
Innovative Composite Design May Replace Aluminum Chassis
It's been called the automotive engineer's dream material. Able to assume any shape while delivering stiffness, strength and light weight, carbon fiber has been the material of choice for years in structural components and stylishly aerodynamic exterior panels on race cars and exotic supercars costing more th





Source: ATRAfter ATR's chassis is assembled from RTM'd subcomponents, the entire structure is autoclave cured to ensure that consolidation pressure and heat are sufficient to produce a monocoque structure.
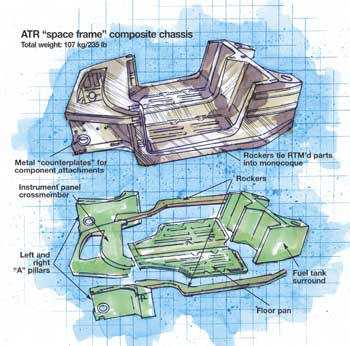
Source: ATRSeven modules make up the chassis. Five (in green) will be made offline in an RTM process, then brought together in an assembly mold for lay up of the remaining two modules — the rocker panels (in red) — which tie the modules together. The assembled chassis then is autoclave-cured.

Source: ATRATR's "space frame" chassis is an all-composite design that can be customized to a specific manufacturer's car design. Cocured metallic fastener attachment points are designed in to accommodate various car components.
Source: Karl Reque
It's been called the automotive engineer's dream material. Able to assume any shape while delivering stiffness, strength and light weight, carbon fiber has been the material of choice for years in structural components and stylishly aerodynamic exterior panels on race cars and exotic supercars costing more than $500,000 (USD). Yet carbon's use in production vehicles still appears to be a long way off, given high fiber prices and relatively slow production rates.
Italian automotive composites specialist ATR Group (Colonnella, Italy), however, aims to nudge that paradigm a bit. Well known for its work on supercars for Ferrari, Porsche and Bugatti, and one of the world's largest automotive composites fabricators, ATR has developed a carbon composite "space frame" chassis concept for the not-quite-so-stratospheric "GT" car segment — GT meaning gran turismo or high-performance yet comfortable, long-distance touring car. Though certainly not in the same category as the everyday passenger car, GTs are produced in greater numbers than supercars, and ATR's labor- and cost-saving strategies have made carbon a viable alternative to aluminum in its GT chassis designs. "Carbon composites are obviously more expensive than aluminum on a pure cost-per-unit-weight basis," says ATR's head of composite structures development Claudio Santoni, a chassis specialist who previously designed aluminum space frame chasses for Ferrari passenger cars. "But the design is cost-effective when compared to an aluminum chassis, because of the integration of so many different functions and characteristics — lower weight, crashworthiness, dimensional accuracy, corrosion resistance, perceived quality and aesthetics." Santoni wanted to exploit carbon's properties in ATR's space frame chassis, while devising a straightforward and economical fiber architecture and fabrication scheme, to minimize labor and part count as compared to most supercar designs. "For example," he says, "we wanted to get away from aluminum or aramid honeycomb core and the multiple cure cycles, film adhesives and edge treatments required, which added significantly to the cost." While the prototype space frame covered here is a demonstrator, Santoni notes that the chassis design can be varied in size and shape and will be tailored to each customer's car model.



