develop and assemble all of the hardware, software and operators who would work in concert to convert raw material on the front end to fully assembled, tested and painted spoilers on the back end. Boyd says the effort was demanding but rewarding, and a departure from the norm for the Prestwick facility — particularly the integration of automation.
CW’s visit to the A320 spoiler production line, in late February 2020, occurred as Spirit was putting finishing touches on material and equipment, prior to official start-up of the line itself. Still, the complexity and efficiency of what Boyd developed was apparent.

Step 2. Spirit’s warehouse system, developed with the help of ThyssenKrupp, uses metallic trays to automatically sort and store kitted plies prior to and after preforming. Source | CW
Hands-free cutting, kitting, preforming
Fabrication of an A320 spoiler starts in a 1000-square-meter, Class 9 cleanroom that, at full rate, will be staffed each shift with six operators managing four processes: cutting, kitting, preforming and preform assembly. Operators are primarily responsible for moving material from one station to the next, and for assembly of preforms into the mold.
The first station in this production line is fabric cutting and kitting, which is performed in an enclosed, fully automated work cell that comprises six Schmidt & Heinzmann (Bruchsal, Germany) cutting tables. Each table measures about 2 meters long and 1 meter wide. They are organized in two rows of three, with a 7-axis, rail-mounted ABB Group (Zürich, Switzerland) robot between the rows, sorting, picking and placing — with an array of suction cups — cut material for the spoiler skins and spars. Four of the tables are devoted to cutting a carbon fiber non-crimp fabric (NCF) supplied by Teijin Carbon Europe GmbH (Wuppertal, Germany). The fifth table is devoted to cutting a glass fiber plain weave fabric from Hexcel (Stamford, Conn., U.S.). The sixth table is devoted to cutting preforms to final shape. Scrap material falls off the end of each table and onto one of two narrow conveyors on the floor that run along either side of robot’s rails. These conveyors move scrap material to a bin at an opening in the enclosure fence, where an operator can retrieve it for recycling.
