
Reusable vacuum membranes: Coming of age?
Durable custom elastomeric bags cut consumables cost and boost rate production.


A reusable vacuum bag membrane (above) can replace the disposable films used in infusion. Although they are more expensive than consumables, they make economic sense in shops that mold production parts. Source: Smooth-On

Table 1: Silicone and natural rubber each have unique advantages

An operator sprays an additional film layer of liquid, two-component, platinum-catalyzed silicone onto a prepped mold. Note the resin flow channel and vacuum port located along the mold axis. Dedicated spray equipment is recommended for spraying either silicone or natural rubber, (see closeup of nozzle in next photo). Source: Smooth-On

This sprayed silicone bag from Smooth-On (Easton, Pa.) clearly shows the use of a mesh fabric along the edges and along a resin flow line in the center. Note the wax insert (white) along the edge, that has been sprayed over; when removed, a cavity remains that becomes a vacuum line to pull the elastomer down onto the tool flange. Source: Smooth-On

Magnum Venus Plastech’s (Knoxville, Tenn.) Flex Molding Process includes not only the equipment to manufacture an elastomeric membrane but all ancillary products and accessories to automate production. In this photo, a technical cloth reinforcement, Flex-Cloth, is placed between sprayed silicone film layers to add strength to the membrane as well as cut finished weight. Source: MVP

This radome panel mold with undercuts, or negative return edges, now fitted with an RVB, has enabled MVP customer Micris Ltd. (Rochdale, Lancashire, U.K.) to mold parts (see next photo) with consistency, accuracy and uniform thickness, says Micris’ operations manager Mike Boyle. Source: MVP

The radome created with the Micris mold and MVP's molding system. Source: MVP

Automotive aftermarket manufacturer Durisotti (Sallaumines, France) has converted several parts to RVB infusion, including this large floor panel for a utility van, using MVP’s Flex Molding Process. Source: MVP

Durisotti's MVP system’s RVBs (shown above) enable faster production and better part-to-part consistency. Source: MVP
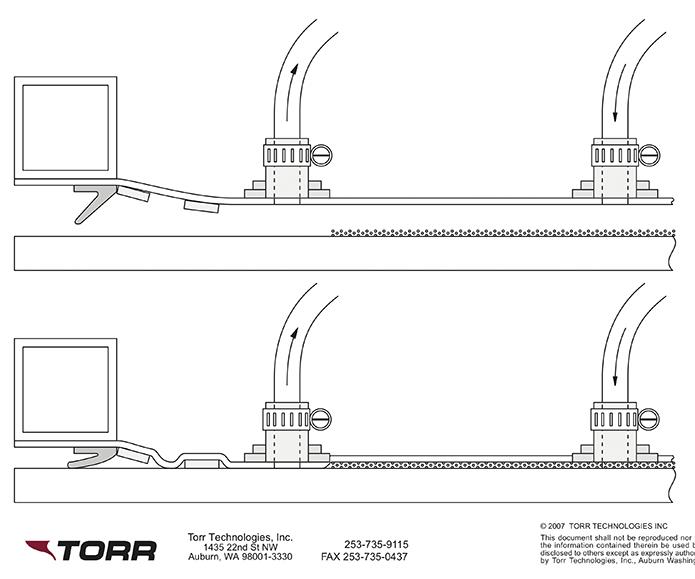
The cross-sectional images (above) show an elastomeric membrane with metallic frame, attached edge seals, and Torr Technologies’ Interflow strip and resin dam, which protects the vacuum seal from part resin. Source: Torr Technologies
An examples of edge seals for RVBs. Note the adhesion-promoting tissue embedded in these MVP Locking Lip Seals. Source: MVP
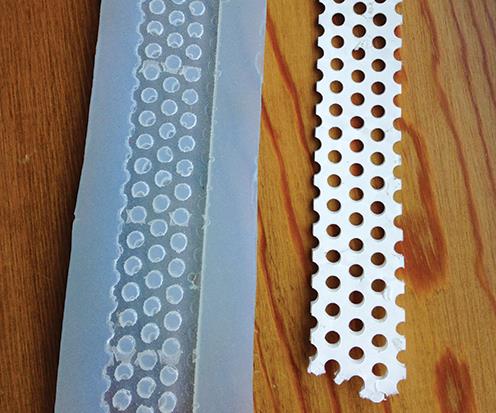
This “bumpy” seal (left) from Prairie Technology Group’s Sworl product line is of silicone, sprayed over the perforated foam “tool” (right), then removed. Source: Prairie Technologies

