
Overmolding expands PEEK’s range in composites
A new polymer and a hybrid process enable production of complex, high-load-capable, fiber-reinforced brackets and clips in minutes.

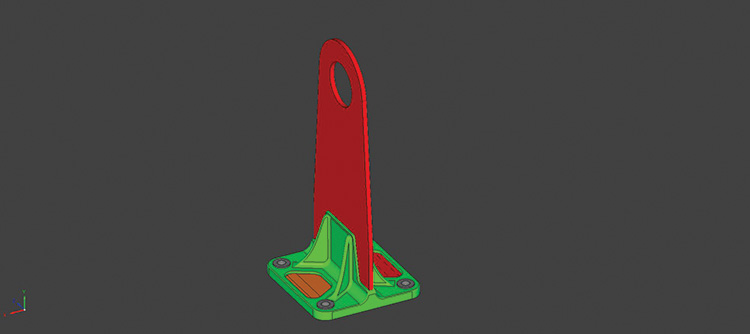
Hybrid over molding design: This CAD image shows a continuous-fiber-reinforced PAEK composite (red) with a PEEK overmold (green). Source: Tri-Mack

Best performance at least weight: The hybrid molding process uses a flat, lower temperature VICTREX PAEK composite substrate overmolded by short fiber-reinforced PEEK with co-molded metal inserts. The resulting finished bracket is as much as 60% lighter than comparable metal components. Source: Tri-Mack

The finished bracket, with an additional end insert, ready for installation. Source: Tri-Mack
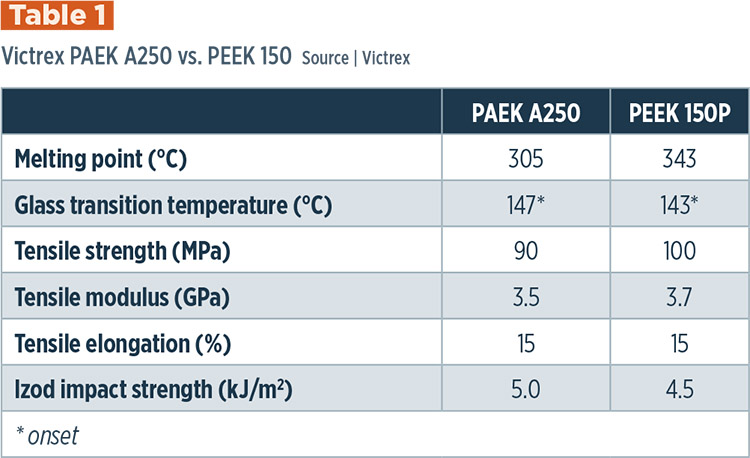
Tabe 1: Victrex PAEK A250 vs. PEEK 150 Source: Victrex


In the composites industry, use of polyetheretherketone (PEEK) has recently experienced an uptick in thermostamped aircraft fuselage clips and brackets made from preconsolidated blanks with woven and/or unidirectional reinforcements (see “Thermoplastic composites "clip" time, labor on small but crucial parts" and "Inside a thermoplastic composites hotbed," under "Editor's Picks,” at top right). But those who use and those who make the blanks recognize their limitations.
“About 3-4 years ago, we recognized that compression-formed laminates did not offer the design flexibility and manufacturing efficiency being sought by aircraft designers,” says Tim Herr, aerospace strategic business director for PEEK supplier Victrex Polymer Solutions (Cleveleys, Lancashire, UK). Drawing on the high-temperature-capable, high-performance resins’ 25-year history in the aircraft industry in both filled and unfilled injection molded plastic parts, such as mounts and spacers, tubing, housings and electrical connectors, Herr’s Victrex team and aerospace parts manufacturer Tri-Mack (Bristol, RI, US) began to explore the concept of injection overmolding as a means of overcoming the limitations inherent in thermostamping of preconsolidated blanks.



