




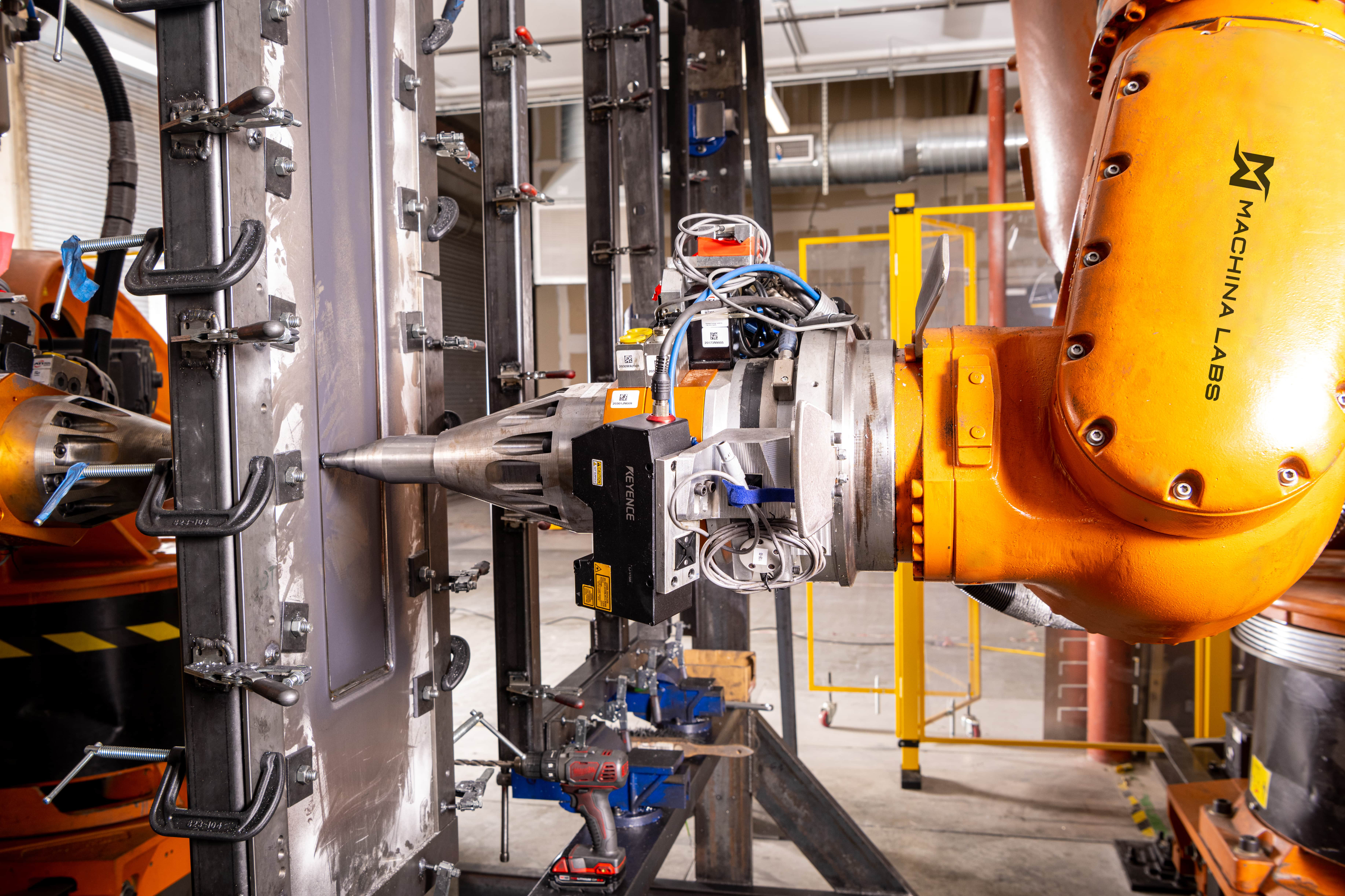
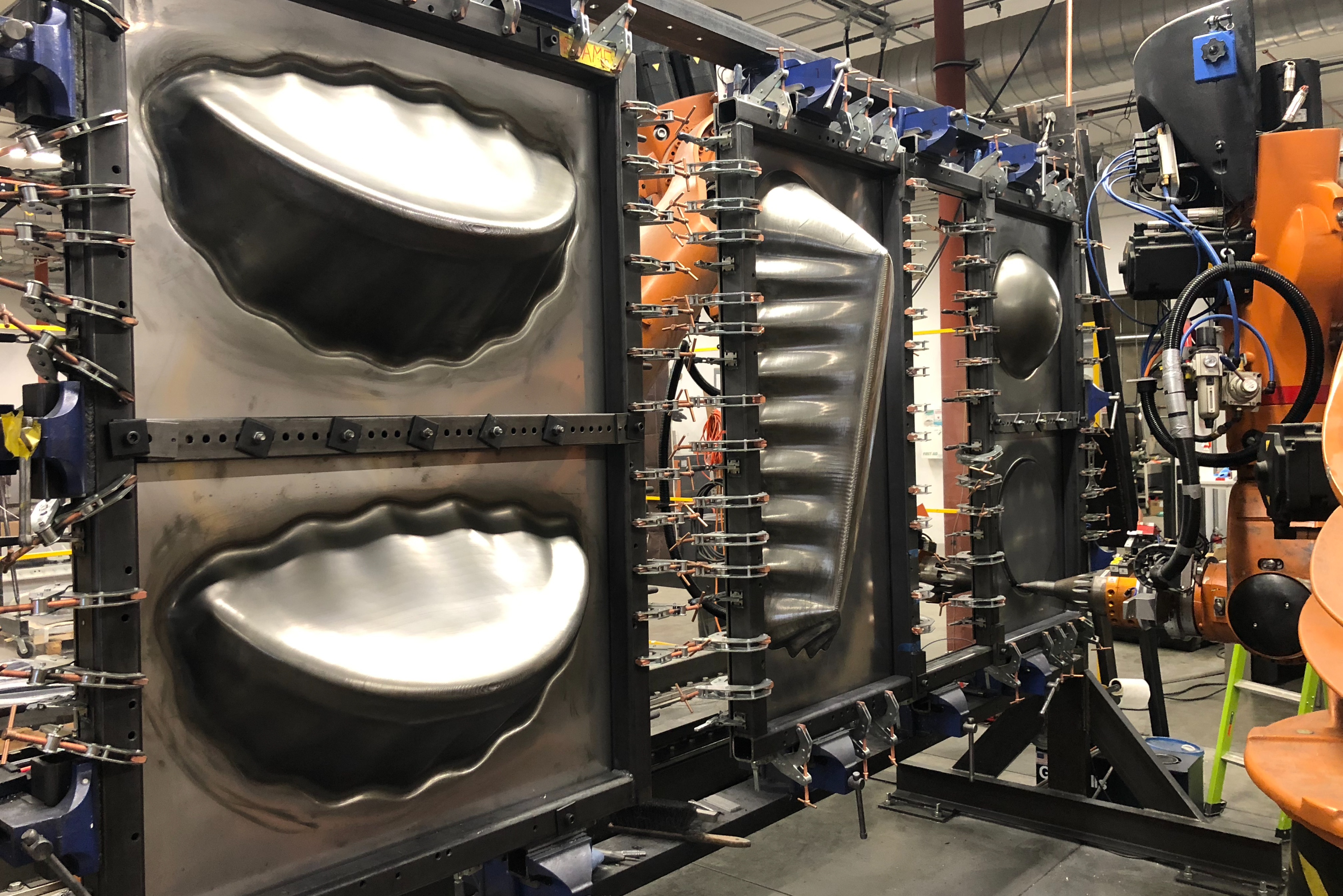
Dieless robotic sheet forming is a fully digital process for forming large sheets of metal rapidly into complex contours. Robots fitted with various end effectors work on each side of a suspended sheet of metal to incrementally cold-form the alloy into shape one layer at a time. Photo Credit: Machina Labs Inc.
As reported in the December 2022 issue of CW, hard tooling is an important, potentially costly and often rate-limiting step in the process of bringing composite parts to market. However, advances in metal additive manufacturing (AM) over the past 15 years have given toolmakers, molders and OEMs many useful options for producing intricate mold components. And, with the advent of large-format AM (LFAM) technologies, it is now possible to print entire tools — albeit often single-sided only with necessarily simpler geometry.
Metal AM tools or tool components can cut weeks or even months off lead times without sacrificing accuracy or durability, and they often do so at lower cost than similar components produced via conventional manufacturing. Many processes also enable further functionality to be added to tooling or tool components, such as the use of conformal heating or cooling channels, which can shorten molding cycles and reduce part warpage.



In this report, we’ll continue our coverage of metal AM and other digital technologies and, as before, indicate which additional metal AM processes are production-proven — already used on tools producing commercial parts, often in high volumes — and which are close to or just beginning to be used on commercial programs.
Production proven: Hybrid extrusion/CNC machining