Back on the tables, as plies are cut, the ABB robot places them on a stacking station at the end of the row of tables. Here, a video camera performs a quick inspection of each ply. The plies are then sorted and kitted according to their end use — skins, spars, ribs — and then spot welded together, activating a binder in the NCF. Complete kits are next moved by the ABB robot to a stacking plate, which is, basically, a steel tray. On this tray is a QR code that specifies the type of kit it holds, whether upper skin, lower skin, spar or rib. The QR code is scanned by the robot, which logs the kit with a manufacturing execution system (MES), the software that drives the entire spoiler production line
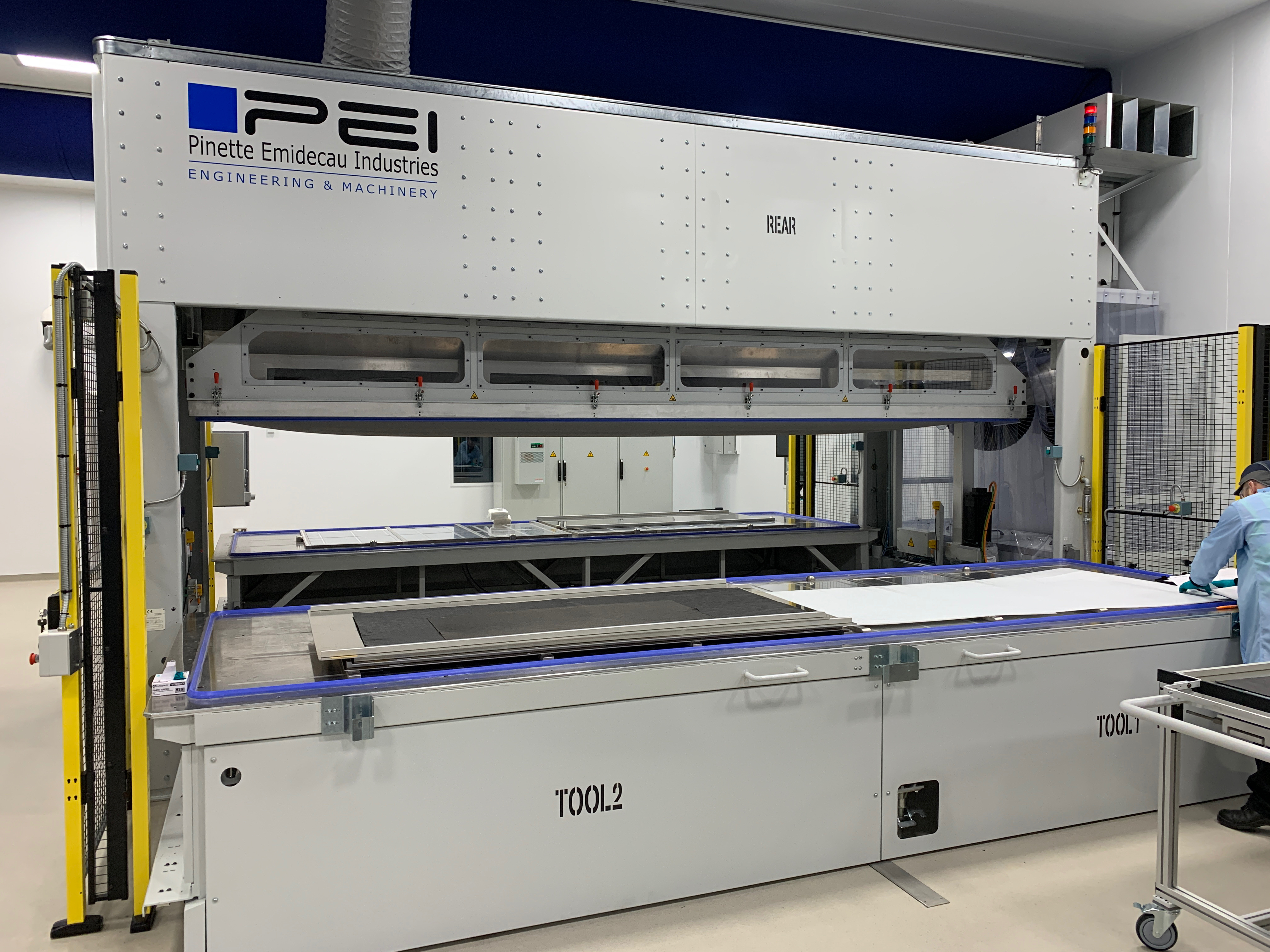
Step 3. A320 spoiler skin kits, following cutting, are delivered to one of two Pinette Emidecau preformers. The 43-minute cycle time of preforming sets the takt time for the entire production line. Source | CW
The MES is a product of ThyssenKrupp (Essen, Germany), the systems integrator that provided some of the manufacturing hardware and material handling equipment Spirit uses. Boyd says the software is off-the-shelf from ThyssenKrupp, but it’s been customized for the spoiler production line to provide Industry 4.0 capability. The MES was written not just to track material status and manufacturing progress throughout the plant, but to guide and prompt operator activity through every step — when to move material from point to point, when to load machines, when to unload machines, etc. “We don’t want an operator to make a move here unless the MES says to make a move,” Boyd notes. Moreover, he says, MES provides full data traceability, which allows Spirit to capture and see full M&P information, from the raw material as it comes in the door to the finished spoiler as it goes out the door.
After a kit is scanned and logged, the ABB robot loads the tray into the “warehouse,” which is comprised of a series of mechanized metal shelves located in the middle of the cleanroom, adjacent to the cutting tables. The warehouse acts as an intermediate material storage facility for every spoiler component as it moves through production. When the next step in the production process — preforming — is ready for new material, the MES requests a tray of kitted fabrics. The warehouse locates the requested tray and then delivers it to one of several operator retrieval stations around the warehouse. Simultaneously, the operator is notified by the MES that a kit of material is ready for transfer to preforming.