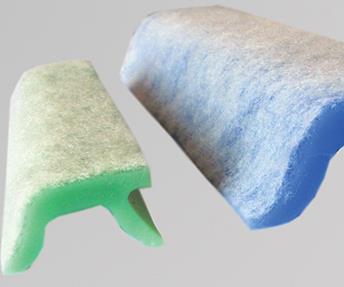
As an alternative to spraying, RVBs can be made with high-strength silicone sheet goods. In this photo, the gray material is a peroxide-cure, opaque silicone; the white translucent material is platinum-cure silicone. Source: Torr Technologies
Share
As the composites industry matures, manufacturers continue their search for technology that will maximize production and minimize cost. A growing number of resin infusion shops — including some aerospace manufacturers — are finding this combination in reusable vacuum bag (RVB) technology. Proponents say these stretchy membranes can replace disposable bagging films and even rigid countermolds, and they offer molders a wealth of advantages, including improved part-to-part quality and greater shop safety and cleanliness. No less important, they provide a way to cut down on consumables and reduce a shop’s waste stream. RVBs do, however, require capital expenditure and offer challenges that must be overcome for proper implementation, and they aren’t always the right way to go in every part process situation.
“As with any process tool, there’s a list of factors to consider,” says Rich Rydin of RVB system provider SR Composites LLC (Henderson, Nev.). “Each RVB system has pros and cons, and fabricators should consider the relative ease of building and using the RVB, its tolerance for a specific resin chemistry and processing temperature, and, of course, the aggregate cost per square foot.”



