
Resin-infused MS-21 wings and wingbox
Moscow-based aeromanufacturer uses out-of-autoclave composites in attempt to leapfrog Airbus and Boeing with wider, lighter, more efficient single-aisle airliner.

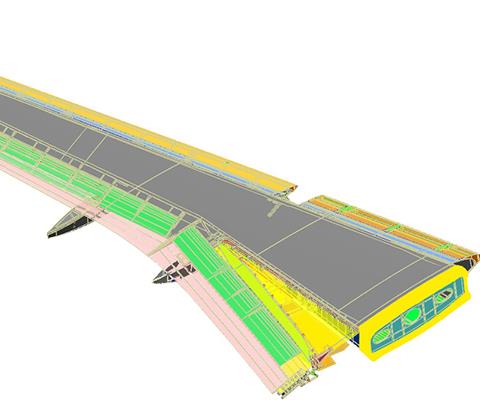
AeroComposit will resin infuse and oven-cure the Irkut MS-21 wing (pictured) and wingbox structures, the first large, critical primary structures to use liquid composite molding without an autoclave to achieve critical savings in both weight and manufacturing cost. Source: AeroComposit

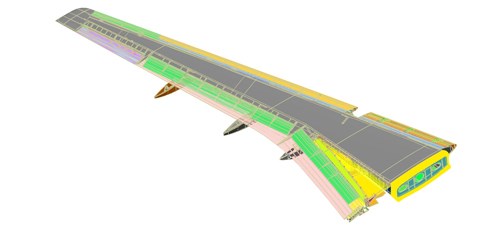
A subscale prototype of the MS-21 wing. Source: AeroComposit
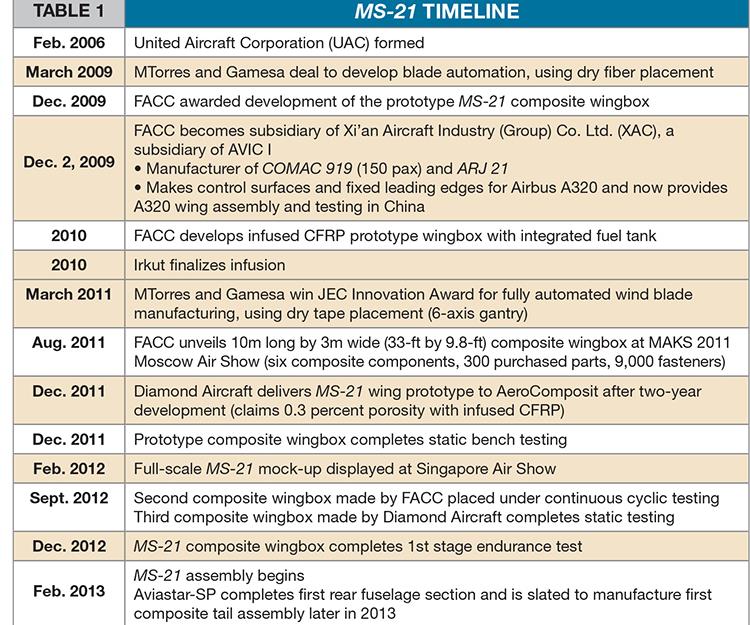
The AeroComposit MS-21’s developmental cycle, 2006-2017.
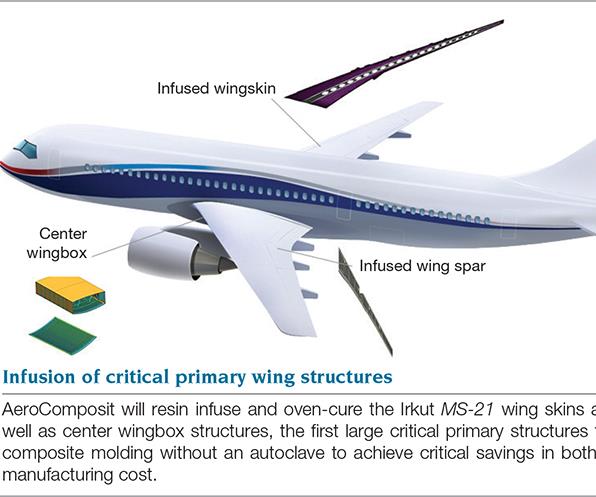
AeroComposit will resin infuse and oven-cure the Irkut MS-21 wing skins and spar, as well as center wingbox structures, the first large critical primary structures to use liquid composite molding without an autoclave to achieve critical savings in both weight and manufacturing cost. Source: AeroComposit