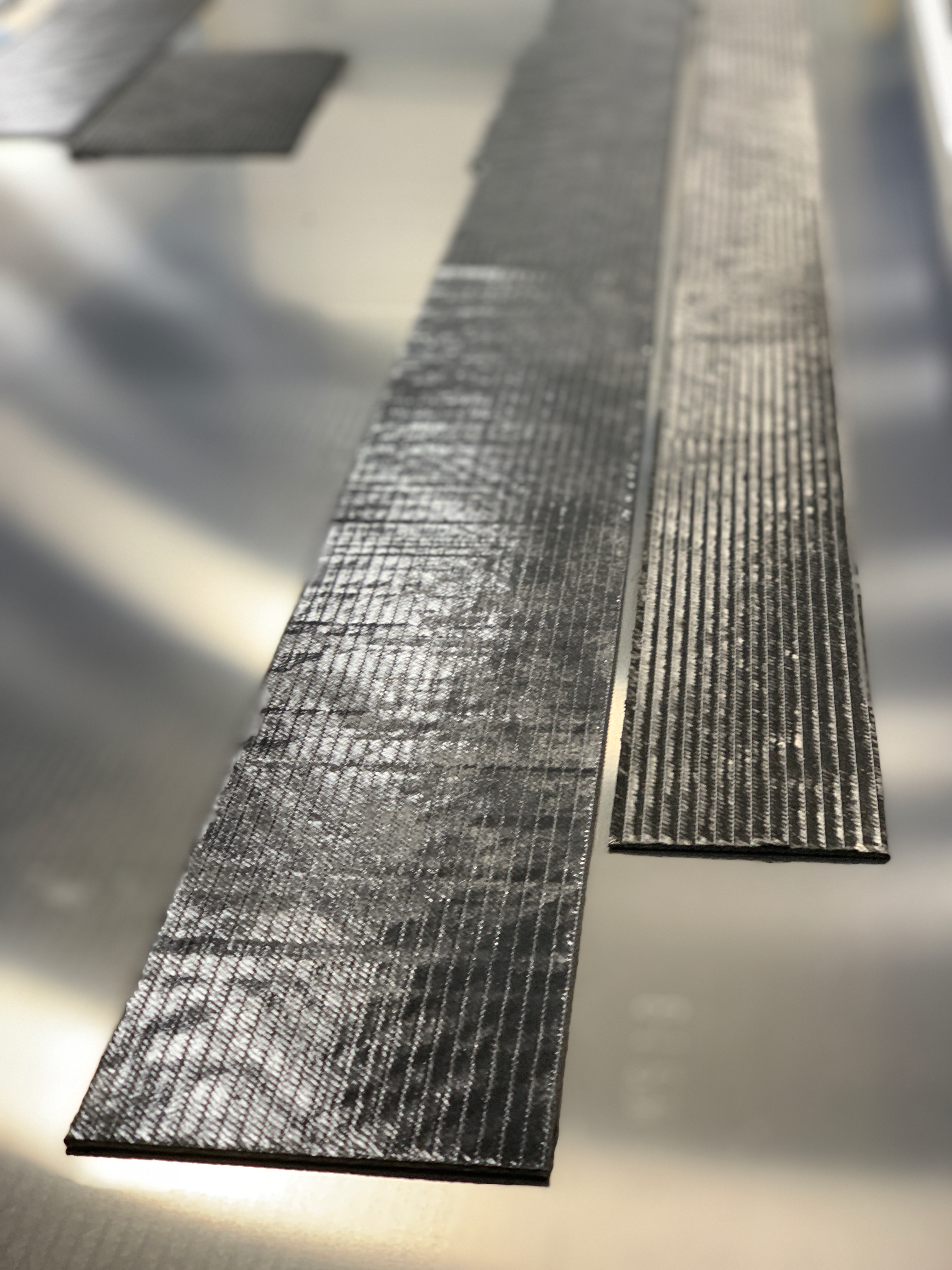
Step 4. The kitted fabrics for the spoiler spars, called “motherboards” by Spirit, are prepared for preforming. Source | CW
There are two preforming stations on the Spirit spoiler line; one is used to preform skins, while the other is used to preform spar components. Skin kits are sent to one of two large Pinette Emidecau Industries (Chalon Sur Saone, France) preformers, each of which measures about 4 meters long and 2 meter wide; each contains two molds. The largest skin preformed here is 1.7 meters by 0.7 meter. At full rate, Boyd says, the preforming process is expected to take 43 minutes, which represents the longest cycle time in the spoiler production line. That 43 minutes, then, represents the takt time for the entire line at full rate production. After preforming, the MES sends the skins back to the warehouse.
Spar and rib kits, on the other hand, are directed to the second preforming station, which consists of a single (smaller) Pinette Emidecau Industries performer. There are, in all of the spoiler configurations, 10 different spar designs. A single kitted stack for a spar is called a “motherboard” at Spirit. Nine of the 10 motherboards are preformed on one of several C-shaped forming tools arrayed on the production floor next to the smaller Pinette performer. The MES will call for a specific tool, which is pushed by an operator over rollers and onto the press platen. Motherboards are placed on each tool by an operator, who actuates the press.
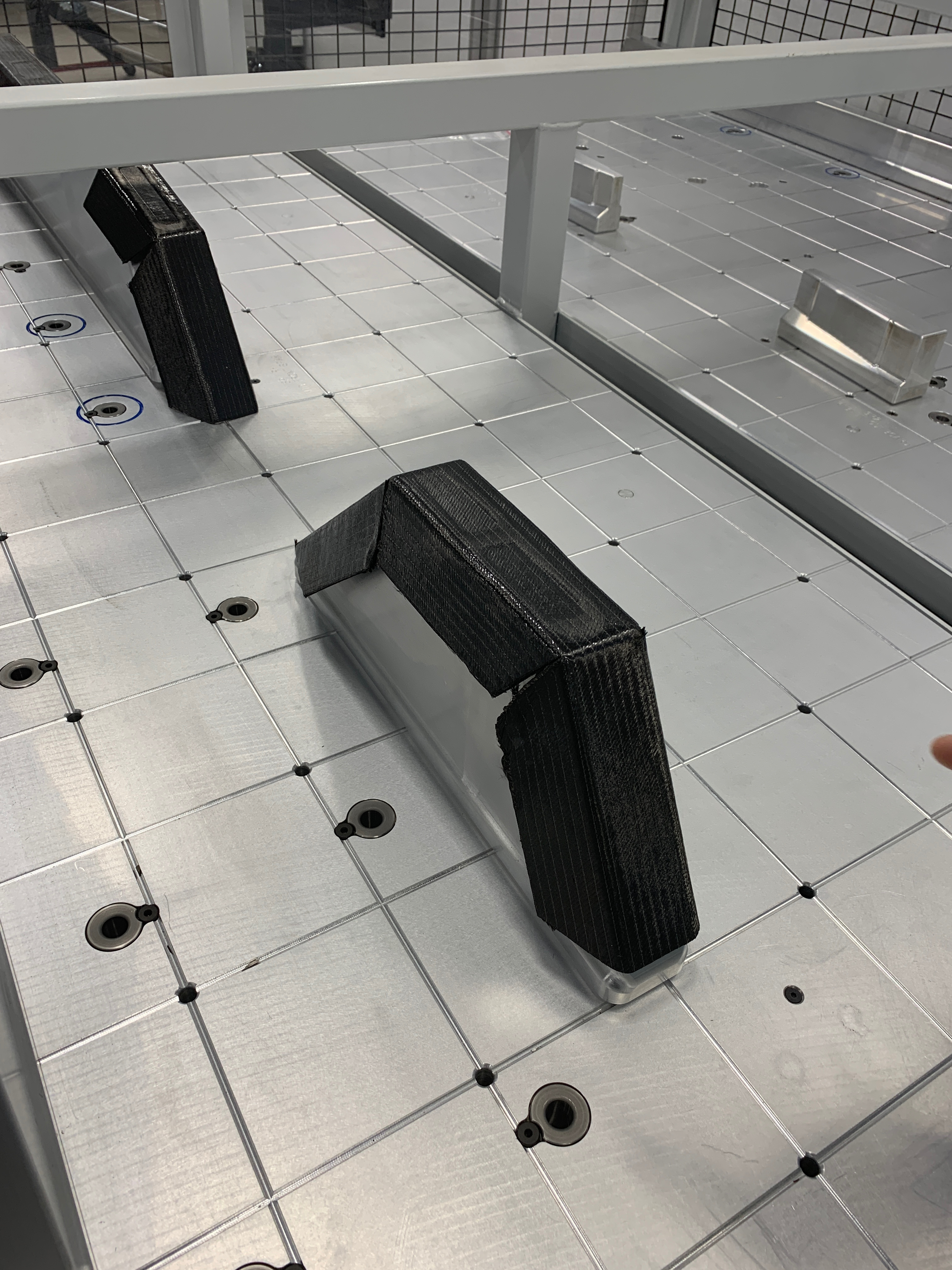
Step 5. A320 spoiler spar fabrics are fitted atop C-shaped tools for preforming. Source | CW
Each of the kits also contains an untrimmed motherboard that could not be trimmed on the sixth cutting table. The untrimmed motherboard is taken to a “clicker” press where it punched to final shape. This extra punching process is also used for one unique spar on Spoiler 1. The punched motherboards are then loaded onto a preform tool along with the other trimmed motherboards ready for the preforming process. There are 10 preform tools, one per spoiler configuration. Again, all preformed components are then sent back to the warehouse by the MES. It’s then on to the final step prior to RTM: Preform assembly and mold loading.