That said, Alan Harper, director of Alan Harper Composites Ltd. (Saltash, Cornwall, U.K.), insists, “This is game-changing technology. RVBs are a very sensible economic solution for anyone making more than eight similar parts, whether it be by infusion, prepreg molding or Light RTM” (“RVB infusion = Light RTM?” under "Editor's Picks" at top right).
Inside an RVB
RVBs are made with either synthetic or natural rubbers. The most prevalent, synthetics, include a broad range of silicones, but other elastomeric materials have been used in vacuum membranes, including (but not covered here) forms of polyurethane, ethylene/propylene, polysulfide, fluorosilicone, nitrile and chloroprene.
Silicone is a polymerized siloxane, or polysiloxane, an inorganic/organic polymer. That is, it contains an inorganic silicon/oxygen backbone to which organic groups (methyl, ethyl or phenyl), derived from petroleum distillates, are attached. Formulated to exhibit rubber-like elongation, silicone rubber is a common RVB material. To be useful as RVB materials, silicones require in-situ polymerization via the addition of a catalyst — typically platinum, but also tin or water — and their cure can vary with environmental conditions.
Natural rubber is derived from the collected sap of rubber trees. Technically, it’s a liquid colloidal suspension of substantially prevulcanized elastomer droplets in which the polymerization reaction that creates a long-chain polymer backbone is completed, explains Rydin. Treatment with ammonia or formic acid keeps the material in a colloidal state, allowing further processing into sheet form or geometric shapes. To make a reusable vacuum bag, the water that surrounds the elastomer particles in the liquid film must be evaporated.
Silicone sheet goods, especially high-strength compounds that are postcured for higher heat resistance, have been used for decades as membranes, diaphragms and envelope bags in production tooling that is autoclave-processed, and with secondary-operation tools (bonding fixtures, for example), says Greg Lindstrom, president of Torr Technologies Inc. (Auburn, Wash.), a supplier of membranes and RVBs for aerospace customers. Major suppliers of silicone sheet goods and liquid formulations include Wacker Chemical Corporation (Munich, Germany), Arlon Silicone Technologies (Bear, Del.), Dow Corning Corp. (Midland, Mich.), Shin Etsu Silicones of America (Tokyo, Japan), Mosites Rubber Co. (Ft. Worth, Texas) and ACC Silicones Europe (Amber House, Bridgwater, Somerset, U.K.).
Silicones moved down market from high-end autoclave applications to low-cost infusion, says Harper, when suppliers began to offer room-temperature vulcanizing (RTV), lower-viscosity, two-part, platinum-cured silicone formulations. These more user-friendly forms were stable with good properties and could be sprayed, poured, brushed or troweled into place to create a custom silicone bag for infusion, adds Brad Frikkers, global sales and marketing manager at Smooth-On Inc. (Easton, Pa.), a supplier of material formulations for molding, modeling and casting.
Various means are available to make a custom RVB for low-temperature, nonautoclave cures, including seaming silicone sheet stock, but the fastest and most common method is to use a dedicated spray machine that employs either an atomizing spray head or a splatter-type head to create a film directly on the mold or, in some cases, a dummy part in the mold, depending on the required fit. Multiple layers are built up to the desired RVB thickness, typically from 0.04 inch/1 mm to 0.375 inch/9.5 mm. The working pot times, air assist velocity needed for spraying, spray equipment cleanup requirements and specifics like final bag thickness vs. weight and cure time vary by material type and supplier (For details about what individual suppliers recommend, see endnote) A wide range of edge seals are available; many are proprietary or based on patent-pending technology. The simplest seal for a frameless RVB is a half-round or V-shaped profile affixed to the lower tool’s flat flange, which is then covered with the elastomer spray. After cure, the profile is pulled out, leaving a channel a few inches from the RVB edge.
Vacuum and resin ports are created by bonding port components to the bag or placing them at desired locations, masking them against the spray and then spraying the material over them. Resin flow channels also can be designed into the bag. When a vacuum is pulled through the ports and the perimeter channel, the RVB is pulled down against the tool. Other edge seal options include types of key locks, where a female channel (connected to the vacuum source) is bonded to the tool flange and a male key component is bonded to the bag; when they are pressed together, they form a secure vacuum lock. Autoclave RVBs typically use metal edge frames with integral vacuum seals (see “RVB Insider Insights,” under "Editor's Picks").
Similarities and differences
