
Composites and Industry 4.0: Where are we?
As the tide of the Fourth Industrial Revolution rolls in, how will composite manufacturers ride the wave?


Ultimate goal: Fully automated, defect-free
Siemens’ almost fully automated factory in Amberg, Germany, makes its Simatic programmable logic controls (PLCs) with virtually no defective parts, and serves as a demonstration of smart manufacturing.
Source: Siemens

Seeing in real-time
A ZyynTek sensor from EmergenTek (South Jordan, UT, US) is used to monitor prepreg material management for customer Composite Solutions. The photo below shows the sensor in place on the outer wall of a freezer.
Source (both photos): EmergenTek
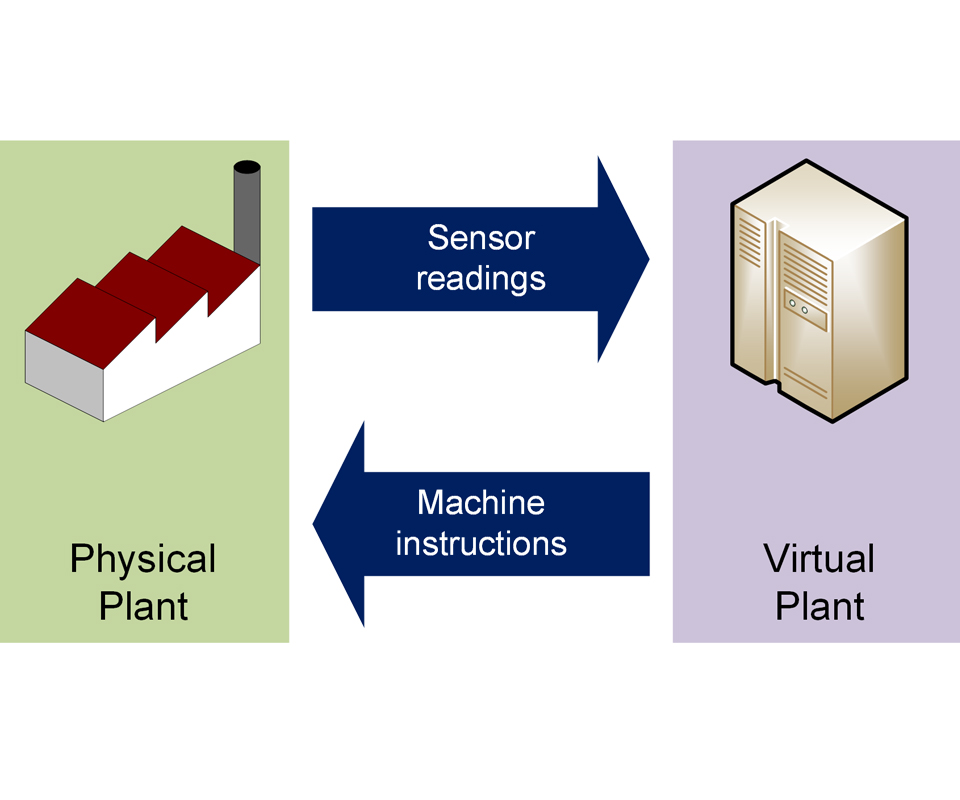
Promoting an actual/virtual conversation
This simple diagram developed by ATS Applied Tech Systems (Nuneaton, Warwickshire, UK) shows the relationship between the actual factory floor and the “digital twin,” or virtual plant, that sensor-collected data enables.
Source: ATS Applied Tech Systems Ltd.
