
Plant Tour: Tri-Mack Plastics Manufacturing, Bristol, RI, US
Precision thermoplastics parts manufacturer expands into hybrid composites to help meet OEM demand for higher performance while trimming weight, cost and lead times.


Precision thermoplastics parts manufacturer expands into hybrid composites to help meet OEM demand for higher performance while trimming weight, cost and lead times. Source (all images): Tri-Mack Plastics Manufacturing.

From pellets to tapes and hybrids of the two. Tri-Mack has expanded from high-performance injection molded parts to continuous fiber-reinforced thermoplastics and overmolded hybrid composite parts, offering an order of magnitude improvement in mechanical properties while maintaining its minimal development- and production-time manufacturing philosophy.

Fig. 1: Handling complexity without complications. Tri-Mack’s hybrids combine continuous fiber composites with injection molding to cost- and time-effectively add ribs and other geometric complexities.

Fig. 2: Making the most of machinery. Tri-Mack has invested in automated injection molding and CNC machining systems to continuously improve its efficiency and flexibility.

Fig. 3: Adopted RELAY technology has taken off Tri-Mack’s RELAY machine, originally developed by Fiberforge, applies prepreg strips onto a movable table, to build a tailored laminate blank.
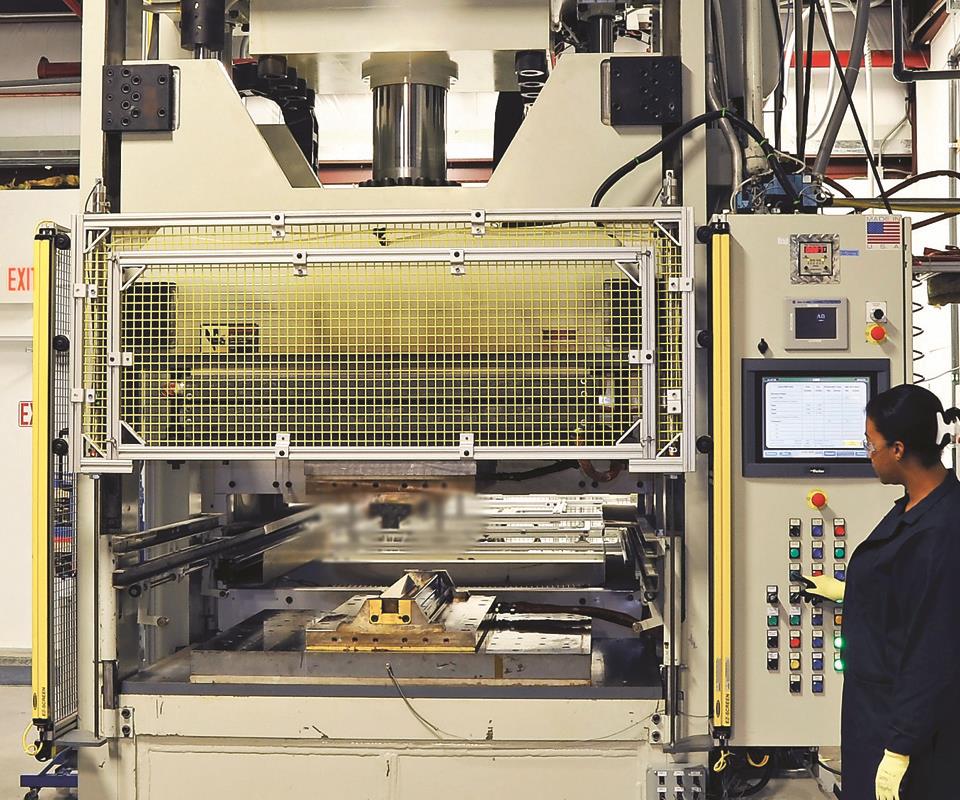
Fig. 4: RELAY-to-press combo = extra-low porosity. Once completed, tailored blanks are removed from the RELAY machine and consolidated in a heated 500-ton press, reducing void content to <2%.

Fig. 5: RELAY blanks to parts via pressforming. Consolidated blanks can be converted into flat parts or processed into complex shapes via press forming.