Step 6. All spoiler spar preforming is performed on this Pinette Emidecau press. Source | CW
Boyd says preform assembly and mold loading represents the most labor-intensive step in a spoiler manufacturing line that uses remarkably little labor at all. Here, operators collect upper skin, lower skin and spar preforms sent from the warehouse by the MES and deliver them to one of two assembly stations. Each station consists of a metallic table, arrayed with fixtures and clamps. On this table and into the fixtures operators place a series of black aluminum mandrels that, when assembled together, will hold and position spar preforms inside the spoiler. Once the mandrels are assembled, they are then transferred to a mandrel cassette, a red metallic frame that holds the mandrels in their assembled configuration, but presents them on edge. This allows the operator to easily and quickly install preforms and adjust their position on each mandrel.

Step 7. Preformed spar kits are next assembled around mandrels that are loaded into a cassette (red frame on left) prior to placement in the mold. Source | Spirit AeroSystems
Meanwhile, on another table nearby, laser projectors guide another operator who is aligning a lower spoiler skin preform, with guidance provided by laser projectors. He is working under a small set of crane-mounted suction cups that will, ultimately, pick up the skin preform and transfer it into the lower half of the spoiler mold, located inside a metallic frame beside his table. With the lower spoiler skin in place, the entire mandrel assembly (with spars) is lowered into the black aluminum mold, followed by the upper skin, which had been prepared like the lower skin. The lower half of the spoiler mold, with all preforms in place, is then transferred along rollers through a portal and to the next station, where the top half of the mold is loaded onto the lower half and locked in to place. Each of the 10 A320 spoilers has three molds and three sets of mandrels in rotation at Spirit, and represent a significant part of the investment in this production line.