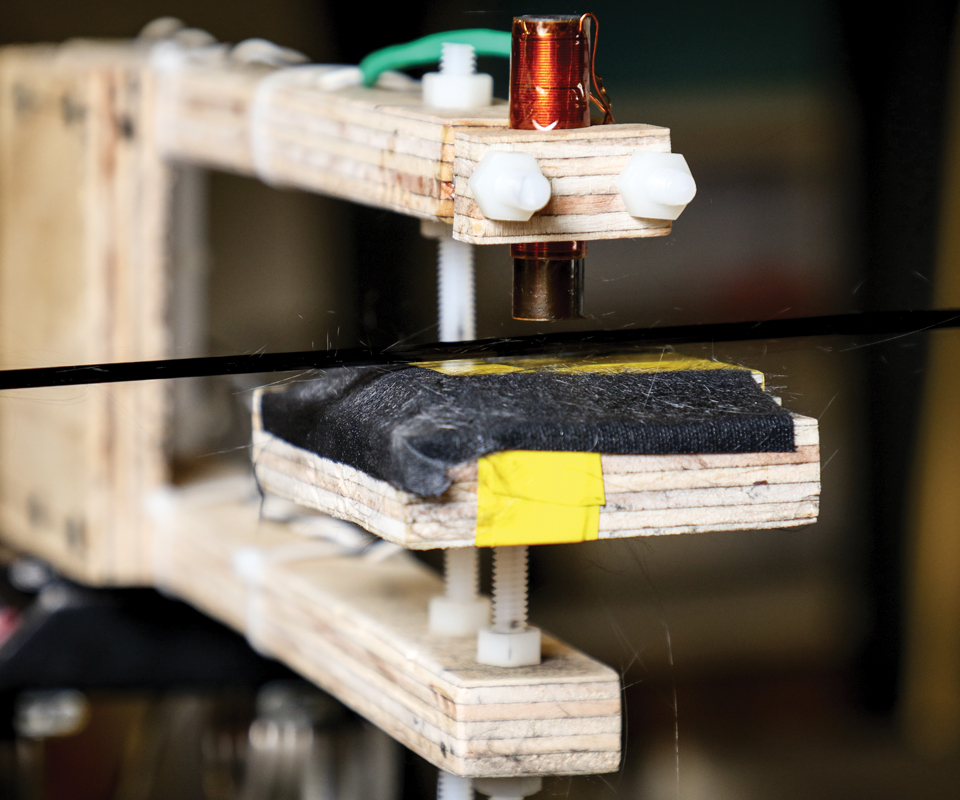
Developmental smart manufacturing sensor system
This hand-built prototype of a noncontact measurement system is shown monitoring carbon fiber properties during fiber production at Oak Ridge National Laboratory’s (ORNL, Oak Ridge, TN, US) Carbon Fiber Technology Facility. The inline measurements are used to adjust machine actions, as part of a smart manufacturing initiative.
Source: Oak Ridge National Laboratory / US Department of Energy



About 250 years ago, steam-powered machines began to displace manual labor in the Industrial Revolution. A Second Industrial Revolution, spurred mainly by electrical power, enabled the assembly lines and factory workflow. Think Henry Ford’s Model T. In the 1960s, computers spawned a Third Industrial Revolution, birthing digital design software and robotics. Key word? Automation.
Teaching machines to “think”
Today, there’s a Fourth Industrial Revolution. In it, integrated, intelligent cyber-physical systems — built around sensor-equipped manufacturing machines — are connected to the Industrial Internet of Things (IIoT) and are, therefore, able to autonomously manufacture digitally designed products, maintain their quality and perform activities along the entire value chain. Deloitte University Press (Sniderman, Mahto and Cotteleer, Feb. 22, 2016) calls it “the marriage of advanced manufacturing techniques with information technology, data and analytics.” Tech guru Chandrakant Patel of HP Labs (Palo Alto, CA, US) has been quoted as saying, “We are operating at the intersection of machine learning, data management and domain knowledge.”



There are several ways to refer to this trend, or aspects of it: Europeans refer to it as Industry (or Industrie) 4.0 (see the Side Story below), but it is also variously known as the IIoT, digital enterprise and digital thread. And in the US, the nonprofit initiative Smart Manufacturing Leadership Coalition (SMLC, Los Angeles, CA, US) calls it smart manufacturing. Industry 4.0 and smart manufacturing are used interchangeably here.
Industry 4.0 isn’t a “coming trend” or theoretical concept. It’s here, it’s real and is already having an impact in factories around the globe. General Electric (GE, Boston, MA, US), for example, calls its approach to it “Brilliant Manufacturing”: Its product design, engineering and manufacturing functions, its supply chain, logistics and distribution arms, its consumer buying trends data management and even its repair services are all interconnected in one globally scalable system.
And, Industry 4.0 is trending in the composites industry, but more so in Europe, particularly in plants that supply the aerospace and automotive industry.
Many in the composites industry, however, have been slow to get on board. One reason is that composites are more challenging than other industries in terms of data collection and management. “There are a lot of inherent complexities in composites fabrication,” says Dale Brosius, chief commercialization officer for the Institute for Advanced Composites Manufacturing Innovation (IACMI, Knoxville, TN, US). The wide range and potential combinations of fibers and thermoset and thermoplastic raw materials; multiple tools and molds; energy-intensive autoclaves and ovens; and the extensive documentation requirements in some sectors complicate every aspect of design and manufacture. “But that means the composites industry has more to gain from smart manufacturing deployment than many other ‘simpler’ industries,” says Brosius (see Get ready for Composites 4.0!).
