
Composite submarine camels win with long-term durability
U.S. Navy wisely opts for more expensive submarine moorings that maximize lifecycle cost efficiency.

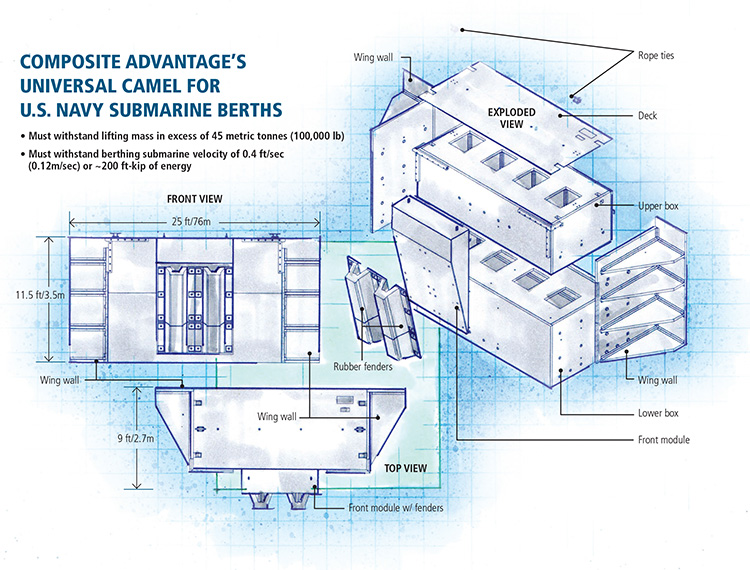
Composites Advantage's Universal Camel for U.S. Navy Submarine Berths
Engineering Challenge:
Design a composite camel that meets the U.S. Navy’s requirements for energy absorption, stability and long service life and can berth submarines of all classes.
Design Result:
A modular composite sandwich construction that allows camel ballast to be customized to meet trim and freeboard requirements while absorbing the energy of berthing submarines.
Illustration | Karl Reque

A finished camel awaits the berthing of a submarine. Source: Composite Advantage

The camel’s upper and lower boxes, each about 9.1 ft tall by 25 ft wide by 11.5 ft deep (2.8m by 7.6m by 3.5m), are stacked prior to the addition of the wing walls, each 17.8 ft tall by 5.5 ft wide by 11 ft deep (5.4m by 1.7m by 3.4m), visible at left and foreground. Source: Composite Advantage

With center boxes and wing walls assembled, the fifth box, the front fender — measuring 18-ft tall by 12-ft wide by 3.5-ft deep (5.5m by 3.7m by 1.1m) — will be attached to the shadowed area on the front of the center boxes. Source: Composite Advantage

An assembled submarine berth camel is lowered into the water. Source: Composite Advantage



This story begins with an unlikely premise: the U.S. Navy needed to solve a problem, and it was willing to spend more money up front on a solution if that solution promised net savings in the long run. The problem? Poor durability of its deep-draft submarine camels. These large and mostly submerged metal or wood structures are attached to a mooring structure and fitted with rubber bumpers to provide a buffer between the Navy’s submarines and the waterfront where they are berthed. The camel deflects or compresses with vessel movement and prevents damage to the hull, diving planes, screws, fairings, special skin treatments and other equipment by absorbing the sub’s energy — which is considerable, given the 560-ft/171m length and 17,000 tons of water displaced by berthed vessels, including the Ohio class submarine, the heaviest in the fleet.
Given the saltwater environment in which they work, metal and wood camels require removal every two years for inspection and repair, which can be substantial if corrosion has begun. The other challenge the Navy faced was that it had 17 unique camel designs in ports around the world. Each camel was designed to accommodate a specific submarine type, which, in addition to the Ohio, includes the Los Angeles, Virginia and Seawolf classes.



