
The making of glass fiber
The old art behind this industry’s first fiber reinforcement is explained,with insights into new fiber science and future developments.





Glass fiber was the first reinforcement used in modern polymeric composites but springs from an ancient art. Here, glass fiber ends are wound side-by-side onto warp beams (large rolls or cylinders) which will be used later in a fiberglass fabric-weaving operation. Source | AGY
Fiberglass is the original fiber reinforcement of modern composites. Though the ancient Phoenicians, Egyptians and Greeks knew how to melt glass and stretch it into thin fibers, it wasn’t until the 1930s that the process evolved into commercial-scale manufacturing of continuous fibers, which would later be used as structural reinforcements. Patent applications filed between 1933 and 1937 by Games Slayter, John Thomas and Dale Kleist, employees of Owens-Illinois Glass Co. (Toledo, Ohio), record the key developments that step-changed the industry from producing discontinuous-fiber glass wool to making continuous glass filaments with diameters as small as 4 microns (4 millionths of a meter) and thousands of feet long. Ensuing breakthroughs made the process commercially viable and cost-competitive.
The last two patents from this series, entitled “Textile Material” and “Glass Fabric,” foreshadowed the future of glass fiber as a textile reinforcement. The patents were awarded in 1938, the same year that Owens-Illinois and Corning Glass Works (Corning, N.Y.) joined to form Owens-Corning Fiberglas Corp. (OCF). The new company marketed its glass fiber under the trade name Fiberglas, which was the genesis of the common generic reference to fiberglass. It was not long before a number of other manufacturers entered the market and, through numerous process and product innovations, contributed to a worldwide structural composite reinforcements market, that according to market research firm Lucintel (Dallas, Texas, U.S.), reached 2.5 billion pounds in 2018.



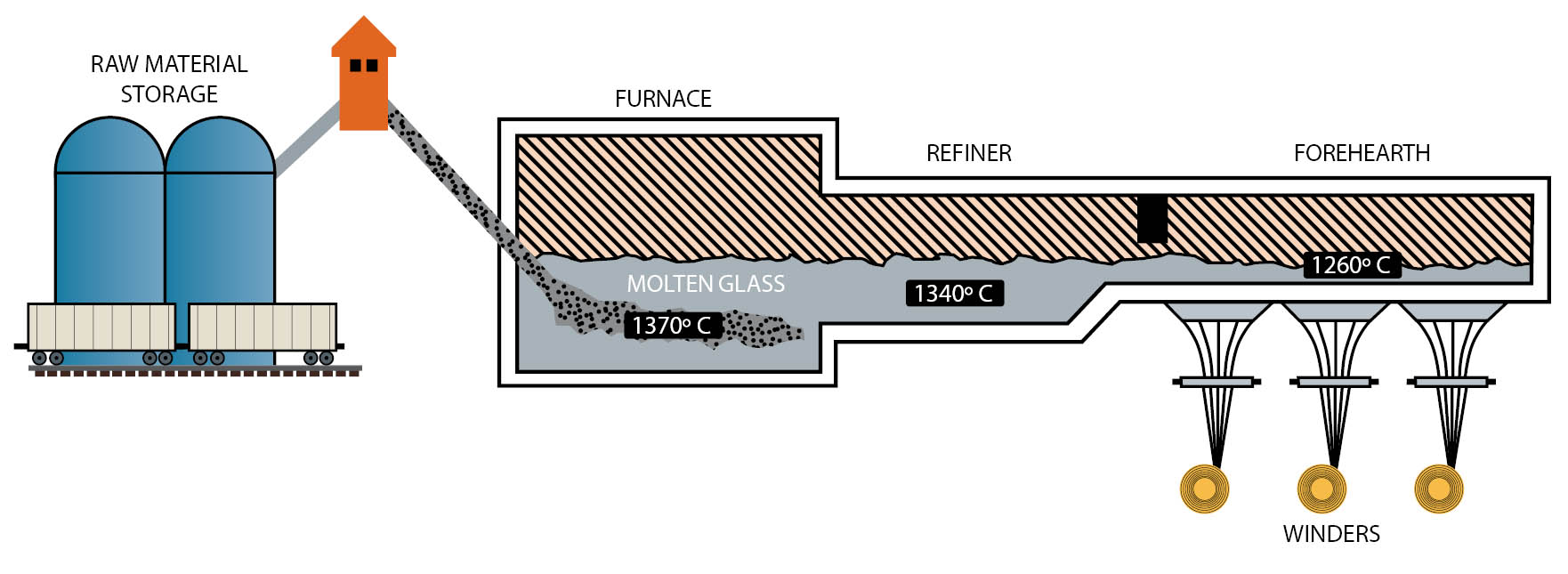
Glass fiber is made by blending raw materials, melting them in a three-stage furnace furnace, extruding the molten glass through a bushing in the bottom of the forehearth, cooling the filaments with water and then applying a chemical size. The filaments then are gathered and wound into a package. Source | OCV
The glass fiber process
Textile-grade glass fibers are made from silica (SiO2) sand, which melts at 1720°C/3128°F. SiO2 is also the basic element in quartz, a naturally occurring rock. Quartz, however, is crystalline (rigid, highly ordered atomic structure) and is 99% or more SiO2. If SiO2 is heated above 1200°C/2192°F then cooled ambiently, it crystallizes and becomes quartz. Glass is produced by altering the temperature and cooldown rates. If pure SiO2 is heated to 1720°C/3128°F then cooled quickly, crystallization can be prevented and the process yields the amorphous or randomly ordered atomic structure we know as glass.
Although continuously refined and improved, today’s glass fiber manufacturers combine this high heat/quick cool strategy with other steps in a process that is basically the same as that developed in the 1930s, albeit on a much larger scale. This process can be broken down into five basic steps: batching, melting, fiberization, coating and drying/packaging.
Step 1: Batching
Although a viable commercial glass fiber can be made from silica alone, other ingredients are added to reduce the working temperature and impart other properties that are useful in specific applications.