Most importantly, Industry 4.0 means a commitment to software-based business management. Dr. Leslie Cohen, senior VP of new business development and strategic technology at HITCO Carbon Composites Inc. (Gardena, CA, US), observes, “Smart manufacturing means the end of ‘analog’ processes, using paper, paper clips and markers. Analog processes do not scale well, if you want to grow your business.”
The good news is, “going paperless” can be readily accomplished. “You can achieve full return on investment [ROI] in 3 to 6 months,” claims Avner Ben-Bassat, CEO of IIoT software and technology firm Plataine (Waltham, MA, US and Petach Tikva, Israel). Most importantly, it will soon be a necessity. “Look, our world is going to change significantly driven by this technology and you can’t sit around and do nothing. You must digitize or die!”
Boundary-less design/manufacturing
The overarching idea of smart manufacturing is to eliminate the boundary between the design world and the manufacturing world, and integrate the two throughout the entire product lifecycle, says John O’Connor, the director of product and market strategy at Siemens PLM Software Inc. (Plano, TX, US). “Integrated design and production has been ongoing for a while,” he says. “The longer goal on the horizon is a complete cyber-physical factory, where the product design data is so complete that the manufacturing is done with totally integrated automation, which can recognize and fix any errors in real time. We’re still not to that point yet.”
“Three enabling technologies are powering Industry 4.0,” Ben-Bassat points out. “First, the software tools, algorithms and artificial intelligence programs have matured, and second, the IIoT sensors cost less and are much more robust. Third, the ‘cloud’ affords massive data storage and computing power for data analysis. It’s a perfect storm of opportunity.”
O’Connor goes on: “To make total integration happen, a company needs a digital enterprise platform software program that allows digital simulation and a common data model or language that eventually can accommodate manufacturing workflow as well.” Siemens, for example, offers product lifecycle management (PLM) and manufacturing operations management (MOM) software portfolios to customers, which aggregates multiple separate software applications (e.g., Fibersim, NX Nastran, Simatic), which enable not only part design, but also the digitization of scheduling, manufacturing execution, quality management and manufacturing intelligence (see the Side Story below). Through its Simatic IT manufacturing software systems and Sinumerik sensors, Siemens can offer manufacturers a complete Industry 4.0 enterprise platform, and many other sources of smart sensors are available.
But, before any manufacturing takes place, he stresses, “Composite materials and parts require specialized development processes because of their complexity, to fit into this Industry 4.0 environment.” That means more analysis and cross-disciplinary interaction during design, more virtual testing and more verification. And, in addition to the full digital part design, the manufacturing process also must be fully modeled and understood as well, before turning on a single machine. This manufacturing digital model is termed the digital twin.
The digital, or virtual, twin is a three-dimensional model plus the associated and extremely elaborate product data structure created to simulate the entire manufacturing process. It’s a virtual representation that “fully describes” everything involved with making the part or component — i.e., a digital replica of the part and all the physical assets necessary for its manufacture. Says O’Connor: “The digital twin defines exactly how those details of the part design — ply layup, tolerances, orientations — will be executed by manufacturing machines, down to the smallest details.” Some digital twin models are so complete that virtual reality goggles allow workers to interface with model elements.
Digital design of the physical workflow
The digital twin establishes beforehand the exact workflow that will occur on the factory floor. Once manufacturing begins, actual, physical production steps are verified by the smart sensors located on machines and other assets along the way. The sensors collect and send data to a cloud-based repository or database, where data analysis compares the actual factory to the digital twin, confirming that the part is being produced within the modeled norms. “The digital twin model software captures all of the minor differences or deviations between the actual part from the designed part, and runs analytics on that data and the deviations,” says Ben-Bassat. “That’s how we can perform predictive maintenance, for example, because we now know that a part might have a slight flaw, and need repair or replacement sooner.”
“We can verify immediately if all fiber tows are present, for example, and if the process is drifting, for instance, in the degree of cure,” says Brosius. The management control software then makes needed machine changes to correct the drift, because the actual physical factory floor is constantly compared to the digital twin standard. Adds O’Connor, “Ultimately, the collected data provides traceability to confirm the part is correct, and built as designed and as simulated. The digital twin supports the real-world process.” And that process has the potential to significantly increase manufacturing efficiency, improve part quality, reduce scrap and cut the cost of composite parts.