Both silicone and natural rubber offer benefits for certain applications (see the summary in Table 1, at left). They also have process and handling similarities, together with some uniquely individual characteristics. An important similarity is that epoxy resins, in particular, will attack all types of RVBs, breaking them down at a faster rate than polyester or vinyl ester resins. Ashley Duncan, the RVB expert at distributor Composites One (Arlington Heights, Ill.), explains that the styrene in polyester resin can penetrate the silicone, because of its permeability, and eventually break it down. Frikkers contends that platinum-catalyzed, addition-cure silicones are more chemically stable and are, therefore, less vulnerable to breakdown than less costly tin-catalyzed silicones (which cure via a condensation reaction). Although shops like to store bags in plastic to keep them clean, Duncan says RVBs should be allowed to breathe between uses to allow any trapped compounds to exit.
“How the silicone chemistry is formulated for tear strength is, in my opinion, the most important criterion when selecting a bagging product — it directly correlates to bag life,” says Larry Audette, president of RVB supplier Prairie Technology Group Inc. (Hutto, Texas).
In terms of heat resistance, natural and silicone rubbers differ. Lindstrom rates Torr’s silicone systems at 400°F/205°C for continuous use in autoclave conditions. And Harper says there are autoclave-rated silicone RVBs that can handle temperatures as high as 464°F/240°C. Natural rubber normally can’t tolerate such high heat, but SR Composites says its Sprayomer natural rubber RVB is modified to handle service temperatures that range from 250°F to 390°F (121°F to 199°C).
SR Composites’ Rydin recommends that all RVBs (both natural and synthetic) be cured fully before use to maximize their useful life. “A simple confirmation of best cure practice for a given elastomer is to ask your elastomer supplier how long their ASTM tensile and tear specimens were cured prior to testing,” says Rydin. Duncan points out that no matter the specific material, RVBs get heavy when they are built for large parts. Each supplier’s material varies in terms of coverage per pound of liquid, but “an RVB for a 10-ft by 10-ft part [3m by 3m] will weigh 60 lb [27.2 kg] or more, which is more than one person can comfortably handle,” she says. “Logistics definitely become a factor. Designing edge frames and lifting points, as you’d use for any B-side countermold, is a great idea to avoid worker injury when lifting.”
Silicone, particularly if it’s improperly processed, can transfer from the bag to parts, but that isn’t a problem if the part won’t be finished or painted on the B-side. However, the use of barrier films, such as fluorinated ethylene propylene (FEP), can prevent transfer.
Finally, both silicone and natural-rubber membranes are easily repaired if torn. For the former, Lindstrom recommends the use of an acetoxy-cure RTV silicone adhesive, either alone or with an overlaid silicone doubler patch.
Sprayable silicone bags
Prairie Technology Group was the first to patent a sprayed RVB in 2006 (U.S. Patent number 7014809B2), says Audette. Prairie Technology’s Sworl sprayable silicone is distinct from other silicones, he claims, because of its unusually high tear strength. “Our 308 556 product has a measured tear strength of 180 lb [81.7 kg] at a thickness of 0.125 inch [3.2 mm],” he says, noting, “the secret is in the chemistry.” This reportedy makes possible a thinner bag that uses less silicone but is nonetheless strong enough to stand up to the rigors of production without fabric reinforcement.
A reported benefit of the Sworl chemistry is a viscosity low enough that the silicone can be atomized like paint, rather than splattered, and the ability to adhere to itself when successive layers are applied, even when previous layers have cured. “We’ve eliminated the need to maintain a ‘wet edge’ when creating a bag,” Audette asserts, adding that a Sworl bag can be created in a morning, then cured and used that same day, although he allows that larger bags might take several days. He adds that Sworl silicone sprayup equipment can be rented by the week, saving the cost of purchasing dedicated equipment.
Prairie Technology offers many edge seal designs, including a perforated style that, when removed after spraying the bag, leaves multiple knobs or bumps that can act as a vacuum channel or resin runner feature (see photos at left).
Smooth-On formulates its own silicone for its RVBs, using raw materials from chemical suppliers. Because an RVB involves a relatively high cost up front, Frikkers points out that part volume matters: “If you’re going to be making 10 of the same part, then the economics make sense.” He adds that training is a must for those who transition to RVB technology from consumables, and customers should expect to be trained by their RVB provider.
According to Frikkers, an RVB should be made with four or five layers of material, for a total thickness up to 0.375 inch/6.5 mm. “We recommend a methodical spray pattern, back and forth, then up and down vertically,” he explains. “Our two-part silicone is hyper-accelerated for a quick, room-temperature gel without sag.” He has also made bags of various thicknesses: “In a bag with thick and thin sections, the thick sections can act as pressure intensifiers for key sections of the part.” Fabric can be added for overall reinforcement, but it isn’t a requirement, he adds, noting that Smooth-On typically builds a bag with a mesh-type fabric embedded only along the RVB’s edges to help support placement of the vacuum channel and ports. He claims that one of Smooth-On’s marine customers has used the same RVB for about 800 parts. Another Smooth-On recommendation, depending on bag size and weight, is to add hard anchor points along the bag margins, integrated with cloth reinforcement, so the RVB can be safely and easily lifted with an overhead crane.