Fig. 6: New, robotic process compresses high-end hybrid production. Tri-Mack’s newest hybrid process inputs carbon PEEK UD tape, carbon-filled PEEK molding pellets and metal inserts, and — using this ABB 5-axis robot and an Engel molding machine — eliminates the press forming step and forming tool, to output a finished composite part with integrated standoffs and metal inserts right out of the injection mold.



Established in 1974 to manufacture friction-wear plastic parts for aircraft engines, Tri-Mack Plastics Mfg. Corp. (Bristol, RI, US) has become a fully integrated supplier of high-precision, high-performance thermoplastic parts not only for the aerospace/defense industry but for the industrial equipment and medical sectors as well.
“Manufacturers are under constant pressure to improve performance while reducing cost and lead times without sacrificing quality,” says Tri-Mack president Will Kain. Tri-Mack has answered industry’s need for a single-source partner, providing design assistance and materials/process development through to qualification and commercial production while cutting lead times for its customers. “Projects that were previously allotted 18 months must now be completed in 3 months,” notes director of sales and marketing Tom Kneath. “Because we do so much in-house — including tool design and manufacture, molding, multi-axis machining and bonding/ assembly — we control the timeline.” Tri-Mack has developed a collaborative new product introduction (NPI) process, on which its customers have come to rely in order to meet today’s tight development schedules.