Although just starting to ship commercial printers to initial customers, the hybrid metal AM system designed specifically for toolmakers by Mantle Inc. (San Francisco, Calif., U.S.) has already been proven with key beta customers. These early adopters are all toolmakers, some of whom also mold, and have put the technology through its paces for the past few years to verify that printed and sintered mold components machine, EDM and weld just like conventional tool steels and are just as durable. At least one beta customer has used two inserts produced on Mantle printers to injection mold well over 2.8 million commercial parts for the personal care industry.
Mantle’s patented TrueShape process combines custom software plus an extrusion-based printer, which uses flowable metal pastes. It is also equipped with an integral high-speed CNC mill, which shapes and refines part geometry throughout the printing process. An important benefit is that operators needn’t know how to program additive or subtractive tool paths to use the printer.
The system takes imported CAD models, slices the geometry into layers and automatically generates additive and subtractive tool paths in G-code, which the printer then uses to produce a part. The extrudable pastes consist of metal particles of different types and sizes in a thixotropic liquid carrier whose viscosity can be tuned. The printer extrudes paste one layer at a time, followed by a short drying cycle to remove the liquid carrier, leaving a green body with the consistency of stiff foam. Next, a quick pass from the integral high-speed mill increases the accuracy and flatness of each layer. Typically, every 10 layers, the part is also contour milled to improve surface finish and refine features on the evolving part. Green body parts move from printers to Mantle’s furnace where they undergo an integrated debinding and sintering process to achieve final part density and geometry.