DESIGN BACKGROUND
Due to their incredibly high cost, handcrafted supercars like the Ferrari Enzo are made in very limited numbers, but GT cars — Lamborghini's Gallardo, Maserati's Spider and Ferrari's F430, for example — have a lower price point and are available to a somewhat broader market. For this reason, they are typically designed with more passenger comfort in mind and feature cushier seats and larger door openings than the more spartan, racing-inspired supercars. According to Santoni, the larger dimensions tend to increase the chassis performance requirements. Moreover, buyers want to be assured of a high degree of safety. Here, says Santoni, carbon has a significant advantage.
GT chasses are typically designed with aluminum, because OEMs are familiar with the material and desire to keep costs as low as possible. Like any metal, aluminum exhibits significant ductility or yield under stress because of its high strain capacity, which can be a drawback when designing for safety. "Aluminum experiences dramatic plastic deformation during a big impact," Santoni explains, pointing out that welds, in particular, are vulnerable to brittle failure in a crash scenario.
In contrast, a carbon composite structure has a low strain capacity and, thus, very little ductility, yet exhibits very high specific energy absorption — nearly four times that of aluminum. As plies debond, energy dissipates in a uniform, progressive fashion, without yield — the reason many drivers have been able to walk away from 200 mph-plus impacts in composite-framed Formula I race cars. Santoni makes a clear distinction between designing crushable front and rear composite crash structures specifically for energy management and his composite chassis, which is designed for peak crash load transfer: "Our space frame preserves a survival space for occupant protection in the case of impact, because it experiences very little deformation, essentially only elastic deformation," he explains. "Even if the crash structures are destroyed, the composite passenger compartment usually experiences damage only in the immediate impact area — damage does not propagate to the rest of the chassis, preserving a 'survival cell.'"
Further, carbon composites have higher specific stiffness and strength than aluminum, which means less material is needed to meet performance requirements. Thus, a composite chassis structure can result in overall lower vehicle weight, for either a higher horsepower-to-weight ratio and more "muscle," or higher fuel efficiency for a hybrid or fuel cell powerplant.
A THICK LAMINATE
ATR's composite solution is a one-piece, unitized monocoque, with a unique geometry that provides the essential structure for a two-passenger vehicle with a rear- or mid-mounted V8 to V12 engine and rear-wheel drive architecture. Designed with versatility in mind, the chassis can be adapted for either a coupé or a "spider" (convertible) car model and multiple types of automotive systems.
According to Santoni, three basic performance elements had to be considered: 1) global stiffness, 2) crashworthiness and 3) modal, i.e., vibration, behavior. MSC.Nastran finite element analysis (FEA) software from MSC.Software (Santa Ana, Calif.) was employed to determine the space frame's shape and thickness for required stiffness under specified loads. Sufficient rigidity was required to support the engine, running gear (axles, transmission, brakes), additional front and rear crash protection structures and body elements, including side doors. MSC's Patran software also was used as a laminate modeler to design fiber orientations and ply schedules for strength as well as optimum vibration damping. In addition, software tools from Altair Engineering Inc. (Troy, Mich.), including HyperWorks, were employed to help optimize the design for manufacture. Santoni points out that explicit and implicit finite element solvers for composite body structures under nonlinear quasi-static or dynamic automotive load cases are still undergoing development and will require a lot of fine tuning. His team used a "design of experiments" approach, a mathematical technique based on analysis of variance that allows multiple product design and process variables to be studied at the same time. "Because of the almost infinite number of variables in composite design, 'design of experiments' technology coupled with simplified finite element modeling is the method we've used at ATR in a concept design scenario," he notes.
The chassis design comprises an uncored laminate, ranging in thickness from 1.5 mm to 10 mm (0.06 inch to 0.4 inch), with integrally designed, beam-shaped hollow spaces at strategic locations to achieve necessary stiffness. It's made up of five primary modules — the floor pan, fuel tank surround, instrument panel cross member and left and right "A" posts — that are designed to be fabricated offline via resin transfer molding (RTM), in separate molds. The RTM'd parts are intended to be brought together in a single master assembly mold. Key to the final assembly are the rockers — the two long frame members on each side of the chassis that ultimately form the lower door sills — which are designed to integrate the other five modules to form the unified chassis. According to Santoni, the rockers will be fabricated in a wet layup process in the final assembly mold, and the plies will be overlaminated onto each of the other components. The joined modules will be cocured as one part, with no bonded joints, in a single autoclave cure cycle. While out-of-autoclave processing was considered, Santoni says the autoclave is essential to produce enough consolidation pressure and heat to cure the rockers completely and marry the components together.
"The philosophy is to produce a part with high structural integrity and dimensional stability, without bonds or fasteners, while still streamlining the process as much as possible with the lower-cost and more automated offline RTM molding," states Santoni. "The final rocker wet layup step is the trade-off, but the resulting part consolidation we achieve means the chassis is free of bond joints or other locations that are weaker than the base composite material — it's essentially a one-part chassis as compared to multiple welded parts in aluminum." With this integral cocuring/part consolidation strategy, ATR's target is 20 space frames per day, a rate the company believes must be achieved to access the GT market.
Santoni notes that at this stage in the project, carbon/epoxy prepreg is being fabricated in open carbon/epoxy molds for the prototype articles, but when the chassis goes into production, matched metal molds will be used for the RTM process. Materials used include a ±45° twill and a 0°/90° woven carbon twill, in a quasi-isotropic layup. Where hollow "beams" are part of the design, inflatable mandrels are used. Carbon fiber is T700 from Toray Industries (Tokyo, Japan). A "standard" epoxy was selected for the prepregs used on the prototype; Santoni says that the same resin, optimized for RTM processing, will be employed for closed molding and rocker wet layup. Preparing dry fabric preforms for the complex RTM molds is a challenge, an issue that the ATR team is currently working on.
As shown in the photo on p. 45, a number of metallic fasteners and attachment points that Santoni terms "counterplates" are necessary for attaching myriad automotive components to the chassis during car assembly. For the prototype, the cured part was drilled and fasteners were installed by hand, but Santoni says that once in production, most could be integral inserts cocured with the part, eliminating a significant number of finishing and drilling steps.
The prototype has a global torsional stiffness in excess of 28,000 Nm/deg-1 (1.6E+06Nm/rad-1) with a total weight of only 107 kg/235 lb, reports Santoni. The estimated weight savings compared to an aluminum design is about 35 percent, and there is the potential for an additional 15 percent in an actual project scenario, where the design could be optimized. The team is currently investigating space frames for cars with mid-front engine layout, which benefit even more from composites, given the higher spatial complexity of structure load paths.
"The automotive industry is conservative," Santoni concludes. "For that reason we've used high-quality but commonplace materials and fabrication methods to minimize risk and increase acceptance." The prototype chassis was recently introduced at the 2005 Frankfurt IAA auto show in Germany, and many OEMs are very interested, he notes: "Several partnerships are being discussed."