For example, E-glass, originally aimed at electrical applications, with a composition including SiO2, AI2O3 (aluminum oxide or alumina), CaO (calcium oxide or lime) and MgO (magnesium oxide or magnesia), was developed as a more alkali-resistant alternative to the original soda lime glass. Later, boron was added via B2O3 (boron oxide) to increase the difference between the temperatures at which the E-glass batch melted and at which it formed a crystalline structure to prevent clogging of the nozzles used in fiberization (Step 3, below).
S-glass fibers, developed for higher strength, are based on a SiO2-AI2O3-MgO formulation but contain higher percentages of SiO2 for applications in which tensile strength is the most important property.
In the initial stage of glass manufacture, therefore, these materials must be carefully weighed in exact quantities and thoroughly mixed (batched). Batching has become automated, using computerized weighing units and enclosed material transport systems. For example, in Owens Corning’s plant in Taloja, India, each ingredient is transported via pneumatic conveyors to its designated multistory storage bin (silo), which is capable of holding 70 to 260 ft³ (1.98 to 7.36m³) of material. Directly beneath each bin is an automated weighing and feeding system, which transfers the precise amount of each ingredient to a pneumatic blender in the batch house basement.
Step 2: Melting
From the batch house, another pneumatic conveyor sends the mixture to a high temperature (≈1400ºC/2552ºF) natural gas-fired furnace for melting. The furnace is typically divided into three sections, with channels that aid glass flow. The first section receives the batch, where melting occurs and uniformity is increased, including removal of bubbles. The molten glass then flows into the refiner, where its temperature is reduced to 1370ºC/2500ºF. The final section is the forehearth, beneath which is located a series of four to seven bushings that, in the next step, are used to extrude the molten glass into fibers. Large furnaces have several channels, each with its own forehearth.
This direct melt furnace at OCV’s reinforcements plant in Amarillo, Texas processes 30,000 tonnes of molten glass per year via nine burners which operate more efficiently by using oxygen, instead of air, to help the natural gas fuel burn hotter and cleaner. Source | OCV
According to Scott Northrup, global business development director for AGY (Aiken, S.C.), furnace operation is being improved on several fronts. The use of larger furnaces has increased throughput to between 30,000 and 40,000 metric tonnes (66.2 to 88.2 million pounds) per year. One of the most important advances has been digital control technology. “Digital controls ... measure and manage the precise temperature of the glass as it moves through the furnace as well as the gas ... and oxygen flow rates.” They also maintain a smoother, steadier flow to the fiberization equipment, avoiding air bubbles or other interruptions that could cause discontinuities in fiber formation. Control of oxygen flow rates are crucial because furnaces that use the latest technology burn nearly pure oxygen instead of air because it helps the natural gas fuel to burn cleaner and hotter, melting glass more efficiently. It also lowers operating costs by using less energy and reduces nitrogen oxide (NOx) emissions by 75% and carbon dioxide (CO2) emissions by 40%.