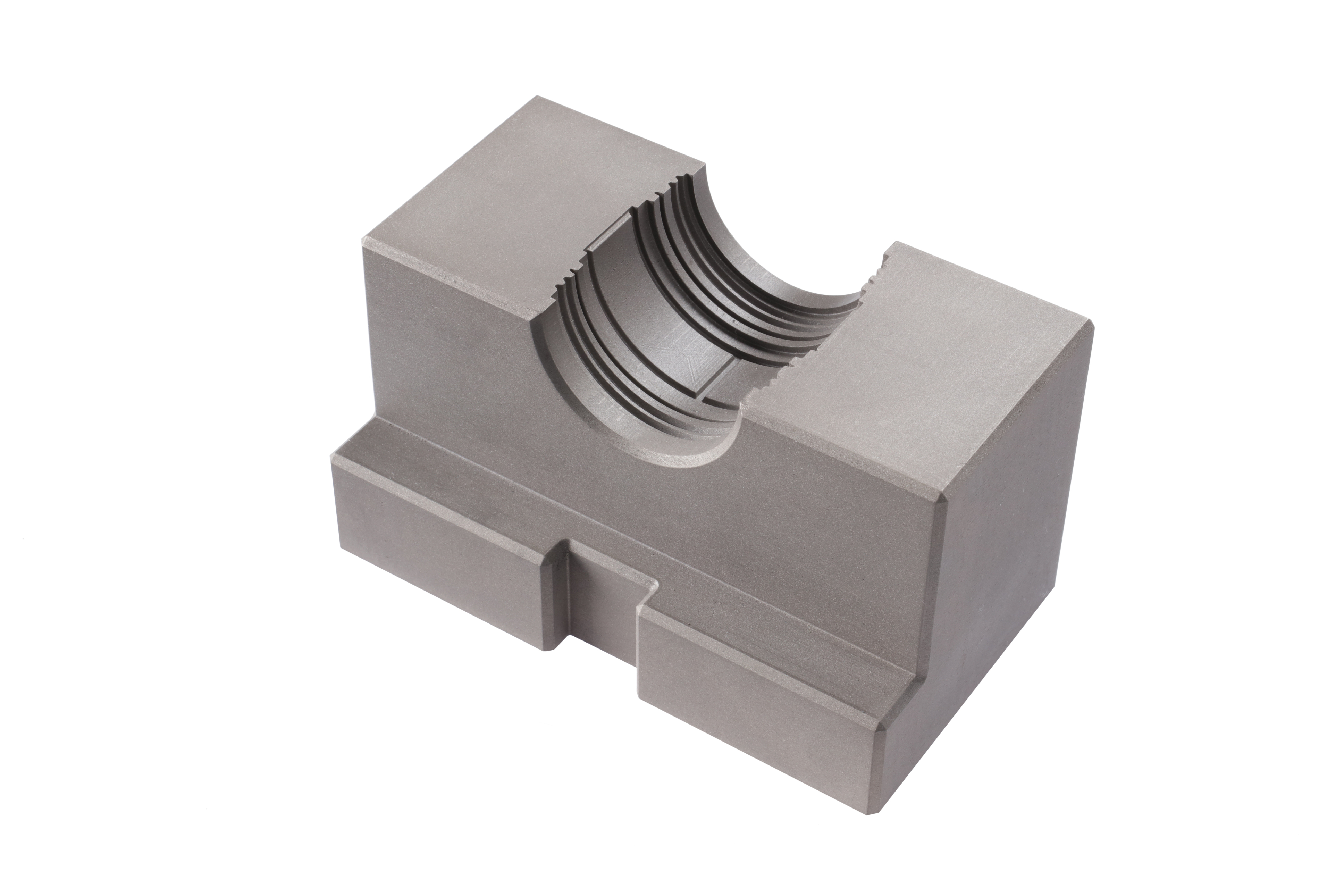
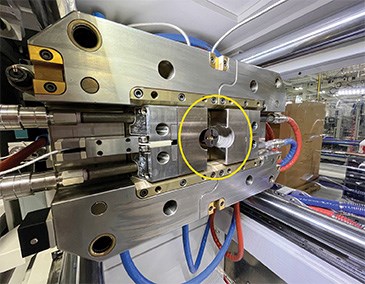
Above is half of an as-printed and sintered H13 insert with integral conformal cooling channels used by Hypertherm Associates to injection mold glass fiber-reinforced PEEK consumables used in a plasma cutter. Below is the complete insert (circled) seated in the single-cavity injection mold that, in turn, is mounted in an injection press. Photo Credits: Hypertherm Associates/Mantle Inc
The company claims that its technology experiences the lowest shrink rate (8-10%) of any sinter-based metal AM process — as much as an order of magnitude less than other systems. Parts exit the furnace with excellent hardness, greater than 95% density and are ready to use after minimal CNC machining to help seat components in the tool’s master unit die (MUD). And unlike laser-based systems, sintered parts are said to have very low internal stresses, which helps the system hold very tight tolerances (±0.03-0.10 millimeters across a 102-millimeter part) and produce very high surface finishes (surface roughness (Ra) ~1-3 microns).