The wing prototypes have successfully completed strength testing at TsAGI (Zhukovsky, Russia). Assembly of the first full-scale wing is expected to be completed in 2014. Source: AeroComposit

After automated placement of dry fiber tapes, completed wing and wingbox structure layups are processed using the Thermo Infusion Automated Center (TIAC), which reportedly enables very precise process control, including temperature uniformity of ±2°C up to 270°C/518°F and porosity levels less than 0.5 percent. Source: AeroComposit


In a 2006 survey, U.S. aerospace manufacturers concluded that liquid resin infusion of large primary structures was not quite mature enough for civil aircraft. But much has changed since then. Premium Aerotec (Augsburg, Germany) is using the patented Vacuum-Assisted Process (VAP) to produce the rear pressure bulkhead for The Boeing Co.’s (Chicago. Ill.) 787 Dreamliner, Boeing Aerostructures (formerly Hawker de Havilland, Melbourne, Australia) is using the Controlled Atmospheric Pressure Resin Infusion (CAPRI) process to make 787 movable trailing edge control surface components — aileron, flaperon, inboard and outboard flaps and seven spoilers — and Bombardier (Montréal, Québec, Canada) is using resin injection and autoclave cure to make the all-composite wings for its CSeries aircraft. Redditch, Worcestershire, U.K.-based GKN Aerospace announced this past May that it had demonstrated an out-of-autoclave (OOA) composite wingbox, using vacuum-bag technology and low-cost tooling. But it is a Russian aerospace composites specialist, Moscow-headquartered AeroComposit, which will be the first to use liquid composite molding for large, critical primary structures without an autoclave cure.