Because the furnace is a consumable — the process of melting and moving the glass wears away the refractory bricks that line the furnace interior — efforts are being made to increase the brick’s service life. Glass fiber production is a continuous process, says AGY sales and marketing VP Drew Walker, “Once production begins, you don’t shut it down.” Manufacturers say that a typical furnace averages 12 to 15 years between rebuilds, with seven years as a worst-case scenario. Walker explains that at up to $150 million for construction of a new manufacturing site and $10 million to $15 million for a new furnace or rebuild, extending furnace life translates directly into dollars.
The industry takes three main approaches to glass melting: (1) indirect melt (also called marble remelt); (2) direct melt using larger-scale furnaces (8,000 to 100,000 metric tonnes per year); and (3) direct melt using smaller-scale furnaces (150 to 200 metric tonnes per year), which are also called paramelters. For indirect marble remelt, molten glass is sheared and rolled into marbles roughly 0.62 inch (15 to 16 millimeters) in diameter, which are cooled, packaged and then transported to a fiber manufacturing facility where they are remelted for fiberization (see “Step 3”). The marbles facilitate visual inspection of the glass for impurities, resulting in a more consistent product. The direct melt process transfers molten glass in the furnace directly to fiber-forming equipment. Because direct melting eliminates the intermediate steps and the cost of forming marbles, it has become the most widely used method.
Step 3: Fiberization
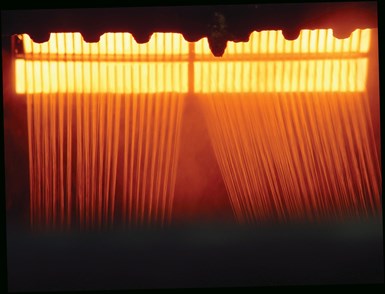

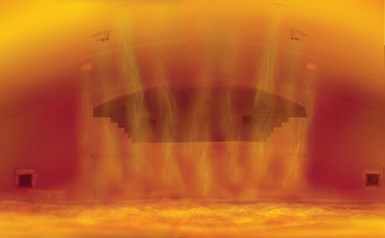
Molten glass exits the furnace at ≈1340°C/2444°F and is extruded through heated bushing plates (top image), which have 200 to 8,000 very small orifices, or nozzles. The winders (lower part of bottom image) apply tension to the extruded glass, drawing it out into thin filaments. These are cooled by water spray (the mist can be seen near the top of the bottom image), coated with size (via the roller) and gathered together to form a strand. Source | OCV (top) and PPG (bottom)
Glass fiber formation, or fiberization, involves a combination of extrusionand attenuation. In extrusion, the molten glass passes out of the forehearth through a bushing made of an erosion-resistant platinum/rhodium alloy with very fine orifices, from 200 to as many as 8,000. Bushing plates are heated electronically, and their temperature is precisely controlled to maintain a constant glass viscosity. Water jets cool the filaments as they exit the bushing at roughly 1204ºC/2200ºF. Attenuation is the process of mechanically drawing the extruded streams of molten glass into fibrous elements called filaments, with a diameter ranging from 4 to 34 micrometers (one-tenth the diameter of a human hair). A high-speed winder catches the molten streams and, because it revolves at a circumferential speed of ~2 miles/~3 kilometers per minute (much faster than the molten glass exits the bushings), tension is applied, drawing them into thin filaments.