Related Content

Next-gen fan blades: Hybrid twin RTM, printed sensors, laser shock disassembly
MORPHO project demonstrates blade with 20% faster RTM cure cycle, uses AI-based monitoring for improved maintenance/life cycle management and proves laser shock disassembly for recycling.
Read More
Carbon fiber/flax landing gear achieves 54% weight reduction via tailored layup optimization
Fuko’s Biogear showcases how strategic composite material distribution and natural fiber damping properties can lightweight and enhance critical aerospace structure performance.
Read More
Using multidisciplinary simulation, real-time process monitoring to improve composite pressure vessels
Multi-pronged approach closes the loop between design and production of Type 3, 4 and 5 pressure vessels, enabling simulation of as-built composite tanks to improve performance and storage capacity while reducing weight and cost.
Read More
Troubleshooting thermoplastic composite stamp forming
Understand the basic science of TPC stamp forming, a manufacturing process steadily gaining momentum in aerospace and mobility applications thanks to its rapid forming, short cycle times and automated methods.
Read MoreRead Next

Dialing in composites performance via dynamic digital twins
Sport Dynamics Lab uses Flexdynamics testing, digital models and AI tools to compare designs, materials and systems, enabling optimization with potential for propellers, drones and vibrational structures.
Read More
Industrial ultrasonic NDT adaptation permits accessible composite bicycle inspection
Cycle Inspect's ASNT-aligned certification program employs affordable twin-crystal ultrasonic testing equipment and standardized inspection methods to detect damage in composite bicycle components.
Read More
Post Cure: 3D printed plastic, composite mouthstick designs assist limited-mobility users
Three M Tool and Machine has used its in-house additive manufacturing capabilities to rethink medical devices like mouthsticks, which must be stiff, lightweight and comfortable enough for everyday use.
Read More
