
Fuel Economy Drives Big Rig Composites
A variety of materials and processing methods are lightweighting and economizing trucks and trailers in the commercial freight arena.



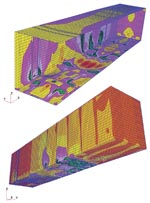
Source: Center for Lightweight StructuresFinite element models of a fully loaded GIGA Trailer demonstrated that strain values for the trailer box laminate were safely under critical strain levels.In-plane strain levels are viewed (at top) from a slight overhead angle as the box deforms when driven over a road bump, dynamically doubling the load. High tensile strain in the middle of the laminate is shown in red. High compressive strain is light blue, while zero strain is indicated in bright yellow.In the bottom view, the same colors show mid-laminate in-plane strain levels for the same trailer (viewed from the trailer's underside) as tensile load is applied to the king pin to simulate parking maneuvers.

Source: Euro-ProjectsBottom view of Roadlite Trailer with longitudinal supports clearly shown.

Source: PremixTop view of Premix SMC cam cover as shown in place on an engine.

Source: Romeo RIMResin injection molded LFT panel just after demolding.

Source: Euro-ProjectsRear side view of Roadlite Trailer attached to tractor, partially loaded.

Source: Martin Marietta CompositesSide view of the all-composite flatbed Composittrailer.
With the price of oil at an all-time high, improving the efficiency of freight vehicles is of paramount importance to the commercial trucking industry. Since 75 percent of a vehicle's fuel consumption is weight-based, composites continue to provide significant solutions for weight reduction. When their empty weight is reduced, trucks are able to carry more goods without exceeding the 80,000 lb weight restriction on Class 8 vehicles, and fewer trips are required to move the same amount of goods. In addition to being lighter, composite components provide improved aerodynamics and increased strength, which ultimately further reduces freight-hauling costs.
HAND LAYUP TO CLOSED MOLD