Now the company is increasing in both size and technologies offered. Having doubled its new Advanced Composites Center (ACC) last year to 1,115m2, Tri-Mack is repeating this process for its main building, including expanded engineering and production flow, and has developed automated processes for continuous fiber-reinforced plastics and overmolded thermoplastic composites (a/k/a hybrid, Fig. 1).
“We convert metals and thermosets to thermoplastic and thermoplastic composites,” says Kneath. “We are using high-temperature, chemically resistant materials and tailored laminates, made from unidirectional tapes. Continuous fiber tape boosts mechanical properties 10x versus injection molding and achieves a 70% weight reduction vs. stainless steel.”
Engineered polymer parts
CW’s tour begins in Tri-Mack’s engineering offices, where Kneath shows an injection molded component for the air distribution system on the Boeing 787. “The advantage in injection molding complex shapes is the low cost of conversion,” he explains, noting that injection molding processes can create complex geometries from reinforced thermoplastic pellets in very short order, where converting metals to the same geometries demands hours. “We can mold a full net-shape part in 2-3 minutes with less material waste and machining time vs. metal,” says Kneath, “and we can insert mold hardware for fastening.”
Tri-Mack’s extensive materials knowledge is built on the early work of founder Edward J. Mack, a pioneer in polymer chemistry and tribology (material friction, wear and toughness), making reinforced/filled polytetrafluoroethylene (PTFE) bushings. The company has since developed expertise with a range of polymers, including polyetheretherketone (PEEK), Solvay Specialty Polymers' (Alpharetta, GA, US) Torlon polyamide-imide (PAI), SABIC Innovative Plastics’ (Pittsfield, MA, US) Ultem polyetherimide (PEI) and polyimides, such as Vespel (DuPont, Wilmington, DE, US). “Our main customer base is commercial and military aerospace,” says Kneath but he adds, “We also supply into specialty applications with demanding load and temperature requirements — for example, cryogenic equipment.”
Because of this niche, collaborative engineering is a key strength for Tri-Mack. “We support design for manufacturing, but can also review drawings and perform the necessary validations and quality inspections,” says Kneath. Tri-Mack’s certifications include AS9100 and ISO 9001:2008, as well as Nadcap for composite bonding. “We have Designated Supplier Quality Representatives (DSQRs), authorized to approve shipments to go right to stock at aerospace OEMs,” Kneath observes.
He opens a door which leads from offices into a 1,860 m2 production area filled with automated injection molding and CNC turning machines. “We do have older equipment that still functions well for specific parts,” says Kneath, walking past a row of lathes. “But we’ve also gone to new equipment with more automation because it offers efficiency and versaility,” he adds, pointing to a line of automated CNC cells. “These can machine the front of one piece and the back of a second piece simultaneously.” (Fig. 2)
The tour then heads through the tool room where Tri-Mack builds its own injection molds. It features the variety of metal-working equipment that is required to make mold components including electrical discharge machining (EDM) centers. Adjacent to the tool room is the injection molding department, which houses 14 presses, ranging from 28 to 720 tons. Tri-Mack’s focus on continuous improvement resulted in the purchase of four new injection molding machines and an automated robotic molding cell in the past three years.
The tour exits Tri-Mack’s main building and crosses a small roadway to the ACC. “As a manufacturer in New England, where textile mills once led the American Industrial Revolution, we understand we have to keep updating our manufacturing methods,” says Kneath. “We are constantly looking forward with the goal of anticipating the next development.” However, the decision to add composites was not made lightly.
New capabilities in composites
“Some would say we have always made composites,” says Kain, “because the plastics are filled or reinforced with short fiber. But what we’re doing now is maintaining continuous fiber at specific orientations — an order of magnitude stronger than filled resins.”
This development was based on feedback from primary customers as to what new technologies they were exploring. “We evaluated automated tape laying and in-situ consolidation,” says Kneath, “but six years ago, when we were looking to make this transition, we felt RELAY would be the fastest, most efficient way to lay tape and make the parts we envisioned.” RELAY is an automated thermoplastic tape placement machine developed by now-defunct Fiberforge (Glenwood Springs, CO, US) for its tailored blank preforming technology (see Learn More located under “Editor’s Picks” on the top right). When CW visited FiberForge in 2006, tailored metal blanks were already well-known in the auto industry. In composites, a tailored blank is simply a flat composite laminate built by laying fiber-reinforced thermoplastic tapes in the locations and directions necessary to produce specific properties (Fig. 3).
“Our RELAY machine can produce blanks up to 1m2 at a rate of 7m/min,” says Kneath. It can use glass, carbon and other fibers in unidirectional (UD) formats, and a variety of thermoplastic matrices, but for Tri-Mack’s purposes, the focus is on more high-end materials: PEEK, polyetherketoneketone (PEKK), polyphenylene sulfide PPS and PEI. “Nylon is the bottom of that spectrum for us,” Kneath comments. With two creels, the system also can run two materials simultaneously.
The computer-controlled RELAY measures, cuts and applies prepreg strips onto a flat table that can move in x, y and z axes. “The first ply is held by vacuum,” Kneath explains, “with subsequent plies tacked together via ultrasonic welding.” Blanks can be designed with windows and pad-ups, enabling Tri-Mack to optimize the blanks for efficiency and performance.
Once completed, the tailored blank is removed from the RELAY machine’s table and placed into a heated 500-ton press to consolidate the laminate (Fig. 4) reducing void content to less than 2%. These consolidated blanks can be converted into flat parts or processed into complex shapes via press forming (Fig. 5).
