
Highly Corrosion Resistant Environmentally-Friendly Chromium Plating
A highly corrosion resistant, environmentally-friendly, whit¬ish chromium plating process is presented in this paper. The corrosion resistance test results on CASS and calcium chlo¬ride (anti-freezing agent) + kaolin were superior to those for conventional hexavalent (Cr+6) chromium plating. The hardness and heat-resistance was also superior to hexavalent plating. Numerous advantages were also seen with this novel chromium process when compared to current conventional trivalent chromium plating technologies.
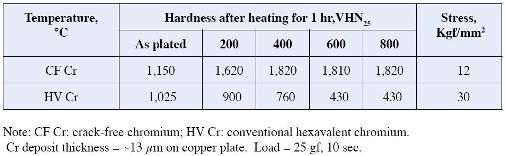
Table 1 - Vickers hardness and internal stress of chromium deposits

Figure 1—Surface morphology of chromium deposits (2000×): (a) crack-free chromium plating (CF Cr); (b) conventional hexavalent chromium plating (HV Cr).

Figure 2—CASS test results for plated plastic with micro-porous nickel plating after seven cycles: (a) crack-free chromium plating (CF Cr); (b) conventional hexavalent chromium plating (HV Cr).
Figure 3—CASS test results for plated plastic without micro-porous nickel plating after six cycles - with scratches prior to test: (a) crack-free chromium plating (CF Cr); (b) conventional hexavalent chromium plating (HV Cr).

Figure 4—Calcium chloride + kaolin corrosion test results for plated plastic with micro-porous nickel plating after one week: (a) crack-free chromium plating (CF Cr); (b) conventional hexavalent chromium plating (HV Cr).
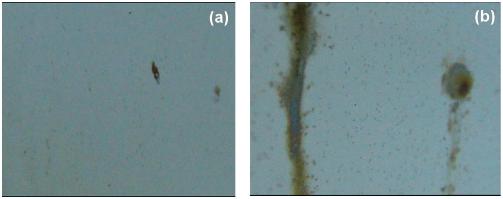
Figure 5—CASS test results for tri-nickel plating on iron after 4.5 cycles: (a) crack-free chromium plating (CF Cr); (b) conventional hexavalent chromium plating (HV Cr).

Toru Murakami is the Director of Uyemura (Malaysia) SDN. BHD., in Johor, Malaysia, a subsidiary of C.Uyemura & Co., Japan









.jpg;maxWidth=300;quality=90;format=webp)









Related Content

Materials & Processes: Fabrication methods
There are numerous methods for fabricating composite components. Selection of a method for a particular part, therefore, will depend on the materials, the part design and end-use or application. Here's a guide to selection.
Read More
Thermoplastic composites welding advances for more sustainable airframes
Multiple demonstrators help various welding technologies approach TRL 6 in the quest for lighter weight, lower cost.
Read More
Materials & Processes: Fibers for composites
The structural properties of composite materials are derived primarily from the fiber reinforcement. Fiber types, their manufacture, their uses and the end-market applications in which they find most use are described.
Read More
Plant tour: Middle River Aerostructure Systems, Baltimore, Md., U.S.
The historic Martin Aircraft factory is advancing digitized automation for more sustainable production of composite aerostructures.
Read MoreRead Next

Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More