Currently, two paste formulations are available in widely used tool steels: H13, which offers the same metallurgy and performance as H13 hardened steel, and P2X, which provides the performance of P20 steel with slightly different metallurgy. The company says its material form factor eliminates the handling and storage issue of bare powders, and the high printing pressures and defects seen with filaments. Mantle’s pastes can also print thick-section parts unlike ink-based systems. With a build volume of 200 × 200 × 150 millimeters, the TrueShape process is said to be ideal for producing small- to medium-size mold components.
A good example of the types of mold components produced with Mantle’s system is a slide nose detail insert that industrial cutting-systems supplier, Hypertherm Associates (Hanover, N.H., U.S.) used in a study to compare injection molded part quality and wear for an insert produced conventionally versus one printed using Mantle’s system. Inserts were then used to injection mold 30% fiberglass-reinforced polyetheretherketone (PEEK) cap shields, which form a consumable torch stack-up used in a plasma cutter. H13 was specified for printed and conventionally produced inserts owing to that alloy’s high hardness (to resist fiberglass abrasion) and resistance to temperature cycling (PEEK is injected at 382°C into a tool kept at 179°C). The printed insert was designed to incorporate integral cooling channels to improve part quality and reduce cycle time.
Lead time to produce the printed insert was reduced 7-11 weeks versus the conventionally produced insert, and costs were lowered 75%. The printed insert required minimal grinding and wire EDM work to adjust the taper prior to seating it in the slide carrier. Hypertherm reports that molded part quality was the same with both insert types and no observable wear was identified after 50 shots.
“Compared with traditional manufacturing, Mantle’s technology is dramatically lower cost, it’s significantly faster and it enables the unique geometries that only can be made by 3D printing,” explains Ted Sorom, Mantle CEO and co-founder. “That combination of factors is what our customers get really excited about. The world is moving fast, technology is moving fast, but manufacturing hasn’t kept up with the pace of innovation. Mantle’s TrueShape changes that.”
Production-ready: Composite extrusion modeling (CEM)
There are many different printing systems on the market. Some print metals, some polymers, a few print composites and fewer still can print multiple categories of materials. One of the latter types was developed by AIM3D GmbH (Rostock, Germany), which has developed a novel extrusion-type printer that can print metals, plastics, composites and ceramics on the same printer as long as those materials can be supplied in a pellet format and converted into strands/filaments that fit through one of several different size nozzles. An open material system provides a broad range of printable material options while keeping production costs down, although AIM3D will also work with customers wishing to use proprietary materials.
AIM3D founders, then students at the University of Rostock, initially focused on developing a simpler and less costly metal AM printer based on the composite extrusion modeling (CEM) process, which is similar to fused deposition modeling (FDM) and selective laser melting (SLM). CEM was designed to use metal injection molding (MIM) pellets. After graduating and forming their company in 2017, the founders were asked by auto industry investors to try printing glass-reinforced polyamide 6 (GR/PA6), which led to development of a series of print heads and interchangeable nozzles using the fused granular modeling/fabrication (FGM or FGF) process to print neat or reinforced plastic injection molding pellets. The latest materials the team has printed are ceramics.
Because AIM3D’s process can print hollow-section parts, it can produce metal inserts with conformal cooling (or heating) channels. In fact, it’s said to be possible to print a part using multiple custom-formulated alloys, such as a high-hardness grade in combination with another of the same base alloy but infused with copper to enhance thermal conductivity without lowering the base metals’ sintering temperature. It’s also possible to print parts using the same metal but with different densities, modified by using pellets containing different particle sizes and thermoplastic binders. This enables material in one section of a part to sinter to a dense microstructure while material in another section sinters to a more porous microstructure. Hence, AIM3D’s system has an extra method for enhancing part functionality in addition to design/geometry and material selection.