A silicone RVB champion, Harper maintains they “are much less expensive in terms of labor and materials to produce than conventional RTM or light RTM counter-molds.” His company’s fiRST RVB system uses ACC Silicones’ VBS 26 formulation. “In our experience, it is made to higher consistent specification than others I’ve worked with,” he maintains. The material is applied with Harper’s SilCon silicone spray equipment and edge seal/vacuum ancillaries. Harper offers two additives — one can be used to produce a thixotropic paste, and the other is a pot-life extender that lengthens the current eight-minute mixed pot life to as much as 90 minutes. Harper claims the typical time to make a 3 ft by 3 ft (1m2) multicurvature RVB with built-in edge seals and vacuum ports is a mere 70 to 90 minutes, and the resulting RVB can be used in production within 30 minutes and will last 500 part cycles.
Harper says that, in his experience, RVBs make it safer to load fiber reinforcements into the mold because the operator can adjust precisely the fiber edge after the layup is in the mold and the bag is down by simply lifting it to inspect the local edge detail, without having to lift an entire rigid mold. This results in virtually zero waste or flash at the molded edge, he says.
Composites One sells a complete system, using sprayable two-part silicone from Wacker and Patriot spray equipment manufactured by Magnum Venus Products (MVP, Knoxville, Tenn.) (MVP also offers an RVB system, discussed later). Composites One’s Duncan recommends encapsulating fabric within the silicone to improve tear strength and longevity, especially for parts with sharp features. Her company sells a nonwoven polyester in strips that are precut to fit the customer’s RVB design. Duncan recommends a bag thickness of about 0.120 inch/3 mm, built up in four or five layers, with the fabric exactly in the vertical center so an equal thickness of silicone lies over and under it. Composites One also sells extruded and reusable wax strips, usually a half-round design, that can be used to create a vacuum channel around the bag perimeter and resin channels (if needed) to facilitate resin flow. Hand-operated silicone cartridges are also available for smaller molds.
MVP’s communications specialist Susan Murphy explains that MVP developed, with the help of Light RTM/infusion technical specialist Charles Tur, the Flex Molding Process. Introduced in 2010, the system is billed as more than a reusable “bag.” Murphy says its combination of a dispensing system able to process either silicone, latex or polyurethane as well as multiple injection systems with integrated accessories “instantly elevates the infusion process from the ‘traditional’ bucket method to fast and efficient and automated.”
The system’s reusable silicone membrane is a two-part formulation applied with MVP’s trademarked Patriot Duo 1:1 silicone system. A reinforcement called Flex-Cloth adds strength and integrity and reduces the amount of silicone needed to build overall thickness. This cuts the finished bag weight (the membrane materials are heavier than the cloth) and “reduces the tendency of the membrane to stretch over time, which improves longevity and reduces tears,” says Murphy.
MVP’s system includes patent-pending silicone perimeter Locking Lip seals and resin channels, which are embedded with a tissue that ensures adhesion between the seals and the membrane material. Suction cups are added to the Locking Lip seal to ensure the membrane stays locked in place during the vacuum cycle, which is most helpful with larger or deep-draw part molds.
One of MVP’s hundreds of customers, French auto aftermarket manufacturer Durisotti (Sallaumines, France), started using the Flex Molding Process in 2011 to make a 160-ft2/14.9m2 composite floor panel that replaced a utility van’s factory-built floor. Previously, the part was infused with a consumable bag at a rate of one per day. After attending a demonstration, Durisotti made the switch. After three days of training with Tur, Durisotti was able to mold the part using a silicone membrane. Since then, Durisotti has made 10 more membranes on its own. The production rate has tripled, and the company expects further improvements, says Durisotti’s Composites Workshop R&D manager Jean Michel Kosowski: “The quality of the part … is better, there is time savings compared to classic infusion, we have no risk of vacuum leaks, quality is consistent, part-to-part, and we have the capacity now to increase daily part production per mold.” And, reports MVP, Durisotti has produced more than 700 parts using one membrane.
Green RVBs — with natural rubber