The bushings are expensive, and their nozzle design is critical to fiberization. Nozzle diameter determines filament diameter, and the nozzle quantity equals the number of ends. A 4,000-nozzle bushing may be used to produce a single roving product or the process can be configured to make four rovings with 1,000 ends each. The bushing also controls the fiber yield or yards of fiber per pound of glass. (The metric unit, tex, measures fiber linear density; 1 tex = 1 gram/kilometer, and yield is the inverse, yard/pound.) A fiber with a yield of 1,800 yard/pound (275 tex) would have a smaller diameter than a 56 yard/pound (8,890 tex) fiber, and an 800-nozzle bushing produces a smaller yield than a 4,000-nozzle bushing. This helps to explain why Wisdom Dzotsi, Americas glass business manager for OCV Reinforcements (Toledo, Ohio, a combination of the reinforcements and fabrics businesses of Owens Corning and Saint-Gobain Vetrotex), views a 4,000-nozzle bushing as the sweet spot that has evolved for optimizing production flexibility. In contrast, AGY uses 800-orifice bushings because, as Walker explains, “We are a smaller company whose glass yarn and specialty fiber business is based on finer filaments and smaller-run niche products.”
Bushing design is advancing. Kevin Richardson, market development director for PPG Industries (Pittsburgh, Pa.) notes, “There are emerging developments in bushing design that further enhance performance via tailored filament diameters and also contribute to total furnace throughputs, lowering cost.” AGY agrees, stating that the range of fiber diameter, or micronage, has become more varied as composite reinforcements have become more specialized. Although OCV sees 17 and 24 micrometers (μm) as the most popular diameters, its reinforcement products vary from 4 to 32 μm, while AGY’s products typically fall in the 4 to 9 μm range.
Walker notes that all fiberglass manufacturers want to produce as much glass fiber per hour as possible. Advances in winding have enabled producers to triple efficiency. Walker explains, “We process more packages at once now; 20 years ago we may have used two packages where now it is common to use six.” (See “Step 5.”)
Step 4: Coating
In the final stage, a chemical coating, or size, is applied. (Although the terms binder, size and sizing often are used interchangeably in the industry, size is the correct term for the coating applied, and sizing is the process used to apply it. See “Learn More,” at right.)
Size is typically added at 0.5 to 2.0% by weight and may include lubricants, binders and/or coupling agents. The lubricants help to protect the filaments from abrading and breaking as they are collected and wound into forming packages and, later, when they are processed by weavers or other converters into fabrics or other reinforcement forms. Coupling agents cause the fiber to have an affinity for a particular resin chemistry, improving resin wetout and strengthening the adhesive bond at the fiber-matrix interface. Some size chemistries are compatible only with polyester resin and some only with epoxy while others may be used with a variety of resins. AGY, OCV and PPG agree that size chemistry is crucial to glass fiber performance, and each company considers its size chemistry to be proprietary. PPG believes that in many composite applications, performance can be achieved via size chemistry as effectively as, if not more than, glass batch chemistry. For example, its 2026 size chemistry used with HYBON products for wind blades reportedly achieves an order of magnitude improvement in blade fatigue life by improving fiber wet out and fiber adhesion to all resin types.
Step 5: Drying/packaging
Finally, the drawn, sized filaments are collected together into a bundle, forming a glass strand composed of 51 to 1,624 filaments. The strand is wound onto a drum into a forming package that resembles a spool of thread. The forming packages, still wet from water cooling and sizing, are then dried in an oven, and afterward they are ready to be palletized and shipped or further processed into chopped fiber, roving or yarn. Roving is a collection of strands with little or no twist. An assembled roving, for example, made from 10 to 15 strands wound together into a multi-end roving package, requires additional handling and processing steps. Yarn is made from one or more strands, which may be twisted to protect the integrity of the yarn during subsequent processing operations, such as weaving.