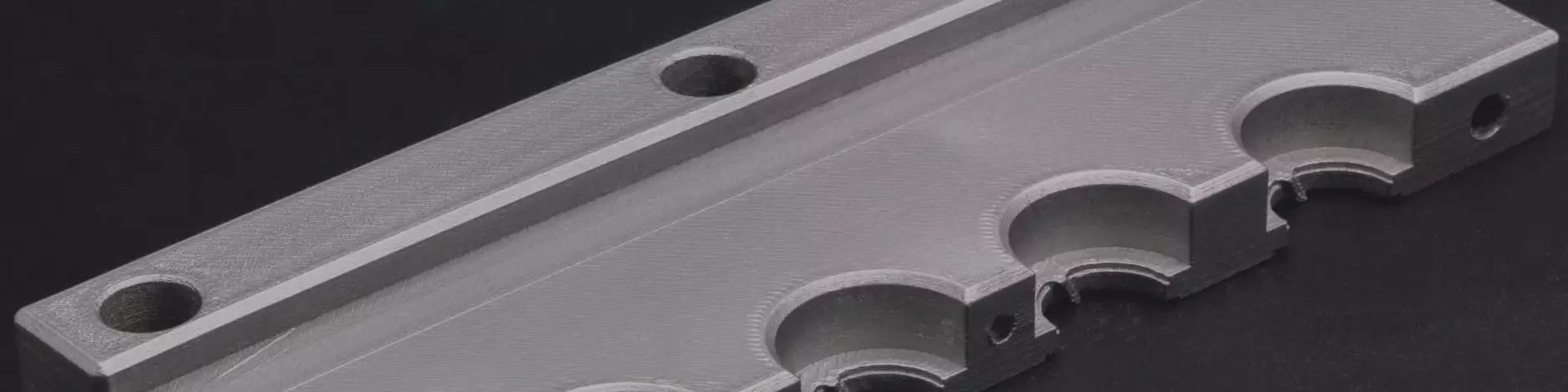
This printed and sintered slide produced in 8620 steel is an example of the type of tooling component being produced on AIM3D’s printers. No post-sinter machining was needed on the component. Photo Credit: AIM3D GmbH
Parts in metal or ceramic require thermal or chemical debinding and sintering after printing. AIM3D doesn’t offer its own furnace, but connects customers to a network of companies offering this service. (Metal and ceramic green bodies are said to be relatively tough and can withstand shipping.) Metal shrinkage during sintering is isotropic, occurs at the same rate as for comparable MIM parts and is easily accounted for with simple geometric scaling. Post-sinter porosity is ~0.5%. Most steels are hard-phase sintered and achieve densities up to 98%, while densities for liquid-phase sintered materials like tungsten can be as high as 99.9%. Surface finishes are said to be similar to those achieved via the direct metal laser sintering/solidification (DMLS) process mentioned in Part 1 of the CW December 2022 issue. Reportedly, post-sintered metal parts machine, EDM and weld just like MIM parts and have comparable mechanical properties. Because metal powders are fully encapsulated in a thermoplastic binder, the printer does not require cleanroom conditions, inert-gas blanketing or vacuum pressure. All that is needed is power and compressed air.
Since a strand of flowable material is produced just prior to printing, scaffolds are needed to keep overhang/undercut geometry from slumping and, depending on geometry, support structures may also be needed during sintering. Rather than requiring a metal build plate, printing is done on a polymer sheet, which is simply peeled off the bottom of the completed part.
The current build envelope for the company’s ExAM series printers is 255 × 255 × 255 millimeters on AIM3D’s smaller printer and 510 × 510 × 400 millimeters on its newest printer. Owing to the high extrusion pressures used, the print head can move quite rapidly, laying material down at 200 millimeters/second (or 220 cubic centimeters/hour from a 0.4 millimeter nozzle) versus ~15 millimeters/second for comparable filament or stick-based systems.
The team is said to be working on larger pellet printers to increase build envelope and build rates. Part costs also are said to be correspondingly lower, on the order of three to four times less than filament/stick printers and half the cost of DMLS printers without that process’ high residual stresses. Materials can be printed at temperatures ranging from room temperature to 450°C depending on which type of material is used and which model printer is selected.
The company says the process can hold tolerances as tight as ±0.05 millimeter. The smallest nozzle AIM3D offers for metal printing is 0.30 millimeter in diameter, so the company says its comfort zone is printing geometry no finer than three to four millimeters, although they also say it’s possible to build single-wall structures as thin as 0.50 millimeter — useful for thin fins on turbine parts but potentially less useful for mold components subject to high clamping and injection pressures. Finer geometry can always be EDM’d after sintering.
AIM3D reports that its printers are being used to produce metal parts in the automotive industry, although several other industries are interested, including aerospace and MIM itself. Several materials suppliers use ExAM printers in their labs to develop new materials for 3D printing. Tool production is a newer use for the technology and AIM3D is working with several companies under non-disclosure agreements to develop metal AM mold components.
“Our patent-pending, wear-resistant extruder and simple printing process are designed to handle nearly any type of granular material up to 3 millimeters in diameter,” says Clemens Lieberwirth, AIM3D CTO. “These cost-effective and easily available pellets offer the freedom to print anything from tool steels to non-ferrous metals to plastics, composites and ceramics without having to purchase costly filaments or handle fine powders. This greatly reduces material costs as well as machining or molding time and costs. It also means customers can print prototypes in the same material as production parts without needing to adapt production steps.”
While metal AM is a fairly young technology, and its use to produce tooling or tool components is even younger, metal printing technologies continue to evolve and those that are already commercial continue to improve. As these three technologies — along with those covered in Part I of our series — demonstrate, metal AM has much to offer toolmakers, processors and OEMs trying to bring composite products to market faster, at lower cost and with a lower manufacturing carbon footprint.