“The industry needed overmolding,” he explains, like the organosheet process now common with polyamides and polypropylene in the automotive industry (see “CAMISMA's car seat back: Hybrid composite for high volume,” under "Editor's Pick's"). Aerospace parts manufacturer Tri-Mack (Bristol, RI, US) already had begun exploring this type of PEEK processing as part of its thermoplastic composites development. The two have now demonstrated a new hybrid molding process for PEEK that uses a lower temperature continuously-reinforced Victrex polyaryletherketone (PAEK) composite as a substrate, overmolded with short fiber-reinforced PEEK, to produce a high-performance loaded bracket that is as much as 60% lighter than comparable metal components.
Hybrid composites-plastic processing
“Our idea was to combine the chemical resistance and moldability of thermoplastics with the high performance and light weight of composites,” says Tri-Mack director of sales Tom Kneath. “Only then can thermoplastic composites penetrate into new applications where plastic alone cannot go because of the mechanical properties required.” But the organosheet process is not without issues. Traditional steps include preheating a preconsolidated thermoplastic laminate to remelt temperature, transfer to an open injection mold, closing the mold to thermoform the blank to shape and then injection overmolding with fiber-filled melt to provide the finished three-dimensional surface. As presented by Alan Wood at the 2nd International Conference and Exhibition on Thermoplastic Composites (ITHEC 2014, Oct. 27-28, Bremen, Germany), Victrex had to work through an array of issues, including support of the substrate during preheating, control of fiber orientation during forming, potential restriction to a uniform blank thickness to ensure matrix melting, and the development of polymers that would indeed fuse together during overmolding.
“We could mold PEEK over PEEK, but it doesn’t fuse together,” says Herr. Fusion of the matrices requires a substrate with a lower melt temperature than the overmold. “If you don’t fuse the two, you don’t consolidate the part,” Herr points out. “So, we needed a low-temperature processing PAEK that has PEEK properties.” Think of PAEK as the polymer family — Victrex can make different formulations, each with a specific molecular weight, melt temperature and Tg — with PEEK being one species. Thus, Victrex developed the PAEK A250 polymer, with a melt temperature of 305°C (see Table 1, at left). “We have enabled not only overmolding with PEEK,” claims Herr, “but also the ability to achieve PEEK-type properties at processing temperatures similar to PPS or PEI with current equipment.”
Victrex also proved fiber orientation can be maintained during forming and that there is the potential for variations in substrate laminate thickness, which enables local tailoring of stiffness in the final part. The process requires less energy than anticipated, with substrate preheating typically maintained at 200°C.
Overmolding offers aerocomposites molders the advantages inherent in both molding “worlds”: Complex aerospace thermoset composites can provide desired functionality and strength at low weight but “require hand layup and autoclave processing, resulting in parts production that takes hours to days,” comments Kneath.
In contrast, injection molding of neat thermoplastics produces complex components in minutes, but limits the molder’s ability to optimize part functionality. “What’s great about this hybrid process,” Kneath points out, “is that you can put the material where you need it, vs. standard injection molding, where you can’t really selectively reinforce parts easily.”
Because the substrate blanks are multi-ply composite layups, they are easily tailored for specific properties and/or load handling. For example, Tri-Mack has the ability to place and orient UD tapes in the blanks, using in-house automated molding cells. In fact, the company’s Advanced Composites Center, adjacent to its main plant, was designed specifically to enable automated layup, consolidation and thermoforming of composite materials in conjunction with its legacy injection molding capabilities, to replace both metals and thermoset composites in aerospace applications.
Building a better bracket
To demonstrate the process, Tri-Mack needed a part that would deliver the message. “There are so many brackets used in aerospace,” says Kneath, “and we’ve made a simple bracket with thermoplastic composites, so we decided to design a complex bracket shape that would also bear significant load.” The design is loaded in three axes and incorporates four mounting points that rely on co-molded metal inserts in the PEEK overmold, the latter a typical feature of Tri-Mack’s unreinforced thermoplastic brackets. “We load the aerospace-grade, carbon fiber-reinforced PAEK substrate and four metal inserts into a standard injection mold,” describes Kneath. “We use a standard process to inject VICTREX PEEK 150CA30” — 30% carbon fiber-reinforced compound — “over the substrate, and minutes later, we have an integrated assembly that marries the performance of PEEK composites with the cost efficiency of injection molding.” (See photo at left.) Initial testing shows a very robust bond between the PAEK and PEEK matrices. “This will build confidence in the engineering community as they start to design parts exploiting this technology,” Kneath asserts.
“The design flexibility is huge,” he adds, noting the same bracket made with forged metal would require a significant amount of machining. “That’s easy to beat with a 2-3 minute injection molding.” Kneath concedes there is a tooling cost, but says the payback is usually pretty quick. “Most aerospace companies will say they don’t have the volumes for injection molding, but we’ve been injection molding aerospace parts for 40 years, and know how to design tooling that balances cash and performance requirements.”
Expanding PEEK’s range
“We’re getting a resounding response from airframers and others in the market,” claims Herr. “This technology gives engineers the flexibility they want to design a very robust yet lightweight, load-carrying part.” He explains this is one reason why Commercial Aircraft Corp. of China (COMAC, Shanghai) is fully engaged and actively looking at where PEEK can replace heavy, costly metals.
“This is an enabling technology, offering so many opportunities beyond brackets,” says Kneath, adding that, given PEEK’s mechanical and elevated-temperature performance and chemical/corrosion resistance, there are few areas where it’s not a suitable solution. “We could be talking more complex housings or different types of panels with very thin, overmolded fiber-reinforced ribs.” Tri-Mack also sees opportunities in the process for imparting multi-functionality. “We have evaluated technologies that would add lightning strike protection (LSP) paths or EMI shielding. This is typically done with secondary coatings or by adding a metallic layer to the layup,” Kneath says, but Tri-Mack is now exploring how to do this via the compounds used in the hybrid processing.
“We see real opportunity to significantly expand PEEK applications in aerospace,” says Herr. And, says Kneath, “We are also exploring applications for other industries as a next step.”














Related Content

3D weaving capabilities achieve complex shapes, reduce weight and cost
JEC World 2024: Bally Ribbon Mills is displaying film-infused 3D woven joints, woven thermal protection systems (TPS) and woven composite 3D structures.
Read More
Biteam introduces 3D Noodle International AB spin-off for 3D fabric noodles
Biteam 3D’s third spin-off implements its proprietary 3D weaving technology to produce a variety of carbon, ceramic and other fiber 3D fabric noodle preforms.
Read MoreHighly tunable, woven lattice reinforcements target automotive structures
CAMX 2023: Startup Weav3D will be demonstrating its two collaborative automotive demonstrator parts and present two conference papers.
Read More
Composite resins price change report
CW’s running summary of resin price change announcements from major material suppliers that serve the composites manufacturing industry.
Read MoreRead Next

Thermoplastic composites “clip” time, labor on small but crucial parts
Preconsolidated carbon fiber/PPS and PEEK and automated thermoforming enable six-figure production of connectors for the Airbus A350 XWB.
Read More
CAMISMA’s car seat back: Hybrid composite for high volume
Recycled fibers, in-situ polymerized PA12 and steel inserts combined in one-shot process to cut weight 40 percent at competitive cost, cycle time and safety.
Read More
Inside a thermoplastic composites hotbed
As production of the A350 XWB ramps up, so does manufacture of the thermoplastic fuselage clips the plane requires. HPC sees how it’s done.
Read More