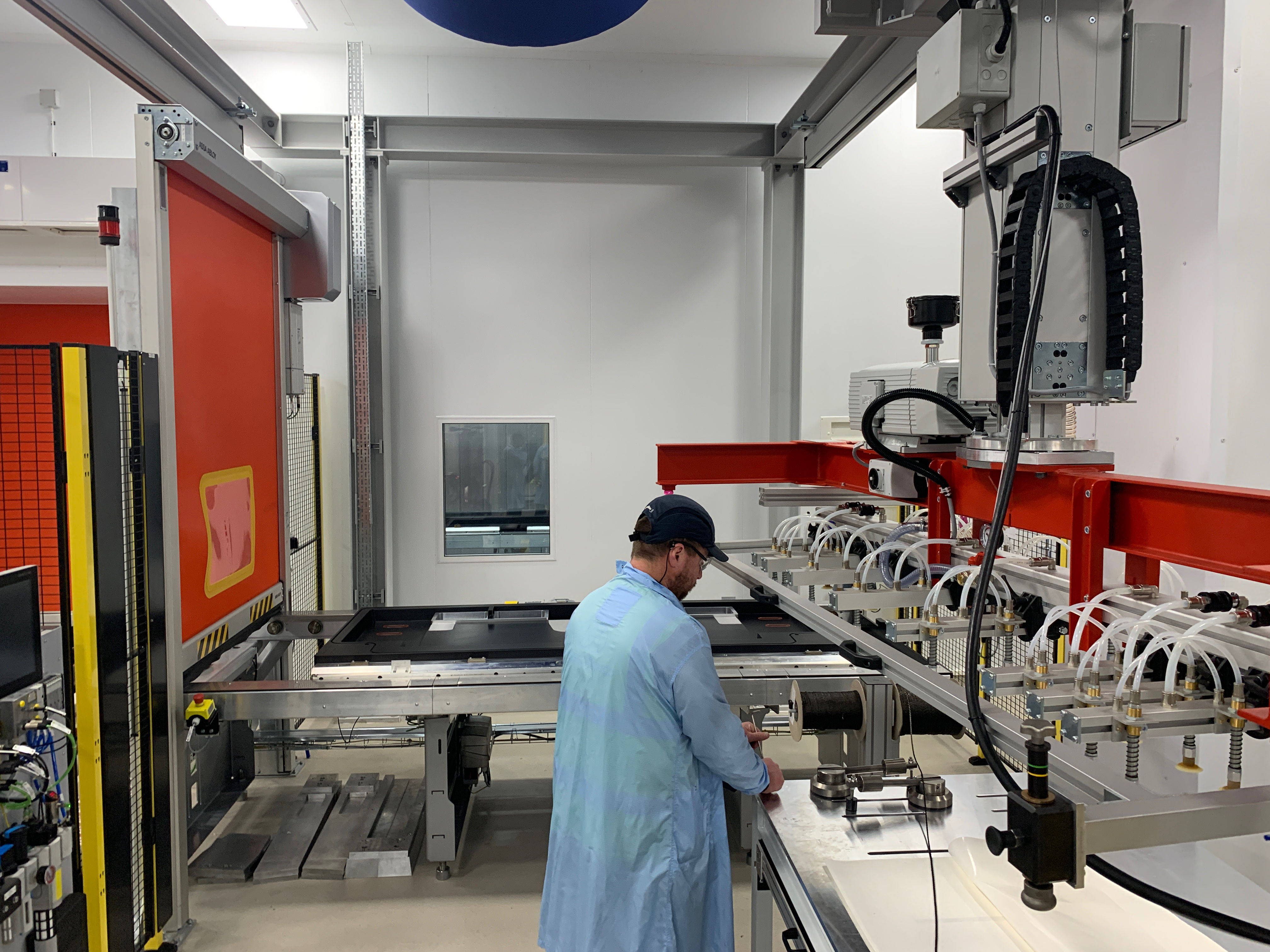
Step 8. An operator stands at a workbench before the lower half of an A320 spoiler RTM mold, prior to lower skin, spars and upper skin preform loading. Each spoiler variation has three aluminum molds. Source | CW
Into the press, demolding
A fully assembled mold is now ready for the RTM process. Through the MES the mold is transferred along a metallic conveyor out of the cleanroom, through a red retractable door, and toward the RTM presses. The conveyor system is designed such that the MES can decide which mold will go to which press, and then automatically route it there. Inside a large, fenced enclosure, Spirit has installed seven RTM presses, supplied by Coexpair (Namur, Belgium). Next to each press is a resin pump system, also supplied by Coexpair. The mold travels along the conveyor and directly into the open press.
Meanwhile, back in the cleanroom, operators degas the epoxy resin system that will be injected into the mold. Airbus specified for the spoilers Hexcel’s RTM6, a single-component epoxy that has become a standard for RTM in aerospace manufacturing. After the resin is degassed, it’s delivered to the press, the mold is closed and injection begins. Boyd says a single spoiler takes five hours to inject and cure; cure temperature is 180°C.

Step 9. After the top half of the spoiler mold is secured to the bottom half, the entire tool is transferred to one of seven Coexpair RTM presses that Spirit has installed. The resin injected is Hexcel’s RTM6 single-component epoxy. Source | CW
The mold leaves the RTM press on the same conveyor on which it was delivered, but now is routed by the MES to the next enclosure, where mold lid separation is performed and the spoiler continues to cool to room temperature. Next stop is the demolding area, where the now cooled spoiler is removed from the mold and mandrels are separated. Molds are prepared for cleaning; mandrels are loaded onto one of several turntables that stores each mandrel vertically. Boyd says these were designed to allow operators to easily access each mandrel in a configuration that maximizes storage efficiency.
The next stop for the spoiler is one of two CNC machines, supplied by CMS (Zogno, Italy), where the outside profile of the spoiler is trimmed and holes are drilled for assembly. Boyd notes that the trim operation and hold-drilling performed here varies by spoiler type, and like everywhere else along this production line, machine operation is guided by the MES.
From the CNC machine, the MES routs the spoiler to non-destructive testing, which is performed inside a fenced enclosure by two Stäubli (Pfäffikon, Switzerland) robots using ultrasonic phased array technology in a system provided by Ultrasonic Sciences Ltd. (Aldershot, U.K.). One robot is used to inspect the skins; the other robot inspects the spars. After the spoiler passes inspection, it’s on to final assembly and then metrology and painting.