Notably, AeroComposit will resin infuse and oven cure the wing and wingbox structures for the new Irkut MS-21 single-aisle commercial transport aircraft (often referred to as the MC-21 because the Cyrillic letter “s” looks exactly like the Latin letter “c”). Irkut and AeroComposit are subsidiaries of Moscow-based United Aircraft Corp. (UAC, see “Russian renaissance: Leading the OOA revolution?” at the end of this article click on the matching title under "Editor's Picks"). A typical narrow-body aircraft’s wings and empennage make up 45 percent of the airframe weight, and the fuselage accounts for 42 percent. UAC understands the targets it must hit to succeed in the highly competitive single-aisle commercial jet market, and the company is confident that if the MS-21 can use composites in a way that reduces weight and manufacturing costs in that 45 percent, then both the aircraft and the Russian technology companies behind it will be well-positioned in the global aircraft industry.
Why infusion?
A 2009 study claimed that the use of an oven rather than an autoclave can reduce capital costs from $2.0 million to $0.5 million. Further, recent surveys confirm this as the low end of the savings scale, based on data from smaller parts (about 4m2/43 ft2). For parts ranging from 8m2 to 130m2 (86 ft2 to 1,400 ft2), ovens can cost one-seventh to as little as one-tenth of a comparable-sized autoclave (see “Big parts? Big tooling breakthrough," under "Editor's Picks"”). Additionally, the cost of dry fiber and liquid resin can be as much as 70 percent less than the same materials converted to prepreg. The MS-21 wing measures 9.8 ft by 118 ft (3m by 36m) for the -200 and -300 models and extends to 121 ft/37m for the -400 model; the wingbox is 9.8 ft by 33 ft (3m by 10m). Thus, AeroComposit’s cost savings should be quite significant.
However, AeroComposit general director Anatoly Gaidansky points out, “The cost of autoclaves and prepregs was not the only decision criterion in favor of infusion. Its use also provides the opportunity to create integral constructions, which, indeed, work as a single piece.”
Reportedly proven by testing at TsAGI, the Central Aerohydrodynamic Institute in Zhukovsky, Russia, these integrated structures greatly reduce part and fastener count as well as touch labor. “Dry carbon ... can be stored virtually endlessly,” Gaidansky adds, noting that this is impossible with prepreg. “Infusion allows us to provide responsive production planning, based on the program’s scale.”
Infusion is currently planned only for the MS-21’s large integrally stiffened primary structures including the wing spars, wing skins and six section panels for the center wingbox. These will be manufactured and assembled at the AeroComposit plant in Ulyanovsk. Prepregs will be used to produce multiple parts per autoclave cycle for the ailerons, spoilers, wing flaps, and fairings at KAPO-Composit (Kazan, Tatarstan), a joint venture between AeroComposit, Fischer Advanced Composite Components (FACC, Ried im Innkreis, Austria) and the Republic of Tatarstan.
Designing the process
AeroComposit worked with a variety of experts worldwide to develop the structural design and the materials, as well as a repeatable process to achieve the requisite precision and quality. These included resin, fiber and prepreg suppliers Hexcel (Stamford, Conn.) and Cytec (Woodland Park, N.J.); FACC for the wingbox; Diamond Aircraft (Wiener Neustadt, Austria) for the wing; dry fiber placement and automated assembly equipment manufacturer MTorres (Pamplona, Spain); and infusion equipment supplier Stevik (Cergy, France).
Gaidansky reports, “The infusion process per se does not impose special requirements on structural design, but mainly has an impact on the production tooling design, where you have to preserve the balance between its ability to produce details to a high precision yet maintain operability for the infusion process.”
AeroComposit’s R&D lab tested many detail and element samples to help define this balance. It also evaluated many materials. “We tested materials with an open structure to help resin flow, as well as more closed materials, which relied on other means for permeability, such as ensured clearance between tapes,” says Gaidansky. Tapes, rather than hand-layed pieces of noncrimp fabric, were used because they could produce precision details with consistent speed through the use of an automated dry stack layup process.
Thus, MTorres became a key participant in the material selection process as it experimented with different options for dry fiber layup. Although it had amassed significant experience by developing the same for Gamesa (Zamudio, Spain) wind blades since 2009, the 2012 contract with AeroComposit called for dry carbon fiber, not glass, which presented quite a challenge.
“Dry material, by definition, is not impregnated with any sticky resin, and thus easily moves from the position in which it is layed down,” explains MTorres sales director Juan Solano. “Our challenge was to somehow make the material stay in place to enable accurate machine-automated fiber location and ensure that this does not change after the fiber has been layed.”
The solution? A very thin, lightweight thermoplastic veil functions as a binder during automated dry fiber placement. During layup the veil provides enough tack to affix the fiber. Too much tack would be a problem, so again balance was the key. “MTorres developed a heat-boosting device in the placement head to activate the veil while ensuring a minimum sticking capability that makes the automated laying process viable,” says Solano. The veil also provides a grid structure that increases resin flow and contributes to the desired compression-after-impact and interlaminar-shear-strength properties.