Notably, Siemens has operated, since 1989, an almost fully automated factory in Amberg, Germany, which makes 12 million Simatic programmable logic controls (PLCs) per year. Production quality is reportedly 99.99885% — virtually no defective parts (see photo and see Learn More). Most composites companies may not have the means nor the need to set up a completely automated facility, but anyone can adopt and introduce elements or pieces of smart manufacturing technology to improve production and reduce defects. Plataine’s Ben-Bassat says, “Manufacturing can really benefit from the Industrial Internet of Things. It’s a matter of determining how one can get the most value from it.”
Plataine is well known for its artificial intelligence (AI)-based optimization software and managed solutions for aerospace composites manufacturers (see Applying the Internet of Things to composites production efficiency). With strong domain knowledge in composites, Ben-Bassat is aware of the time-consuming “bottleneck” tasks, such as manual tracking of composite prepreg material, in and out of the freezer, and the “travelers” or paper sheets that are required for auditing. He recommends starting there.
Although client projects are proprietary, CW has seen, first hand, how Composites Technology Center (CTC), a subsidiary of Airbus Operations GmbH (Stade, Germany, see CW Plant Tour: Composites Technology Center, Stade, Germany), is employing Plataine’s system. At CTC, incoming materials received, including prepreg and dry fiber rolls, are identified with an attached sensor. The material information is input into a software program, which relates supplier name, batch number, type of material, remaining shelf life, etc., to that sensor, which then communicates, via radio frequency or Bluetooth low energy (RFID or BLE), with the program the exact time it has changed location, or experienced deviation in another monitored parameter. Sensor cost is minimal (as little as US$1 each), depending on size and what it detects and transmits.
The data transmitted by the prepreg roll sensors and their out-time movements are analyzed by Plataine’s artificial intelligence software. Algorithms then direct workers via screens or tablets to the rolls to be used each day, on each shift, to ensure oldest material is used first, and that out-time is not exceeded. The company also can assist with nesting and kitting programs to optimize material usage. Says one industry insider familiar with Plataine’s approach, “Aerospace fabricators spend millions on prepreg each year, and without this digital tracking, you end up throwing away 10-15% of your inventory every year because it’s timed out. With this system, we’ve seen customers save as much as 80% of their material-spend.”
Ben-Bassat points out that Plataine offers “software as a service,” charging based on volume of data use, so that customers don’t need to purchase the software. As to the paper travelers, all prepreg information is digital, so a digital trail — or thread — is created that can be checked, or printed, for each material roll when needed for audit purposes. Even something as simple as keeping track of tools can save a company significant cost, time and headaches, says Ben-Bassat. Plataine’s Material and Asset Tracker (MAT) 4.0 allows real-time visibility of layup molds, dies, tool kits, fixtures, trim/drill tools, and calibration tools, using a variety of RFID and bar-code technologies that monitor a tool’s location, condition, conformity status and availability, as well as the number of autoclave cycles per tool. The software creates an automated log of each tool’s use and maintenance data, and tells workers how to align the production schedule with the needed tools. “This offers a massive opportunity for improving quality control,” states Ben-Bassat.
Steve Rodgers, head of smart manufacturing firm EmergenTek LLC (South Jordan, UT, US), says, “We’ve already come a long way in automating composite processes, to bring part cost down. But remember that much of the touch labor in aerospace manufacturing is data collection and storage/retrieval of documents for quality control tracking, and errors can easily occur.” Rodgers describes a case study for aerospace composite fabricator Composite Solutions (Sumner, WA, US), a company that has adopted EmergenTek’s ZyynTek digital solution for material and asset monitoring/reporting.
Two years ago, Composite Solutions moved into its new facility and wanted a more streamlined, automated data collection and archiving system for its prepreg material management, with a goal of decreasing material waste. In collaboration with Rodgers’ team, a sensor system was engineered to:
- Automatically collect the data normally collected by chart recorders
- Send that data to a Web-based portal for permanent archiving
- Create an intuitive and user-friendly portal accessible by multiple parties
- Design the archived records for ready retrieval for audits
- Enable automatic e-mails or text message warnings if sensors began to approach specification limits to preclude a manufacturing problem before it occurs.