Production-ready: (De)formative manufacturing
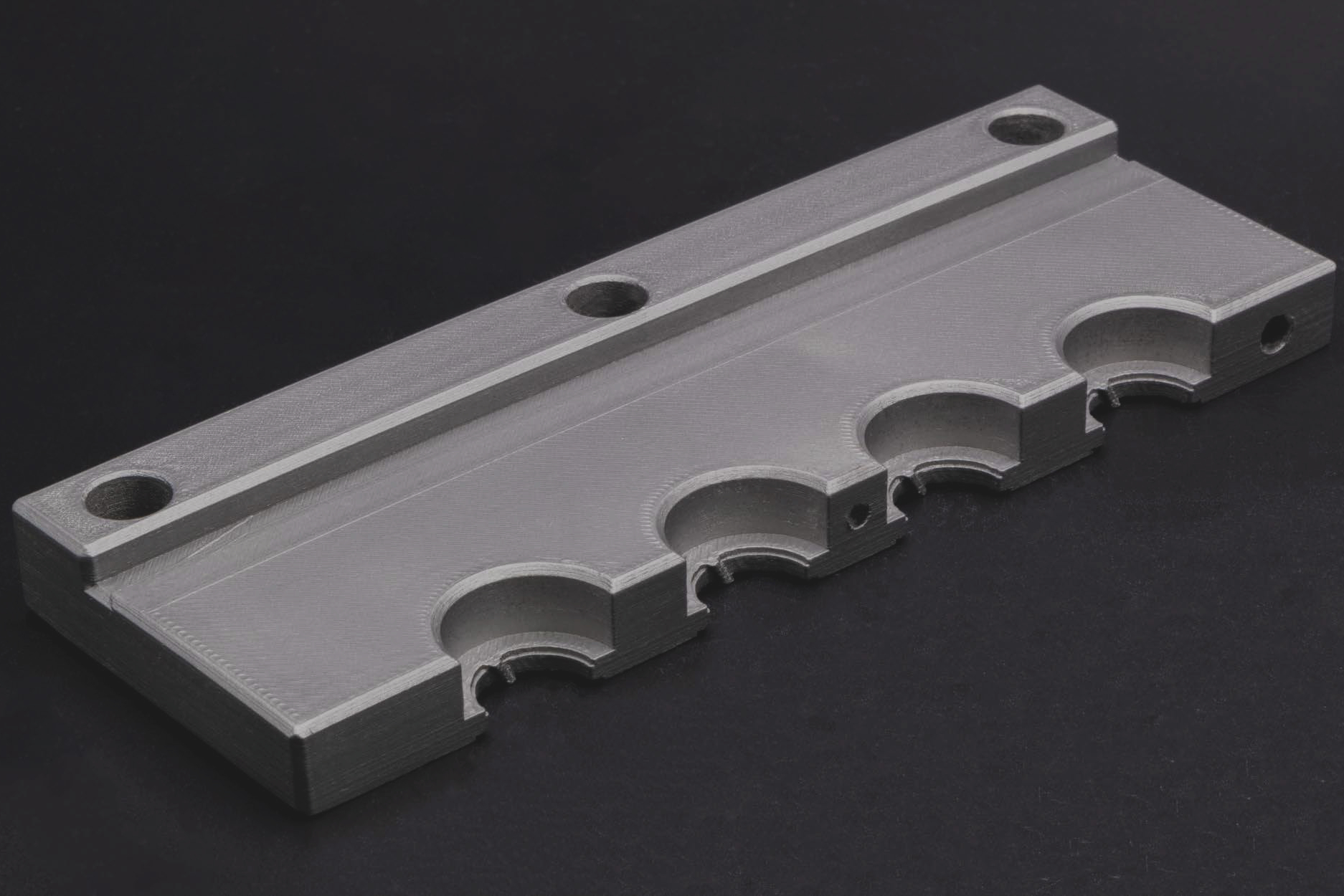
The flexibility of Machina’s system enables it to produce parts of three different sizes and geometries in different materials in the same cell. In three days’ time, the system formed, from left to right, two 0.9-millimeter-thick aerospace parts in 304L stainless steel, a 2.0-millimeter-thick composite layup mold in aluminum and two 0.9-millimeter-thick domes in 316L stainless steel (bottom dome being formed in the picture) for an aerospace tank application. Photo Credit: Machina Labs Inc.
Another innovative method for rapidly producing hard tooling (and other metal parts) is being commercialized by Machina Labs Inc. (Los Angeles, Calif., U.S.). Described as dieless robotic sheet forming, the process traces its roots to 1970s-era incremental sheet forming (ISF) — some forms of which used dies and others that did not. Machina’s contributions are in application of computational modeling and simulations, machine learning/artificial intelligence (ML/AI), sensor technologies and kinematic solutions (industrial robot arms). The entire process runs off a software stack and interfaces developed by Machina. It transforms CAD files into robot tool paths and uses sensors to interpret force and torque being applied as well as optical scans measuring deformation to incrementally manipulate sheet metal to form parts. The process creates a digital twin as the part takes shape, and a digital thread captures all relevant process characterization and part qualification information. This digital record then travels with each piece produced for full documentation.
The interesting thing about Machina’s process is that it borrows elements from conventional and digital manufacturing and yet it is neither strictly subtractive nor additive. Rather, it’s a formative (or deformative) process suitable for producing tools for high-rate composite part manufacture. It builds geometry layer by layer in a matter of hours and eliminates the need for (and investment in) sequential stamping dies and presses or CNC machining centers.
Functionally, metal parts are formed via “contact pushing” in much the way potters form clay vessels and metalworkers shape sheet metal except these sheets are huge — 3.7 × 1.5 meters, although larger sheet sizes can be accommodated — and are hung from hydraulic clamping fixtures that adjust for increased strain to prevent sagging. A robot on each side of the sheet rolls one of a series of end effectors across the metal surface, applying variable force (based on the geometry being created) over a very small area at each point in time. This effectively cold forms (at room temperature) the sheet metal, causing “significant” plastic deformation. By applying just the right amount of force — e.g., 4,000 to 15,000 newtons depending on sheet thickness and alloy properties — over an area as small as 16 square millimeters, the metal is incrementally shaped, layer by layer, and manipulated into a complex-contoured 2.5-3D part. The company reports that draws as deep as 1,000 millimeters have been achieved. Unlike progressive stamping, which is bone-rattlingly noisy, dieless robotic sheet forming is said to be virtually silent.