Initially, composite-for-metal substitutions were made in truck cab roofs, hoods and other large panels with contoured shapes. Although metal stamping was more efficient than hand layup, once part production began, heavy truck OEMs reaped substantial net cost reductions by eliminating the extremely expensive metal-stamping tools. Advances were made in the late 1980s by using compression molded sheet molding compound (SMC) to speed production and create parts that possess higher physical properties due to higher fiber content. Since that time, the compression molding process has been improved to the point that an automotive Class A surface is attainable directly out of the mold.
SMC, BMC & TMC
Meridian Automotive Systems (Dearborn, Mich.) is the largest supplier of SMC and composite parts to the heavy truck industry and is currently a Tier One supplier to Kenworth, Freightliner, Peterbilt, PACCAR, Volvo and Mack. Meridian continues to compression mold SMC parts, including hoods, roofs, fenders, sunvisors, aerodynamic packages and structural parts using its own proprietary SMC formulations. Providing design, engineering, testing and validation to the industry, the company integrates mid-density — specific gravity (sg) of 1.6 — and low-density (1.3 sg) SMC into its designs (once over-designed with high-density SMC) to reduce weight. Overall weight savings of 15 to 30 percent are possible using these compounds. "We feel one of our key strengths is our ability to provide the customer with the right material and technology for the specific application, taking into consideration performance specifications, investment, piece price, warranty and weight," says David White, Meridian's VP of sales.
Compounder and custom molder Premix Inc. (N. Kingsville, Ohio) has developed several parts using SMC and its own Thick Molding Compound (TMC). TMC is a hybrid of SMC and bulk molding compound (BMC), which results in a material with the strength of SMC but with the more favorable mold flow and fill characteristics of BMC. The primary application for Premix TMC is injection molded composite cam covers for passenger cars and light trucks. Premix also supplies compression molded SMC oil pans and valve covers to various truck engine manufacturers, including Cummins, CAT and Hyundai. When compared to the metals that these parts are replacing, a weight reduction of 33 percent, noise damping and improved corrosion resistance are benefits. Premix uses glass supplied by Owens Corning (Toledo, Ohio), PPG Industries (Pittsburgh, Pa.) and Saint-Gobain Vertrotex (Valley Forge, Pa.) and resins from Ashland Specialty Polymers & Adhesives (Columbus, Ohio) and Reichhold (Research Triangle Park, N.C.).
COMPOSITE SLEEPERS
Tractor design was drastically changed when Kenworth (Kirkland, Wash.) introduced its T2000 in 1996. In addition to its sleek, sloped hood, the new design featured an aerodynamically contoured SMC sleeper. Due to higher costs associated with composite sleepers, they have not yet become standard equipment. In an effort to reduce costs, Meridian and others are developing technologies to process sleepers using SMC and other lightweight compounds.
Western Star, a division of Freightliner (Portland, Ore.), has already taken steps to reduce weight while adding a walk-through function to its high-end, long-haul line of trucks with the Stratosphere Sleeper. The Stratosphere has a fiberglass cap made by Marine Plastics Ltd. (Langley, British Columbia, Canada), which allows the driver to stand up straight from the driver's seat and walk into the sleeper cab. Marine Plastics uses a spray-up technique, with glass supplied by Owens Corning and resin supplied by Reichhold, to mold the one-piece outer skin. Resin transfer molded structural members are then bonded into place using adhesives from ITW Plexus (Danvers, Mass.) to support the cap. Marine pre-drills and cuts each cap, so each is delivered to the Western Star assembly plant with a serial number to match a specific truck. Once in the assembly plant, it is bonded to the cab and sleeper box using Bostik adhesives (Bostik Findley Inc., Middleton, Mass.). The contoured rise of the outer skin also helps reduce drag by acting as an airfoil. The sleeper box itself, manufactured by molder Canadian Commercial Vehicles (Kelonwa, British Columbia) is a light-weight sandwich construction, featuring aluminum skins and polypropylene honeycomb core. The sleeper/cap combination realizes a 386 kg/850 lb weight reduction compared to traditional stamped and riveted metal designs.
LFT & IN-MOLD PAINT
|
Composites manufacturer Romeo RIM (Romeo, Mich.) currently fabricates eight interlocking panels of varying sizes (as large as 1m2/10 ft2) for the interiors of Freightliner sleeper cabs. The panels are assembled and then bonded to the SMC airfoil outer shell of the tractor. |
To make the panels, Romeo takes advantage of two relatively recent molding developments: long fiber technology (LFT) and in-mold painting techniques. Each panel is resin injection molded (RIM), using polyurethane resins developed by Bayer MaterialScience (Pittsburgh, Pa.) for use in LFT applications. "The beauty of the long fiber process is flexibility," said John Geisler, Romeo's senior marketing specialist. "We can tailor impact strengths to specific part geometries and requirements by varying materials systems and the lengths and loadings of glass fibers."
The Bayer LFT process can incorporate robotic automation available from Krauss-Maffei (Florence, Ky.), Cannon USA (Cranberry Twp., Pa.) and Hennecke Polyurethane Technology (Lawrence, Pa.). The robots developed by each supplier are similar: Glass fiber, supplied either by Owens Corning or PPG, is chopped and then infused inside a mix head attached to a robotic arm. (Previously, chopping and infusing were two separate steps.) The arm then maneuvers the mix head over the surface of the lower half of a matched metal mold, traveling in a customized, computer-controlled pattern and metering a predetermined quantity of the mixed glass/polyurethane material into the cavity. Once all the material has been layed down, the robot homes, the mold is closed and the part is cured. This process enables button-to-button time of as little as five minutes. Strength and performance characteristics are easily adjusted by changing the length of the fiber, which can range from 6.4 mm to 64 mm (0.25 inch to 2.5 inches), though in practice the fiber length also can be limited by part size. Use of longer fibers increases strength properties, permitting the company to mold panels with thinner cross-sections to reduce weight. Romeo can select from a number of different polyurethane formulations, depending on the performance properties required. Changing polyurethane resins also allows design flexibility as different resins have different strength and manufacturing characteristics. For example, one resin may be used on an exterior part to improve impact resistance while it would not be ideal for interior use when impact resistance is not a design driver.