Design and engineering firm Whitman, Requardt & Assoc. (WR&A, Baltimore, Md.) and composites manufacturer Composite Advantage (CA, Dayton, Ohio) were tasked with developing a universal composite camel that would meet that challenge and accommodate any U.S. Navy sub type, anywhere in the world.
The Navy’s criteria for the new camel included not only the ability to absorb the energy generated by a berthing submarine, but also the freeboard (how much of the camel would sit above the waterline), the list and trim angles, and the overall flotation stability requirements. The Navy’s request for proposal (RFP) specified that the level floating position of the camel must be maintained within a 1-inch/25.4-mm tolerance side to side and front to back. Further, the freeboard must be maintained within a 1-ft/0.3m tolerance.
“We were dealing with a unique shape and the criteria were somewhat at odds with each other in that if we designed to meet one requirement, issues surfaced with the other criteria.”
The RFP also stipulated that the camels must meet performance requirements in three load scenarios: berthing of a submarine, mooring of a submarine and lowering and lifting the camel into and out of the water. Berthing assumes a submarine velocity of 0.4 ft/sec (0.12 m/sec), which is approximately 200 ft-kip of energy. Mooring loads — caused by waves, wind and other forces — are, by comparison, smaller than berthing forces. The load path for berthing and mooring are horizontal, but the load path for lowering and lifting the camel into and out of the water is vertical; discrete lifting points on the camel, therefore, would be required and would have to withstand an anticipated mass in excess of 45 metric tonnes (100,000 lb).
“We were dealing with a unique shape and the criteria were somewhat at odds with each other in that if we designed to meet one requirement, issues surfaced with the other criteria,” says Matthew Lambros, structural engineer for WR&A. “This was largely due to the fact that a number of properties affecting the camel, such as volumes and densities, can vary and must be considered to establish precise flotation calculations.”
Working with CA, WR&A developed a design that comprises five composite structures, or modules, that are assembled on site to build the 25 ft by 9 ft by 11.5 ft (7.6m by 2.7m by 3.5m) camel. CA president Scott Reeve says the two largest modules, the upper and lower main boxes, are stacked (see photos). Two others, called wing walls, are installed on each side of the stack, and a third module is front mounted to provide the surface that faces the submarine. Attached to this front surface are the rubber fenders that contact the submarine. On the backside of the camel, a series of ultrahigh molecular weight polyethylene rubbing strips provide a contact surface where the camel meets the fixed dock structure.
The modules are made by assembling and bonding composite panels. Most panels have a sandwich construction, featuring 3.5-inch/89-mm thick TYCOR foam core (Milliken & Co., Spartanburg, S.C.) faced and edged with 0.3-inch/7.62-mm thick layers of uniaxial and triaxial glass fiber fabric from V2 Composites (Auburn, Ala.). This structure is hand layed, vacuum bagged and infused with Hetron 992 or Derakane 610 vinyl ester resin, supplied by Ashland Performance Materials (Dublin, Ohio). The foam core incorporates fiberglass shear webs, spaced at 1.5 inch/38.1 mm intervals. Where the panels are subjected to biaxial bending or significant shear forces, a bidirectional core is used. This consists of unidirectional core that is cut into short lengths (perpendicular to the shear webs) and wrapped in additional fiberglass fabric, thus providing shear webs in both directions.
Reeve says some of the camel’s primary contact points — those that see the most physical and mechanical stress — are designed for impact resistance as 1.5-inch/38.1-mm thick solid laminates. Each module and, later, the entire camel structure, is bonded together with an adhesive provided by SCIGRIP (Durham, N.C.).
The goal was to put the camel’s center of gravity as far as possible below the waterline to maintain rotational stability — easier said than done.
Structural analysis of the camel included a 3-D finite element analysis (FEA) of the entire structure, using RISA-3D FEA modeling software developed by RISA Technologies (Foothill Ranch, Calif.). The model consisted primarily of a series of meshed plate elements; the material and section properties of the plate elements were input manually to match the properties of the composite sandwich panels. Berthing, mooring and lifting (gravity) loads were applied to the model, and the resulting forces were used for panel and connection design. The submarine berthing energy absorbed by the marine fenders was converted to a force using charts and tables provided by marine fender manufacturers. The contact points from the camel to the mooring structure were modeled using compression-only lateral supports.
The panel properties were determined through an extensive testing program developed specifically for the camel design. For each failure mechanism identified in the structural analysis, the panel properties from the testing program were compared to the results of the analysis to determine the factor of safety against failure. Reeve says the calculated factors of safety were discussed with the owner, engineer and fabricator to ensure there was a consensus regarding their acceptability. Where possible, the safety factors also were compared to industry standards. For safety factors that were determined to be insufficient, changes to the design or fabrication methods were made as required.
Fabricating for flotation
After the camel’s design was finalized and manufacturing began, Reeve says another challenge presented itself: buoyancy management. Almost all of a camel rests below waterline, but the composite camels are inherently too buoyant for the application. The goal, then, was to put the camel’s center of gravity as far as possible below the waterline to maintain rotational stability — easier said than done.
Reeve says calculating the center of buoyancy and center of gravity included the tedious process of determining the relative position and density of each camel component, including panels, flotation foam, marine fenders and connection angles and hardware. Increasing the ballast weight to achieve the required freeboard, for example, would impact the angle of flotation. The final solution had to achieve a balance among all the design criteria.
Ultimately, says Reeve, CA determined that ballast must be added to submerge the camel and keep it trim against the submarine. This is done in three ways. First, after the 70,000-lb/31,751-kg camel is assembled, 35,000 lb/15,876 kg of concrete is poured into the center box. Second, a series of movable steel plates are installed over the ballast; they are adjusted from side to side in the box after the camel is floated for the first time to bring the entire structure trim. Third, holes are drilled in the box sides to allow them to fill with water. “The water helps keep the structure stabilized,” says Reeve. “It doesn’t bob or move as much.”
CA’s first camel was assembled on site at Naval Submarine Base New London (Groton, Conn.) in October 2010 and installed a month later for a flotation test. Since then, the Navy has installed two more camels, and CA is now manufacturing another for Naval Station Norfolk (Norfolk, Va.). “Feedback from Navy facilities engineers and port operations is very favorable,” says CA vice president Andy Loff. “Elimination of recurring maintenance is a major operational benefit, and multiple bases are now looking at the composite camels for future use.”
Reeve says the Navy is installing about two composite camels per year and is looking at other camel-like applications for the material, despite the fact that the CA camels cost 40 to 50 percent more than the old metal and wood versions. He lauds the unusual foresight: “The Navy basically said, ‘I’d much rather pay a little more up front than pay a lot more over a 10-year period.’” And with camels now expected to last 25 years or longer, the savings will live on. Mission accomplished.