Once a part is formed, the same robots trim it, cut out holes and bend edges. Should interest prove sufficient, the company can automate edge hemming. All end effectors and fixtures are produced by Machina Labs, which also produces parts in its 2,788-square-meter facility or will set up and run a custom manufacturing cell in a customer’s facility.
The company says the process offers greater design flexibility for creating composite tooling than machining and it does so faster, at lower cost and with less material waste and embodied energy. The company also says geometries that normally cannot be stamped are possible, an expanded range of materials and alloys can be used, the process is scalable from centimeters to many meters and both lightweighting and parts consolidation strategies can be incorporated. The fully digital manufacturing platform was even designed to accommodate other manufacturing processes (e.g., AM, joining, etc.), permitting multiple operations to be carried out within the same robotic cell.
“We’re getting very good traction on the tooling side because our process is such a good fit,” says Dr. Babak Raeisinia, Machina co-founder and head of partnerships, who adds that most of the tools the team has built to date have been for single-sided, out-of-autoclave (OOA) processes, although thermoforming tools would be a logical next step and matched tools to mold thermoplastics and/or sheet molding compound (SMC) are definitely in the pipeline.
“The main driver for a process like ours is that it can take six months to machine a really large tool, so the costs are very high,” he continues. “With our process, we can produce a fairly large tool in a few hours. This makes it much easier, faster and less costly to iterate designs with the same kind of tooling you’ll use in production. OEMs no longer have to wait until their design is locked to start cutting hard tooling, which can really help debottleneck the process of bringing products to market.” He adds that design iterations require no hardware changes — only software.
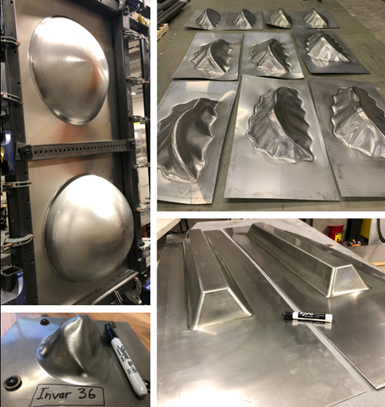
A good example of the diversity of parts that have already been produced on Machina’s system include two hemispheres that are 508 millimeters in diameter (top left) and were formed in 4.0-millimeter-thick 5000 series aluminum. At top right, a series of 304L stainless steel parts, which are 1,524 × 762 millimeters, were formed in four to five hours each. At bottom left is one of a series of 1.1-millimeter-thick Invar 36 parts, and at bottom right are several hat stiffener sections for composite layup that were formed in a 2.0-millimeter-thick 5000 series aluminum alloy. Photo Credit: Machina Labs Inc.
The process is said to be robot and metal agnostic, as software drives the entire system. As long as a metal can be flat rolled or formed into a sheet, it can be used. To date, stainless and mild steels, aluminum, Invar and room-temperature-forming Grade 5-equivalent titanium have been demonstrated. Even magnesium might be possible in the future. Like any forming operation, the process does leave residual stresses, benchmarked as being on par with those generated during hydroforming; stresses can be annealed, if necessary.
Aerospace, defense and automotive are said to be very interested in the technology for flight hardware/part production as well as tooling owing to the process’ potential for lead time and cost reduction. Other industries evaluating or already using parts produced on the system include marine, heavy machinery, architecture and electrical/electronics.