During selection, the goal was to standardize materials as much as possible in the wing and wingbox. AeroComposit has qualified dry carbon fiber and a compatible liquid epoxy infusion resin from Hexcel and an equivalent system from Cytec. Two dry tape geometries are used to form complex wingbox details. Although Hexcel’s HiTape material was used initially for development samples, the qualified materials were refined in conjunction with MTorres’ machine technologies to achieve the required precision in complex fiber orientations. Hexcel claims that with HiTape, automated deposition rates of 50 kg/hr (110 lb/hr) are possible. But Gaidansky says expectations are tempered: “At this moment, for the very start of our program, we are targeting a placement rate of 5 kg/hr [11 lb/hr]. However, in the future we will progress to increased productivity technologies for complex constructions, which are now undergoing R&D trials.” AeroComposit is using two automated dry-fiber placement machines, one from MTorres and another from Coriolis Composites (Quéven, France). More automated equipment will be added as needed to meet production volume requirements.
After fiber placement, completed lay-ups are processed using the Thermo Infusion Automated Center (TIAC). Supplied by Stevik, the TIAC is an integrated resin infusion system (injection module) and oven (heat module) with interconnected computer software that enables automation of the infusion process with reportedly very precise process control. The TIAC measures, mixes, heats and degasses resin; controls resin injection, infusion and polymerization; and repeats the process according to the technical parameters. During injection, the TIAC monitors and controls the resin temperature; weight of the resin injected into the mold; resin injection rate; vacuum integrity of the bag and/or mold; and vacuum level, with 1 mbar as the maximum.
The parameters that are managed during cure include oven air, mold and part temperatures, the influence of heating and cooling rates on part quality, heating and cure cycle duration, and vacuum level. Stevik claims the heavily insulated oven makes it energy efficient and that it can maintain temperature control to within ±2°C throughout the heat chamber, up to a high of 270°C/518°F.
Heated tooling is not required, and Gaidansky notes, “The level of vacuum is not changed, and we extract volatiles by applying qualitative devolatization [degassing] before we begin infusion into the dry fiber layup.” The resin cures at an aerospace standard of 180°C/356°F with a service temperature of -60°C to 160°C (-76°F to 320°F). “The production cycle can vary from 5 to 30 hours,” says Gaidansky, “depending on the type of tooling, its thermal condition and the part’s size and complexity.” When asked about Diamond Aircraft’s claim to 0.3 percent porosity for the infused wing prototype, he responded, “Our experience shows this level is completely reachable, and does not depend on the type of construction, but instead on the ability to maintain strict control of the process parameters.”
Forging OOA production
MTorres’ programmable drilling and riveting equipment will be used to automate wing assembly. Wings and wingbox then will be shipped to the MS-21 final assembly facility in Irkutsk, Russia.
With 256 advance orders for the MS-21, thus far, Irkut is pressing toward its goal of grabbing 10 percent of the single-aisle jetliner market (see the MS-21 timetable in Table 1, at left). AeroComposit has demonstrated the integrity of its pioneering infused primary structures through extensive endurance testing. Four 10m/32.8-ft scaled wingboxes were sent to TsAGI for various tests. As HPC went to press, two of them had successfully completed the testing. Due to minor defects detected during initial tests, the structure was modified to eliminate stress concentrators. Assembly of a full-scale 18m/59-ft prototype is scheduled for 2015. “Our expectations for the 18m prototype are very high,” says Gaidansky, “The latest testing shows considerably higher strength than our initial 10m prototype, and we have also completed lightning testing with more than satisfactory results.”
UAC president Mikhail Pogosyan says UAC’s composites production technology is one of the keys to the competitiveness of its commercial aircraft products. But even more than that, he explains, “The development of the aircraft manufacturing industry is not merely the development of an industry, but to a large extent, it defines the level of development of innovative technologies in a country.” With success in the MS-21’s OOA, resin-infused primary structures, Russia will have, indeed, made its mark in the aerocomposites world.















.jpg;maxWidth=300;quality=90;format=webp)
Related Content

Composite resins price change report
CW’s running summary of resin price change announcements from major material suppliers that serve the composites manufacturing industry.
Read More
Novel dry tape for liquid molded composites
MTorres seeks to enable next-gen aircraft and open new markets for composites with low-cost, high-permeability tapes and versatile, high-speed production lines.
Read More
Plant tour: Albany Engineered Composites, Rochester, N.H., U.S.
Efficient, high-quality, well-controlled composites manufacturing at volume is the mantra for this 3D weaving specialist.
Read More
From the CW Archives: Airbus A400M cargo door
The inaugural CW From the Archives revisits Sara Black’s 2007 story on out-of-autoclave infusion used to fabricate the massive composite upper cargo door for the Airbus A400M military airlifter.
Read MoreRead Next

Big parts? Big tooling breakthrough
Electrically heated carbon fiber/PEEK/ceramic tooling and powdered epoxy resin system could revolutionize production of large composite aerospace structures.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More