One process, many products
Although the basic glass fiber process has changed little since its commercialization 80 years ago, it has undergone many refinements. Two continuous threads run through fiberglass manufacturing’s history: the drive to increase production throughput and bring cost down and the desire to improve the performance properties of the finished product. Manufacturers continue to push forward on both fronts (see the "Glass Fiber: The Market" sidebars, below) in their pursuit of ever-newer applications for fiberglass-reinforced composite
GLASS FIBER: THE MARKET
Evolution of process and products
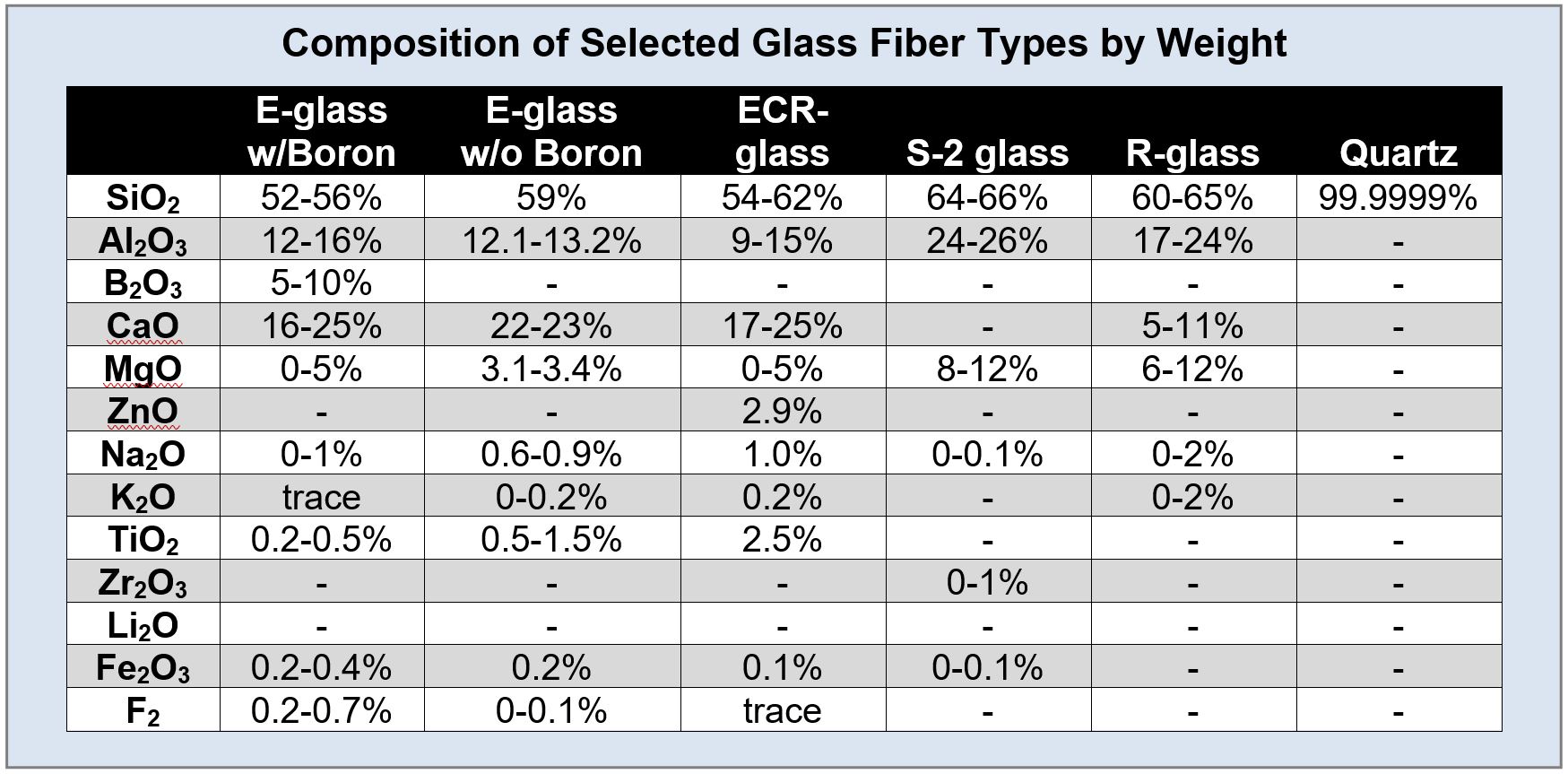
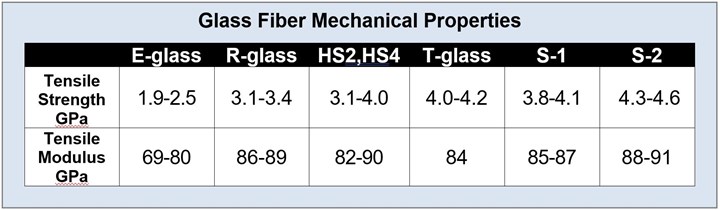
Thirty years ago, glass reinforcements for composites were of mainly two types: E-glass and S-glass. E-glass was one of the first used to produce continuous glass filament and still makes up the majority of the world’s fiberglass production today. The ASTM standards that regulate glass type definition essentially outline the constituent materials, not the final properties required. Thus, a change in glass type indicates a discrete composition of raw ingredients, which may include a variety of elements (see chart above). Responding to market demands for higher properties, tailored performance for specific applications and lower cost, glass fiber manufacturers now offer a number of more specifically targeted product types.