Step 10. Following molding, finished spoilers are demolded. Tools and mandrels — loaded vertically on a carousel — are then cleaned and conditioned before returning to the production line. Source | Spirit Aerosystems
For final assembly, the spoiler is mounted vertically on a red fixture that rides on floor-mounted rails through a series of stations where metallic components are fitted and attached. These include the center fitting that attaches to the spoiler knuckle actuator on the wing, outboard fittings, edge seals and main cavity block-offs. Included here also is a 95°C oven cycle to cure adhesives and seals.
The spoilers then go to metrology once they leave the oven and have cooled. After they pass metrology, the external surfaces are prepared for paint (light abrade) and tested for cleanliness. Then it’s off to a large booth that is the paint marshalling area. This booth holds up to four spoiler shipsets (40 spoilers). Boyd says that it’s here that a spoiler joins, for the first time, the other spoilers in its shipset of 10. Each shipset is painted
as a group and then routed by the MES out of the production line and into preparation for shipping and delivery. The spoiler is complete.
The first shipset to come off this line was expected in Q1 2020, followed by installation on an A320 in 2Q 2020. Airbus and Spirit originally expected the line would be at full rate production of 63 shipsets per month by mid-2021. However, the coronavirus pandemic forced Airbus, in April, to reduce A320 production to 40 planes per month, with further reductions possible. Regardless, Spirit designed the spoiler line for 65 shipsets per month, with flexibility to increase as needed.

Step 11. Molded spoilers are loaded into one of two CMS CNC machines for trimming and drilling. Source | CW
Spirit and next-gen aerostructures
Spirit AeroSystems’ A320 spoiler production system in Prestwick was formally opened on Feb. 28 at an all-hands ceremony that featured the Right Honourable Nicola Sturgeon, the First Minister of Scotland. She described the spoiler line as symbolic of Scotland’s efforts to be a vital part of aerospace manufacturing. “This is a shining example of everything we want Scottish manufacturing to be,” she said. “Spirit has been able to industrialize a new technology for the manufacture of a composite spoiler.”
Indeed, at full rate production, this line will produce primary aerospace structures at a pace — with quality and consistency — heretofore unseen in aerocomposites manufacturing. At a rate of 65 shipsets per month, which would include Airbus’s new A321XLR, the Spirit line will produce almost 6,500 spoilers a year. At a theoretical rate of 100 shipsets per month, that number jumps to 10,000.
Moreover, this is a product and manufacturing line that is destined to live on beyond the A320 and beyond the spoiler structure itself. Airbus’ Latto, at that Feb. 28 ceremony, said that Airbus’s and Spirit’s work re-imagining and industrializing the A320 spoiler has given the product new life: “We have future-proofed this spoiler to give us flexibility for its use in other future programs.” Airbus’ Smith notes that the work to industrialize and automate the RTM spoiler is the first of many key steps to come. “The spoiler offers a relatively simple structure to prove the concepts and benefits for more complex and demanding structures, such as re-thinking of wing tips devices, wing skins and high-curvature fairings. In a high-rate, low-cost environment — in aerospace terms — the more integration and modular assemblies we can do, the better.”

Step 12. Following machining and prior to final assembly of metallic fasteners, each spoiler is inspected using multiaxis robots and phased array technology. Source | CW
From a Spirit AeroSystems perspective, the spoiler production line demonstrates not just the cost-effectiveness of new technology, but how composites can be matured and leveraged for application in next-generation aircraft. And the Prestwick campus in particular is banking on out-of-autoclave (OOA) M&P as a significant competitive advantage in the aerocomposites supply chain. “This program is clearly a significant milestone in our out-of-autoclave journey,” Spirit’s Sean Black says. “But it was enabled by several things that are critical to the company going forward: automation, software, support from academia and government support.”
Black and Pinner also note that Spirit’s partnership with Airbus, and an aligned approach, drove development of the next-generation spoiler. Working collaboratively with Airbus also eased matters considerably. Pinner says, “We got all of the business benefit of this project without having to do the convincing.”