Before press forming, blanks must be reheated to thermoforming temperature in an infrared oven. An automated shuttle system with a flexible design moves blanks into the oven and on to the press, where they are formed into complex shapes using molds designed and built by Tri-Mack. “We have production blanks comprised of up to 36 plies,” says Kneath. “We could go higher, but haven’t needed to yet.” He notes that the cure rate of the blanks is controlled to achieve the crystallinity required for semi-crystalline matrices like PEEK, and also to prevent warping. Cycle times, in the press and in the oven, typically are just a few minutes in duration. These thermoformed, shaped laminates can then be machined using a waterjet or one of several multiaxis CNC mills to produce finished parts.
Hybrid composites
Tri-Mack has been using its thermoplastics expertise to develop what it calls hybrids: thermoplastic composites overmolded with thermoplastic resin to create complex-shaped ribs, bosses, molded-in inserts and attachment points. Hybrids reduce part count and processing steps, helping to achieve cost/weight goals.
“We see the hybrid composite technology as being able to offer the best of both worlds: the strength and stiffness of continuous-fiber composites with the cost- and time-effective manufacturing of injection molding,” says Kneath. He notes that Tri-Mack has been using injection molded PEEK for years to produce complex geometries in a very efficient manner. “The key to being able to extend this advantage to composites,” Kneath explains, “is under- standing your polymer systems and having families like PEEK and Victrex’ new lower-melt PAEK, which enables a true melt-bond between the shaped tailored blank and the overmold.” The result is a part comparable to a complex-shaped, load-bearing bracket Tri-Mack demonstrated this past year, which used a uni-carbon/ PAEK blank preheated to 200°C and overmolded with Victrex PEEK 150CA30 — 30% carbon fiber-reinforced compound — to achieve a part 60% lighter than comparable metal brackets while exhibiting robust performance in testing (see Learn More).
A new development is an all-PEEK hybrid panel, designed and built by Tri-Mack using its robotic molding cell. The material inputs for the 254-mm by 229-mm panel are carbon fiber/PEEK UD tape, carbon fiber-filled PEEK molding pellets and metal inserts. The UD tape runs through Tri-Mack’s layup and consolidation process using the RELAY machine. Next, a 5-axis robot from ABB Inc. - Robotics Division (Auburn Hills, MI, US) and an ENGEL (Schwertberg, Austria) molding machine (Fig. 6), work together to form a finished composite shape in the injection mold.
“This eliminates the press-forming step and forming tool, reducing the overall cost to produce the component,” Kneath points out. “The injection molding operation also adds standoffs and captures the metal inserts to create a finished part right out of the mold. The result is a lower-cost manufacturing approach for a high-performance solution.”
Conservative, steady growth
During CW’s tour, the ACC building was still in transition. Crews, installing new equipment and outfitting production areas, were in the process of reorganization and streamlining operations. The ACC now features a quality-control and materials testing lab, with standard physical testing machines and nondestructive testing equipment, including an Olympus (Waltham, MA, US) phased-array ultra-sound system. An adjacent assembly and bonding department includes laser marking equipment and epoxy composite bonding cells. The latter are used with Gruenberg ovens (Thermal Product Solutions, New Columbia, PA, US) to accelerate cure cycles. Tri-Mack also has the capability to integrate edge closures and sealing features using room temperature vulcanization (RTV) silicone. The 560m2 CNC milling room, now located directly behind the press area, features 9 multi-axis HAAS milling centers that include inspection via in-machine probing.
Kain points out that Tri-Mack’s growth is a mixture of composites and legacy business. “We understand the cyclical nature of aerospace,” he says, “and have lived through many ups and downs.” At the same time, the company recognizes the potential of emerging technologies and the importance of getting in early on new manufacturing programs that have long life. One of the benefits of its collaborative approach with customers is a better understanding of where new technology and program adoption curves might intersect. Kneath says current goals are to increase Tri-Mack’s composites capabilities, both in size and efficiency: “We have looked at Coriolis [Queven, France] and other equipment for the next generation of products.” For the future, he wants to explore technologies that will enable greater complexity and expand part performance. “After all, the more we can do to increase our customers’ success, the more we succeed.”
















Related Content

Cryo-compressed hydrogen, the best solution for storage and refueling stations?
Cryomotive’s CRYOGAS solution claims the highest storage density, lowest refueling cost and widest operating range without H2 losses while using one-fifth the carbon fiber required in compressed gas tanks.
Read More
One-piece, one-shot, 17-meter wing spar for high-rate aircraft manufacture
GKN Aerospace has spent the last five years developing materials strategies and resin transfer molding (RTM) for an aircraft trailing edge wing spar for the Airbus Wing of Tomorrow program.
Read More
The state of recycled carbon fiber
As the need for carbon fiber rises, can recycling fill the gap?
Read More
Plant tour: Albany Engineered Composites, Rochester, N.H., U.S.
Efficient, high-quality, well-controlled composites manufacturing at volume is the mantra for this 3D weaving specialist.
Read MoreRead Next

Tailored carbon fiber blanks to move into steel stamping arena
Reduced scrap and cost driving forces behind new technique for automotive industry.
Read More
Overmolding expands PEEK’s range in composites
A new polymer and a hybrid process enable production of complex, high-load-capable, fiber-reinforced brackets and clips in minutes.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More