For example, the company’s large, walk-in freezer was divided into zones, with battery-powered sensors placed within each to monitor temperature and humidity as well as differential pressure. The same zone approach was taken for cleanrooms and the quality lab. The company’s two paint booths were monitored for temperature and humidity to correlate the material tracking data with paint quality. EmergenTek provided a private cloud storage system and the tracking software, with bank-style security that is accessible from anywhere in the world via computer, smart phone or tablet. The total cost of the digital sensor system was 25% of a typical manual monitoring system via clipboard and paper. “This is all in the spirit of AS:9100D, which was written around risk mitigation,” says Rodgers. “Our sensor system mitigates risk at many levels, from human error to automated alerts when materials are going out of specification limits.”
By augmenting the predictive and preventative nature of business, he adds, the resulting system has exceeded all objectives. A Composite Solutions spokesperson says, “When I compared the cost of the ZyynTek sensor system to manual monitoring, it was a no-brainer. The total installation took less than a day.” In fact, the system has already paid for itself, in detecting a door-open fault on the freezer and alerting the company, which saved hundreds of thousands of dollars in materials that didn’t have to be scrapped or recertified. Rodgers says ZyynTek can be used for prepreg tracking, oven and autoclave monitoring, and machine sensing, such as CNC cutting machines. “This type of system has virtually unlimited capability, in terms of data collection and in ease of collating and presenting the data for audit requirements.” (See the Side Story above).
Steps to a smarter manufacturing floor
Industry 4.0 can be adopted in stages on the manufacturing floor as well, says Ed Hilligrass, executive VP at Diversified Machine Systems (DMS, Colorado Springs, CO, US). DMS has developed native software programs for its customers that integrate each machine’s control system, supplied by Fagor Automation (Elk Grove Village, IL, US), to power its Industry 4.0 technology. “Every machine manufacturer has some form of interface for machine communication — for example, MTConnect that links machines to the IIoT via a standard protocol. Our machines don’t require MTConnect — we work directly with a software supplier on a system that, coupled with our software, provides better accuracy and more complete integration.”
The Manufacturing Data Management (MDM) software, which DMS sells with every machine, was born from a joint development with CIMCO, a trusted partner based in Copenhagen that DMS has worked with for about 8 years. The software enables connected machines to communicate during various manufacturing steps by generating and collecting data including part identification via barcode or RFID, part position, tool wear, interactive job and resource planning and more. “This system allows collection of and access to virtually unlimited amounts of data effectively to support and manage production OEE [Overall Equipment Effectiveness],” he adds.
The system allows, for example, a part mold to be affixed to a tool plate, where it supports the part through the machining process. After the initial setup, the fixture is coupled via sensors with a robotic shuttle that moves the fixture both in and out of the work envelope. When prompted, the shuttle retracts the fixture onto an automated guided cart, which travels to the next step in the assembly process, say, for installing fasteners or other secondary processes. A series of integrated sensors and Fagor program logic detects fixture connection at each machine, and the machine software downloads the appropriate program for the correct operation for that part. After the machining process is complete, the software documents the details of the operation, and that documentation is captured by DMS’ Manufacturing Data Management System, which resides on a network server. This process is repeated at each successive station, with no hands-on repositioning needed.
One DMS customer reports up to a 30% decrease in production time, improved quality and a more reliable down-stream assembly process, as the components move through more than 13 different stations/positions as a result. “The benefit here is that the hands-on fixturing of the part only has to be done once. The machine controller, coupled with the software, detects the part position accurately. You’re reducing manufacturing time and eliminating the drudgery of repetitive touch labor and getting a more accurate part,” says Hilligrass. He adds that DMS also is a partner with Autodesk Inc. (San Rafael, CA, US) to provide customers On-Machine Verification (OMV) using Autodesk’s PowerInspect multi-device 3D measurement software, which can interface with inspection methods, such as machine tool touch probes or touchless probes, such as DMS’ Visioning System. “The collected manufacturing data, essentially a data mine, makes your company more knowledgeable, since you can track your efficiency and identify any problem areas.”
Oak Ridge National Laboratory’s (ORNL, Oak Ridge, TN, US) Carbon Fiber Technology Facility (CFTF) is implementing smart manufacturing for its fiber production, says Yarom Polsky, who is ORNL’s lead in the Smart Manufacturing Innovation Institute, one of nine manufacturing hubs (similar to IACMI) aimed at improving the US economy through more efficient manufacturing. The Smart Manufacturing Innovation Institute, comprising nearly 200 partners from academia, industry and nonprofits, is led by the Smart Manufacturing Leadership Coalition (SMLC) in partnership with the US Department of Energy (DoE), with the goal of streamlining complex manufacturing systems to radically improve advanced manufacturing. “Smart manufacturing is about real-time integration of advanced measurement, modeling, simulation, and controls into manufacturing process design and execution workflow,” says Polsky. “Each of these activities are done independently, now, in a sequential manner. We want to bring them all together seamlessly.”