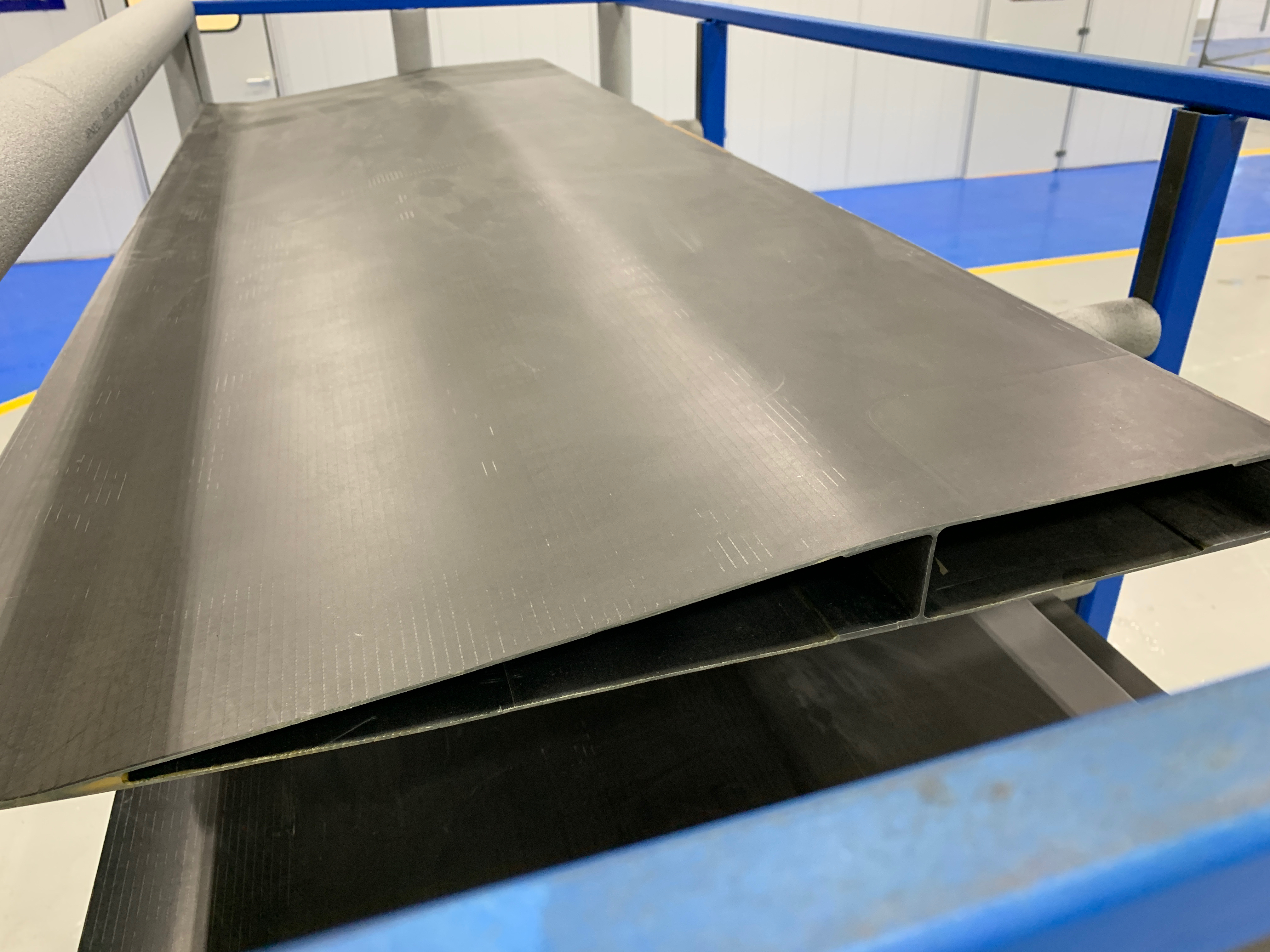
An as-molded A320 spoiler, prior to machining, NDT, assembly and painting. Source | CW
The future (the elephant in the room)
What the Right Honourable Sturgeon and few people in attendance at that ribbon-cutting could anticipate was the tumult and chaos about to be visited upon the global economy by the coronavirus pandemic. Indeed, on that Feb. 28, the commercial aerospace industry was still a few weeks away from a nearly total collapse in passenger air travel, and the attendant plunge in demand for new aircraft that would follow — not to mention aircraft already in service.
However difficult the short-term outlook is and might be for the aerospace industry, the almost 8 billion people who call Earth home will not remain grounded forever, which means commercial air travel will return. Which means that the dynamics and forces governing the aerospace supply chain will return in some form or another. Estimates, as of this writing in mid-May, suggest a 3-5-year recovery for passenger air travel, with demand for single-aisle aircraft leading twin-aisle aircraft design.

Close-up of the trailing edge of Spirit’s A320 spoiler. Source | CW
Thus the dynamics and forces governing composites in commercial aircraft also live on. This means that Airbus, Boeing or both likely will announce a new single-aisle aircraft in the next few years, thus opening the door to the application of composite materials and processes in new and creative ways. And it’s a good bet that material, process and software technologies similar to that developed by Spirit AeroSystems for the A320 spoiler will become not just common, but mandatory.
“Everything we’ve done here is an enabler for the high-rate environment,” Black contends. “We think this is the future of Spirit.”