Manufacturers continue to refine each type, improving properties and/or processability. One example is a trend in E-glass manufacturing toward the removal of boron. Although boron facilitates fiberization (see main article, above), it is expensive and produces undesirable emissions. Its removal has reduced cost and ensures a more environmentally friendly glass fiber. OCV Reinforcements’ (Toledo, Ohio) boron-free product, Advantex, is actually its second-generation E-CR glass. Its first iteration, in the 1980s, was a response to a market need for even higher corrosion-resistance coupled with good electrical performance. However, because its original patented E-CR glass was difficult to make, and thus more expensive to end-users, OCV developed Advantex, which is more cost-effective to produce, thanks to a lower-cost, boron-free batch composition and the elimination of scrubbers and other environmental equipment previously required to capture boron emissions.
Other process developments enable the use of higher temperatures, producing higher properties, while reducing the overall energy usage. OCV is converting all of its global reinforcements manufacturing to Advantex, including the 19 Saint-Gobain Vetrotex reinforcements plants it acquired in 2007. Its patent on E-CR glass recently expired, enabling companies like Fiberex (Edmonton, Alberta, Canada) and Chongqing Polycomp International Corp. (CPIC, Chongqing, China) to emerge with their own versions.
S-glass also has evolved. Driven by the U.S. military’s need for high-strength, lightweight glass fiber for missile motor casings, Owens Corning pioneered it and subsequently developed an improved form trademarked as S-2 Glass, which features a tensile strength 40% higher and a tensile modulus 20% higher than E-glass. These properties are derived from its composition, though the manufacturing process helps to maintain that performance, as does using the correct size for the polymer matrix in the final composite structure. This business — a mixture of fine glass yarns and S-2 Glass fiber products — was spun off in 1998 as a joint venture with weaver Groupe Porcher of Lyon, France. When the market for fine yarns moved to Asia, the business went into Chapter 11 in 2002 and was reorganized and emerged in 2004 as AGY (Aiken, S.C.), which since has targeted low-volume, high-value niche markets.
Because its furnaces average 3,000 and 100 metric tonnes (6.6 million and 220,460 pounds) per year vs. the 33,000 metric tonnes (72.7 million pounds) per year of the larger glass fiber producers, AGY can offer trademarked S-3 Glass, which is a high-performance glass product tailored to meet very specific, technical manufacturing requirements. AGY’s Scott Northrup explains, “This is ‘designer glass,’ and we can make 100 tons of it, customized to meet one customer’s precise specifications.” AGY’s new HPB bio-compatible glass fiber, developed for long-term medical implants (over 30 days), is one example of its S-3 Glass technology. HPB already has been adopted for orthodontics and dental implants, and AGY is pursuing other implant applications, such as orthopedics.
Other higher-performance products include T-glass, manufactured by Nittobo (Tokyo, Japan), and Sinoma Science & Technology’s (Nanjing, China) HS2 and HS4 products, distributed in Europe and North America exclusively by PPG Industries (Pittsburgh, Pa.).
According to AGY’s Drew Walker, higher-performance glass fiber types have traditionally been harder to produce, requiring higher melt temperatures in smaller paramelter furnaces with low throughput, all of which increases cost.
Both AGY and OCV saw a need for higher-performance glass fiber at a lower cost. AGY’s answer was its trademarked S-1 Glass, situated between E-glass and S-2 Glass in performance and cost. AGY claims that S-1 Glass is well-suited for composite wind blades, where its higher properties reduce the amount of glass fiber required as blade lengths are extended. OCV’s response was its high-performance glass (HPG) process, introduced in 2006, which achieved production of HPG fibers on a larger scale at lower cost.
According to OCV’s Wisdom Dzotsi, “Until this time, the industry thought it wasn’t possible to fiberize high-performance glass in large quantities and maintain it at the high temperatures required,” but he contends, “Our new process uses furnaces not as large as those used to make E-glass, but 50 times larger than a paramelter.”