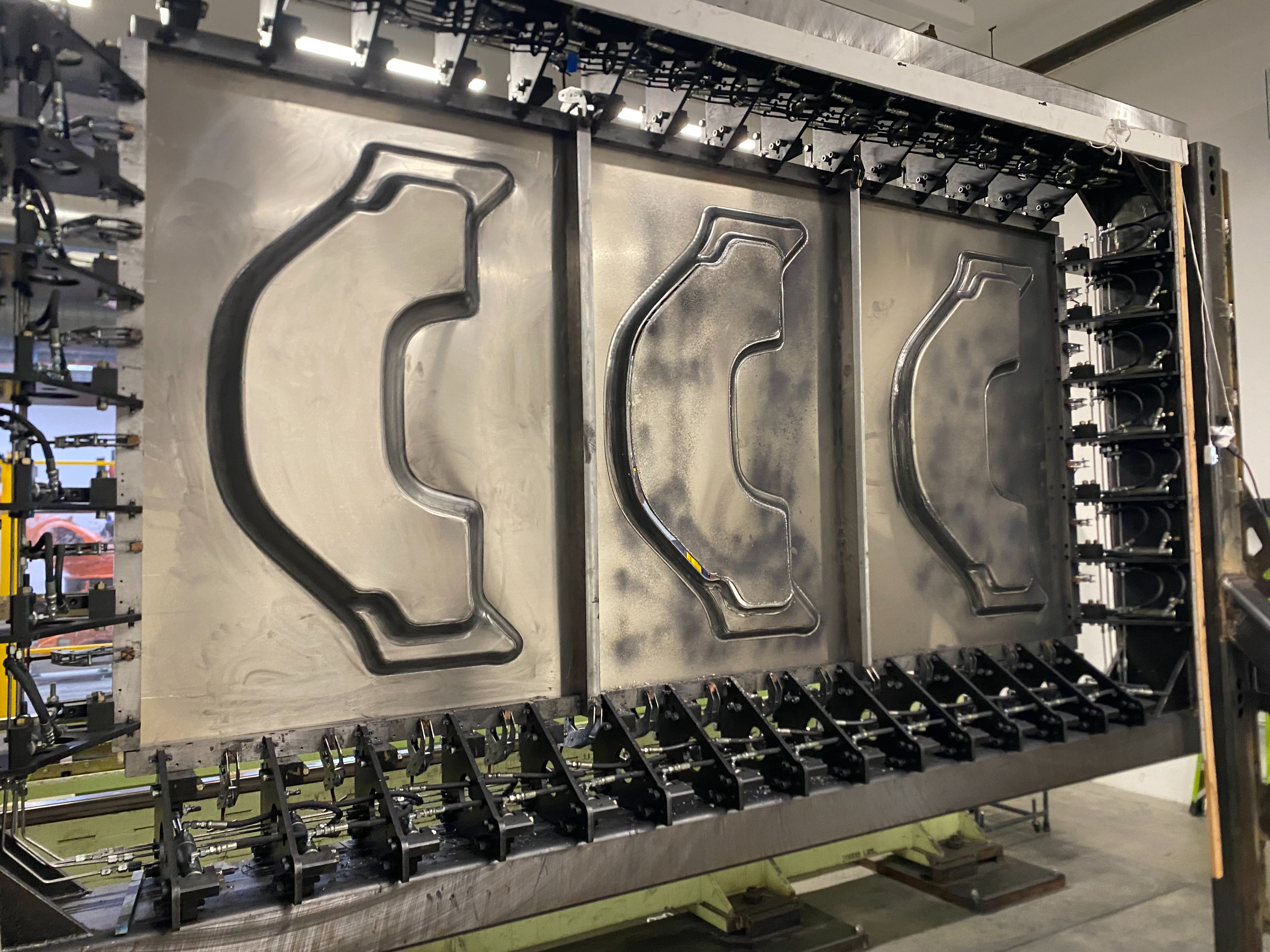

Above, three composite molds were formed in a Machina robotic cell on a 1,524 × 3,048 × 4.0-millimeter sheet of aluminum. Below is one of the finished tools laid up and vacuum bagged prior to being placed in an autoclave. Photo Credit: Machina Labs Inc. (top) and University of Dayton Research Institute (bottom)
As part of Machina Labs’ contract with the U.S. Air Force’s Wright Patterson Air Force Base (Dayton, Ohio, U.S.) researchers at University of Dayton Research Institute (UDRI, Dayton) have evaluated a 4.0-millimeter-thick aluminum autoclave tool shell formed on Machina’s system without a backing structure. “The vacuum bag was sealed to the top of the tool such that hydrostatic pressure was applied, then we processed the tool at 100 psi and 350°F [6.9 bar and 177°C] with suitable results,” reports Brian Rice, UDRI distinguished engineer.
“Our long-term mission is to build robotic craftsmen,” explains Edward Mehr, Machina co-founder and CEO. “The art of metalworking today is under threat due to an aging population with insufficiently trained apprentices backing them up. The beauty of relying on robotics is that your supply chain is secured for generations to come and, in fact, it can add value. For example, before we had factories, we had craftsmen. The local blacksmith not only shod your horse but also made your sword and shield and plow blade. They were agile manufacturers, although they were limited in terms of throughput. Hundreds of years later, we have factories that can produce a lot of the same kinds of parts, but if you want to make a different part, you need another factory, or at least another production line. We hope to offer the best of craftsmanship and high-rate production. You no longer have to change your machines or manufacturing process, just your design and software.”



.jpg;maxWidth=300;quality=90;format=webp)










Related Content

Automotive chassis components lighten up with composites
Composite and hybrid components reduce mass, increase functionality on electric and conventional passenger vehicles.
Read More
Mass, cost, durability improvements: EV battery enclosures, Part 2
As interest grows in composite battery covers and trays, composite materials suppliers work to meet current and future needs of automakers, battery module producers.
Read More
Cycling forward with bike frame materials and processes
Fine-tuning of conventional materials and processes characterizes today’s CFRP bicycle frame manufacturing, whether in the large factories of Asia or at reshored facilities in North America and Europe. Thermoplastic resins and automated processes are on the horizon, though likely years away from high-volume production levels.
Read More
A new era for ceramic matrix composites
CMC is expanding, with new fiber production in Europe, faster processes and higher temperature materials enabling applications for industry, hypersonics and New Space.
Read MoreRead Next

3D printing and AFP join forces in automotive demonstrator
Bavarian auto industry and TU Munich research how to reduce molding costs by combining continuous fiber and 3D-printed composites.
Read More
Vestas implements composites 3D printing to increase efficiency for blade alignment tools
A Markforged digital repository and multi-material 3D printers enable faster, more accurate and less costly manufacture of a variety of tools and blade components across Vestas sites.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More