Floorplan: Spirit AeroSystems A320 spoiler production line
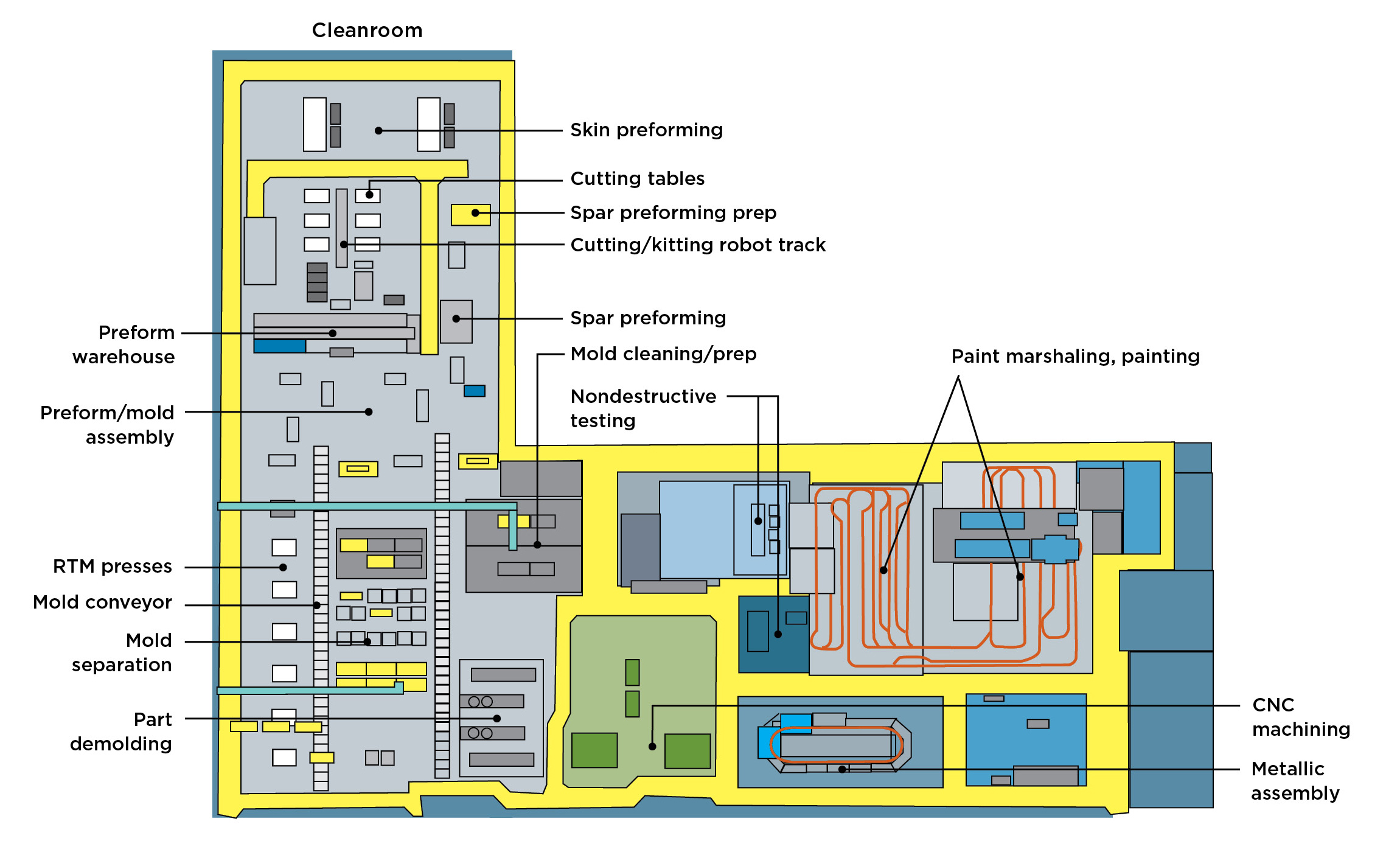
Shown here is the floorplan for the Airbus A320 spoiler production line at Spirits AeroSystems (Europe) in Prestwick, Scotland. This highly automated line includes cutting, kitting, preforming, RTM, CNC finishing, assembly, NDT and painting.








Related Content

IPSA acquires bonding adhesives based on MMA technology
IPS Adhesives (IPSA) introduces a line of adhesives using acrylate and MMA technology from L&L Products for the bonding of dissimilar materials such as metals and composites.
Read More
Composite, adhesive and core solutions focus on performance, reducing carbon footprint
JEC World 2025: Gurit celebrates 190 years with a display of its product variety — from Spabond 400, resins, prepregs and Gurit PET to BalsaFlex, Opticore and other core systems.
Read More
IPS Adhesives debuts Scigrip SG2000 adhesive in North America
The adhesive’s 1:1 mix ratio and long open time provides transportation, construction and marine industries with much-needed routine simplification and flexibility.
Read More
Composite products designed for efficiency, performance and sustainability
CAMX 2025: Whether through weight reducing or strength enhancements, 3M designs its microspheres, ceramic fibers, films and LSP materials and composite resins to meet its customers application demands.
Read MoreRead Next

Spirit AeroSystems opens new spoiler manufacturing facility
The Scotland-based facility will use advanced composites technology for high-volume production of spoilers for the Airbus A320 aircraft family.
Read More
Next-gen fan blades: Hybrid twin RTM, printed sensors, laser shock disassembly
MORPHO project demonstrates blade with 20% faster RTM cure cycle, uses AI-based monitoring for improved maintenance/life cycle management and proves laser shock disassembly for recycling.
Read More
Scaling up, optimizing the flax fiber composite camper
Greenlander’s Sherpa RV cab, which is largely constructed from flax fiber/bio-epoxy sandwich panels, nears commercial production readiness and next-generation scale-up.
Read More