Post-mold finishing steps are avoided by using a textured mold surface in combination with a paint formulated for in-mold application. Toolmakers etch a grain pattern onto the mold surface (similar to textures commonly seen on automobile dashboards). A "soft-feel" paint is applied to the mold surface prior to application of the impregnated glass. The demolded part needs no further finishing.
Romeo also provides in-cab engine covers for Volvo and bumper end caps and fenders for Mack using a more traditional RIM process. The in-cab engine cover reduces heat transfer and noise from the engine to the cab, without the need for an insulation blanket, and weight is reduced by 10 percent over the conventional SMC part. The bumper end caps and fenders are made with a urethane-elastomer mixture that increases durability. In-mold painting improves adhesion, reducing impact-related peeling and flaking.
FROM CAB TO TRAILER
More recently, attention has turned to the Big Rig's critical load-bearing component, the trailer. Notably, trailer manufacturers are beginning to use vacuum infusion and pultrusion processes that reap the benefits of continuous fiber in handling the normal trailer weight loads. Most of the advances have been initiated in Europe, a response, in part, to tightening fuel efficiency requirements.
The most recent European development is the Roadlite Lightweight Composite Trailer, the result of a three-year research project in the U.K. Designed by Euro-Projects LTTC Ltd. (Rothley, Leicestershire) in collaboration with VT Halmatic (Portsmouth, Hampshire), the University of Nottingham (University Park, Nottingham) and Leyland Technical Center (Leyland, Preston), the 10m/32.8 ft molded flatbed trailer is 25 percent lighter and 20 percent stiffer than conventional flatbed designs. The trailer also can be configured as a curtain-sided or boxed vehicle for either a "weight out" or "volume out" application. Tooling has been designed to allow for the trailer to be molded in different lengths, from 7m to 13.6m (23 ft to 44.6 ft). To date, two prototypes have been built and tested and are now available on the market. These units are 10m/32.8 ft in length, designed specifically for in-city use. A 13.6m/44.6 ft over-the-road version is in the design stage.
The Roadlite trailer is manufactured using triaxial glass fabric that is vacuum infused with polyester resin (a variety of fabrics and resins from a number of sources have been used during development). The 0°, ±45°triaxial fabric drapes easily, conforms well to contours and exhibits less fiber distortion and fewer areas of stress concentration, because the fabric construction prevents fibers from bunching or separating to produce gaps. Euro-Projects has been working with RS Technologies, the operating division of Resin Systems Inc. (RSI, Calgary, Alberta, Canada) to use the latter's patented Version polyurethane resin to further reduce weight, improve impact resistance and improve paint adhesion. Formulated by RSI as a replacement for polyester resins, the VOC-free polyurethane was recently tested against representative polyester, vinyl ester and epoxy resins by the Alberta Research Council (Edmonton). While no single resin scored best in every test, the polyurethane reportedly outperformed polyester in all tests, exhibiting almost 1,300 percent greater transverse strength. The Council also noted that it had better interlaminar strength and unidirectional and transverse strength than vinyl ester and bested epoxy in tensile strength and modulus and impact resistance. Compared to polyesters, polyurethanes reportedly wet out fibers faster, shrink less during cure and, in a reinforced matrix, are less likely to split when drilled. Therefore, parts made with Version can have thinner cross-sections says Milena Radakovich, vice president of marketing for RSI, allowing Roadlite engineers to reduce part wall thickness and weight.
In The Netherlands, Talson Transport Engineering (Eindhoven) has developed the GIGA Trailer for use in the airfreight goods market. Assisting Talson was a consortium of Holland-based firms, including truck rolling stock manufacturer Vlastuin (Kesteren), Pecocar Holland BV (Abergen), the Centre of Lightweight Structures TUD-TNO (CLS, Delft, The Netherlands) and the Dutch Trade Organization FOCWA/Cintec. The CLS has been involved with lightweight trailer design for more than a decade and was instrumental in the development of the ColdFeather trailer concept. Introduced as a prototype in February 1996, the trailer's composite structure is reinforced almost entirely with aramid fabrics supplied by Teijin Twaron Products (Arnhem, The Netherlands). Although the ColdFeather is still considered the lightest trailer ever developed for refrigerated goods transport, only one unit, the prototype, was adapted for commercial use. The GIGA trailer was conceived as a follow-on to demonstrate the economic feasibility of the ColdFeather concept by using less expensive materials.
The GIGA Trailer is based on a closed, torsion-resisting box structure without a chassis, which means that a heavy undercarriage and a complex welded metal construction are not required, explains Aldert Verheus, CLS sales manager. This produces a reduction in weight of approximately 25 percent compared with conventionally built trailers. Designed to carry cooled airfreight, the trailer weighs less than 7,000 kg/15,432 lb, including its five incorporated airfreight roller conveyors. Compared with similar trailers, the loading capacity is, on average, 2,500 kg to 3,500 kg (5,512 lb to 7,716 lb) higher due to the reduced tare weight (weight without cargo). In addition, the trailer has increased torsional rigidity compared to traditional trailers, which helps to reduce tire wear since the trailer experiences less side-to-side roll when turning.