Related Content

Re-Wind Network completes first U.S. BladeBridge in Georgia
Beaverbrook Park now exhibits a 50-foot pedestrian bridge design consisting of a decommissioned wind blade flanked by two wooden decks.
Read More
Custom FR epoxy, hybrid glass/carbon fiber composites enable massive mosque ceiling expansion
Premier Composite Technologies delivered more than 25,000 FRP sandwich panels to massive Great Mosque of Mecca expansion, meeting weight, fire and 10,000 units/month goals.
Read More
Award-winning Oder river bridge cuts 500 tons of steel with CFRP tension cables
Developed by Carbo-Link and tested by Empa, the Oder Bridge near Küstrin is a heavy rail bridge using 88 CFRP tension members, enabling 120 km/hr train speeds with reduced weight and emissions.
Read More
Bedford introduces GFRP decking options for pedestrian bridges
Resilient composite decking includes PRODeck LV for light-duty pedestrian traffic, PRODeck H5 for heavy-duty or harsh environments and Southern Yellow Pine for pedestrian and equestrian bridges.
Read MoreRead Next

Dialing in composites performance via dynamic digital twins
Sport Dynamics Lab uses Flexdynamics testing, digital models and AI tools to compare designs, materials and systems, enabling optimization with potential for propellers, drones and vibrational structures.
Read More
Report: Composites and Carbon Fiber Use in Hydrogen Storage
A first-of-its-kind technical report that assesses the materials, manufacturing processes, market and energy trends driving use of carbon fiber composites in global hydrogen (H₂) storage applications for fuel cell-powered trucks, buses, trains and passenger vehicles.
Read More
Advancing bonding, coating and sealing to 4.0 systems for composites, metals and more
Brighton Science uses decades of experience, 2-second surface measurements and a framework of data-based specs and KPIs to help manufacturers advance toward reliable, predictable bond quality for faster, high-performance production.
Read More