A pioneer of spray forming RVBs with modified natural rubber elastomers, SR Composites’ system is formulated for elevated service temperatures and reportedly exhibits increased tear strength and eases spraying of void-free films. “The average tear strength of natural rubber typically exceeds silicone rubber by a factor of three, at a tenth of the gas diffusion rate, so a 40-mil Sprayomer membrane can provide desired performance with no reinforcement,” claims Rydin. The available elastic deformation of this more flexible construction reportedly can be realized with only atmospheric pressure acting on the evacuated membrane, and it is said to conform well to the preform under vacuum alone.
A membrane is typically built up with 10 to 15 spray passes over an unreleased part or mold using the company’s Quickmold spray equipment, which can be leased. The transition from liquid film to elastic membrane can be completed during several 15-minute convection oven dwells at 140°F/60°C and typically needs less than 24 hours to fully cure.
In terms of part release, SR’s Robert Scrima says users should treat the natural rubber RVB like an extension of the part mold: “Very few shops would use a green mold without some treatment first — treat the Sprayomer bag like you would hard tooling.” He adds that most semipermanent release systems will provide from 10 to 25 part cycles, depending on the resin used.
Like other suppliers, SR Composites boasts a long list of customers who have adopted Sprayomer RVBs. A standout is D&T Fiberglass (Sacramento, Calif.), one of the largest producers of fiberglass food-transport containers in the country and a specialist in agricultural transport tanks. John Schwitalla, senior design engineer, says D&T is transitioning to RVB from polyethylene terephthalate (PET) films: “We will never go back to classic infusion using consumables,” he maintains. “The RVBs have already paid for themselves, setup requires less labor, we’ve reduced our waste stream and we’re seeing significant cost reductions.” He also points to shop emissions reduction, which is critical in environmentally aware California.
Because the tanks are produced on a male mold, with a U.S. Food and Drug Admin. (FDA)-compliant gel coat on the inside, RVBs have greatly simplified mold setup for these large, complex parts: “It works brilliantly,” adds Schwitalla.
D&T investigated several approaches and decided on Sprayomer, in part because the membrane has to be quite thin (0.04 inch/1 mm) to keep weight to a minimum, due to the large part size. Schwitalla says that for his company’s process, natural rubber resists tearing better than silicone.
Growth sector
Although RVB suppliers believe fervently in their own products, they agree that RVBs generally provide a means for cleaner, more cost-effective molding of production parts. They also concur that RVBs pay for themselves in as few as 10 molding cycles. According to Rydin, a single-use nylon film bag appears to cost a fraction of the upfront price per square foot of an RVB, but users need to estimate a return on their total investment and evaluate whether their production numbers support switching from consumables: “Lower operating costs, expanded capabilities and improved product consistency make RVBs affordable and sustainable.”
The growth of RVB usage might be indicated by the large number of nondisclosure agreements (NDAs) that prevented CT from describing many more case studies for this article. Lindstrom says, “We have seen huge growth in the use of RVBs.” In the end, virtually every source has the same opinion: RVB technology is an area that every infusion shop should investigate. Harper concludes, “The current market indicates that RVBs are indeed game changing and the answer for many applications.”
RVB material providers offer onsite training and video resources. The latter include the following:
- Smooth-On: http://www.smooth-on.com/media_video.php?category_id=28&category_name=Vacuum Bagging Videos
- Prairie Technology: http://www.sworl.net/videos.html
- SR Composites: http://srcomposites.com/newmovie.html
- Alan Harper Composites: https://www.facebook.com/photo.php?v=10200597021113981set=vb.283740204973144&type=2&theater
- MVP: https://www.youtube.com/watch?v=XYvfQhQZIgM










.jpg;maxWidth=300;quality=90;format=webp)




Related Content

XlynX Materials BondLynx and PlastiLynx for low surface energy PP, PE substrates
Award-winning Xlynx materials use breakthrough “diazirine” technology to boost bond strength up to 950% as adhesives, primers and textile strengtheners.
Read More
Resins, additives, adhesives and 3D printing solutions
CAMX 2023: Arkema’s broad portfolio of products for composites fabricators aim to enhance performance, durability and sustainability.
Read More
Scott Bader ATC begins Crestabond MMA structural adhesive production
Scott Bader’s Drummondville, Canada, facility has begun manufacturing and supplying composites-applicable adhesives to its North American customers.
Read More
Materials & Processes: Resin matrices for composites
The matrix binds the fiber reinforcement, gives the composite component its shape and determines its surface quality. A composite matrix may be a polymer, ceramic, metal or carbon. Here’s a guide to selection.
Read More