The resulting array of R-glass products includes 17 μm WindStrand, which features a tensile modulus not quite as high as S-glass but higher than E-glass at an affordable cost for very long wind blades, and ShieldStrand, at 12.5 μm, which is sized to enable progressive delamination of composite armor by allowing separation at the fiber/matrix interface upon impact while maintaining static mechanical properties of the composite.
Focus on lower cost drives future growth
There are two general trends in the glass fiber industry: one is upward, toward enormous growth, and the other is downward, toward lower cost. China has had a hand in both.
China has been a key driver in the growth of global fiberglass production, in part because of its own rapidly rising rate of domestic consumption, which, per some market reports, comprises roughly 31% of global consumption. China is also the world’s largest fiberglass-producing nation. China’s three primary manufacturers are Jushi Group (Tongxiang, Zhejiang), Chongqing Polycomp International Corp. (CPIC, Chongqing) and Taishan Fiberglass Inc. (TFI, Shandong).
Historically, most of China’s glass fiber production was basic E-glass product not used in composites. Chinese producers of high-performance products have emerged, such as Nanching-based Sinoma Science & Technology. China does offer low labor costs as well as favorable Chinese government export treatment, which encourages export sales. This is an advantage in the production of more labor-intensive products, such as assembled rovings, where multiple strands are wound together into a multi-end roving package, requiring additional handling and processing steps.
According to PPG Industries’ (Pittsburgh, Pa.) Kevin Richardson, most roving and yarn production moved offshore years ago. “Product lines such as sprayup and SMC rovings moved to lower-cost platforms like China, while all of our North American and European plants are geared toward high-throughput, direct fiber processes for highly specified applications,” he adds. “Many growth markets utilizing composites typically use these single-end, direct-draw rovings and fiber products.”
OCV Reinforcements (Toledo, Ohio) manufactures its R-glass products in Mexico City. OCV’s Wisdom Dzotsi explains, “Asia does have lower labor and energy costs, but OCV also looks at total landed cost, which includes transportation logistics and import duties into the market country. For R-glass, it may not ever make economic sense to manufacture in China, but then again, markets may emerge that demand these products.”
A general trend, says OCV, is the continuing push toward increased performance at lower price. According to Dzotsi, in a typical graph of specific tensile strength (GPa per pound, y-axis) vs. material cost (dollars per pound, x-axis), aluminum and steel are at the bottom left; E-glass and Advantex are slightly above; next comes R-glass and then S-glass; and then aramid and carbon fiber are at the top right. (Tensile strength values for glass fibers are shown in the "Glass Fiber Mechanical Properties" chart, above.) “What the composite customer is asking for today,” says Dzotsi, “is performance toward the right but at a price more toward E-glass. Thus, what OCV is trying to do is break the cost/performance curve in order to achieve this: Shift high-performance glass to the left so that performance (y-axis) is maintained while cost is reduced.” OCV believes this is the route to achieving a goal common to all glass fiber producers — a goal summarized by AGY’s (Aiken, S.C.) Drew Walker: “To replace traditional materials like steel, wood and aluminum with glass-reinforced composites, and increase the overall amount of composites used.”
This article was originally published 6/1/2020, updated 6/30/2022









.jpg;maxWidth=300;quality=90;format=webp)






Related Content

The making of carbon fiber
A look at the process by which precursor becomes carbon fiber through a careful (and mostly proprietary) manipulation of temperature and tension.
Read More
Composites end markets: Aerospace (2023)
With COVID in the past and passengers flying again, commercial aircraft production is ramping up. The aerocomposites supply chain is busy developing new M&P for an approaching next-generation aircraft program.
Read More
Pultrusion: The basics
A primer describing what pultrusion is, its advantages and disadvantages, and typical applications.
Read More
Materials & Processes: Composites fibers and resins
Compared to legacy materials like steel, aluminum, iron and titanium, composites are still coming of age, and only just now are being better understood by design and manufacturing engineers. However, composites’ physical properties — combined with unbeatable light weight — make them undeniably attractive.
Read MoreRead Next

Sizing Up Fiber Sizings
What glass fiber users need to know about sizings, and how new sizing developments are enhancing the performance of glass-reinforced composites.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More