At the CFTF, Polsky describes the steps taken so far to introduce smart carbon fiber manufacturing: “We’re developing in-line ways to measure the fiber properties. Non-contact, non-invasive spectroscopic techniques, electromagnetic property measurements, and 3D scanning laser Doppler vibrometry (LDV), the latter developed by Vanderbilt University, are being investigated and tested. If we know the machine parameters, and can correlate them to the in-line measurement data and process models, that will give us the ability to adjust process settings during manufacturing in real-time to ensure we’re producing fibers with the properties that we want.” In addition to developing the measurement techniques, Polsky says a group within ORNL also is building a physics-based model under another DoE-funded program to simulate the processing of the fiber, in effect, a carbon line digital twin, which requires considerable computing power, he adds.
When the HPC physics-based model is complete, a “reduced order model” can be generated to relate fiber condition to control parameters. These likely will be parameters such as fiber feed rate, oven temperatures and tension, says Polsky. “We’ll be coupling the in-line measurements to control algorithms based on the model, to ensure more consistent and uniform product. Optimized data management is critical to achieving these goals. The CFTF offers a test bed to try these smart manufacturing techniques and demonstrate the value of IIoT.”
“At IACMI, we recognize the need for smart manufacturing in composites. The work we have going on at Purdue University with the Composites Virtual Factory (cvfHUB) focuses on process simulation, and correlating the simulation with controlled manufacturing to develop predictive models that accurately describe the relationship between process variables like flow, temperature and pressure on the resulting physical state of the formed or molded product,” says Brosius. “On another front, we are working at Vanderbilt University to develop upstream process sensors that give us early indications of the state of a material, and relay that to a data collection system that reduces the data to help us understand what is happening. We have deployed some noncontact sensing developed by Vanderbilt on the PAN spinning line at University of Kentucky and the CFTF at Oak Ridge, with very promising results.” He adds that IACMI is in discussions with the Smart Manufacturing Innovation Institute to look at how best to work together to provide test beds for the innovative work they are doing.
Going all in?
Information technology research and advisory company Gartner Inc. (Stamford, CT, US) predicts that by 2020, there will be 21 billion connected things within the IIoT. Yet one 4.0 solutions provider, Memex Inc. (Burlington, ON, Canada), claims 97% of manufacturing companies currently aren’t yet employing Industry 4.0. That said, DMS’ Hilligrass points out, “Every client we’re meeting with is asking about Industry 4.0 and how they can improve their manufacturing practices.”
The degree of adoption of smart manufacturing depends, continues Hilligrass, on the business sector, company size and customer base, and is perhaps more important for customers who require part and quality traceability: “The tools and capability are there now — slow adoption of the technology by companies is the holdup.” SGL’s Cohen says, “People tend to think that as a program ramps up and rate increases, the cost per part will go down. But that’s not true, if you’re still using manual processes — it doesn’t work. You need the digital thread to remove the tedium and the potential for mistakes.”
Ultimately, adoption of Industry 4.0 tools and techniques has the potential to significantly reduce composite part cost, while improving quality and cutting waste and scrap. Concludes ORNL’s Polsky, “This is where the future is going. Applying smart engineering, will enable lower cost composite materials and processes.”













.jpg;maxWidth=300;quality=90;format=webp)
Related Content

Boeing reveals new Advanced Composite Fabrication Center
First of new purpose-built innovative defense factories based in Mesa, Ariz., U.S., will produce advanced composite components, leverage Industry 4.0 best practices from recent programs.
Read More
German UniFix project develops mobile holding fixture to enhance production efficiency of large CFRP structures
Fraunhofer IFAM and Airbus Operations in Stade demonstrate reduced manual handling and non-productive time in flow-oriented manufacturing of vertical tail plane.
Read More
Modular, robotic cells enable high-rate RTM using any material format
Airborne’s automated ply placement systems at Airbus, GKN Aerospace and Teijin Automotive Technologies aim to maximize flexibility and intelligent automation.
Read More
Evident wind blade inspection system automates nondestructive ultrasonic testing
An autonomous, cobot-mounted inspection system combines Industry 4.0 with established ultrasonic technology to rapidly provide repeatable, accurate data and improve overall efficiency.
Read MoreRead Next

From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More