The GIGA Trailer design features an unusual sandwich construction, incorporating glass fiber-reinforced plastic, aluminum and Domex, a high-strength steel, to create finished panels that are subsequently assembled into trailer boxes and bonded together using proprietary profiles and adhesives. The glass skins are bonded to a Domex core using a vacuum table. Through the use of finite element modeling (FEM), extensive work has been done to reduce weight while retaining durability and reliability. The resulting design favorably situates the trailer's center of gravity between the axles and king pin. Normally, the coupling section — where the king pin is mounted — is under tremendous stresses during transport. "Because of the ultra flat and extremely light glass fiber composite/Domex steel coupling section, the net load on the fifth wheel is hundreds of kilos lower and stresses are reduced because of increased stiffness of the trailer," says Verheus. CLS is attempting to establish partnerships in North America for further development and commercial production.
In the U.S., the Pacific Northwest National Lab (PNNL, Richland, Wash.) is researching ways to reduce the weight of both the tractor and trailer by at least 15 to 20 percent. PNNL's strategy is to reduce manufacturing costs incurred in processing long or continuous fiber materials to encourage more widespread use by truck component manufacturers. This project — dubbed the "21st Century Truck" — was started in the late 1990s by the U.S. Department of Energy and has been continued by the Office of FreedomCAR and Vehicle Technologies. According to PNNL spokesman Mark Smith, this drastic weight reduction will result in the necessary use of lightweight composites or hybrid materials. The project had a 2004 budget of $14.3 million (USD), a combination of funding provided by most of the large U.S. truck and heavy equipment manufactures and an appropriation from the U.S. Department of Transportation (DOT). DOT/truck OEM funding for 2005 is $13.9 million.
Many manufacturers are already incorporating long or continuous fiber technology into products for commercial trucks. "The future is very bright for carbon fiber applications in the heavy truck market," says Meridian's White. "As the overall supply and demand of carbon stabilizes, I forecast a rapid acceleration in the use of carbon fiber for both structural and body applications."
Martin Marietta Composites Inc. (MMC, Raleigh, N.C.) has continued to develop and manufacture variations on the lightweight commercial transfer trailer design MMC originally licensed from Lokeren, Belgium-based Composittrailer NV. The original design has been field-tested in open-top/live-floor and tipper configurations for the waste industry and has been modified considerably for the American market. At the Louisville Mid-America Truck show in March this year, MMC unveiled a new monocoque tipper design and a new platform trailer, with a re-introduction of the live floor unit forthcoming. In addition, a truck body for the paper shredding industry was shown.
The tipper's design eliminates nearly all of the European model's chassis, resulting in a more efficient structure. "Our initial designs were full-chassis designs," explains MMC vice president Grant Godwin. "We are now able to move to a true monocoque design in which the full chassis is eliminated and the box is engineered to carry the structural load."
The tipper trailers are manufactured using a combination of filament winding, pultrusion and vacuum infusion. The tipper platform features vacuum infused E-glass frame rails and an incorporated aluminum short frame in the monocoque. The tubular crossmembers that support both are filament wound by Composittrailer. Wall and floor panels are an E-glass structural closed-cell foam sandwich design made in an exclusive, patented pultrusion process by Acrosoma (Lokeren, Belgium, div. of Composittrailer). Where needed, the parts are bonded or mechanically fastened. Creative Pultrusions (Alum Bank, Pa.) and Top Glass (Milan, Italy) provide additional pultruded profiles.
These elements combine to create a trailer that is as much as 28 percent below conventional trailer weights. Based on current gross vehicle weight limits, commercial carriers that use MMC's trailer can expect to increase freight capacity by 15 percent. Additionally, the trailer deforms slightly under high torsional loads which results in more damping and better grip of the trailer on the road. Thus, cost savings are realized not only in higher fuel efficiency, but also less wear on tires and suspension. Martin Marietta is currently manufacturing a full product line, which is sold through an established dealer network.








.jpg;maxWidth=300;quality=90;format=webp)







Related Content

Materials & Processes: Fabrication methods
There are numerous methods for fabricating composite components. Selection of a method for a particular part, therefore, will depend on the materials, the part design and end-use or application. Here's a guide to selection.
Read More
Materials & Processes: Composites fibers and resins
Compared to legacy materials like steel, aluminum, iron and titanium, composites are still coming of age, and only just now are being better understood by design and manufacturing engineers. However, composites’ physical properties — combined with unbeatable light weight — make them undeniably attractive.
Read More
MFFD thermoplastic floor beams — OOA consolidation for next-gen TPC aerostructures
GKN Fokker and Mikrosam develop AFP for the Multifunctional Fuselage Demonstrator’s floor beams and OOA consolidation of 6-meter spars for TPC rudders, elevators and tails.
Read More
Materials & Processes: Resin matrices for composites
The matrix binds the fiber reinforcement, gives the composite component its shape and determines its surface quality. A composite matrix may be a polymer, ceramic, metal or carbon. Here’s a guide to selection.
Read MoreRead Next

CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More