
Advanced Composite Cargo Aircraft proves large structure practicality
Dr. John Russell reports that the successful completion of a flying aircraft in the the Advanced Composite Cargo Aircraft program has demonstrated the holistic impact that composites technology can have on future aircraft development.

Since its successful first flight in May 2009, the Advanced Composite Cargo Aircraft, now known as the X-55A, continues to undergo structural and flight testing, and is expected to be a valuable test asset for new AFRL concepts. Source: AFRL

Dr. John Russell is a senior materials engineer with the Air Force Research Laboratory (Wright-Patterson AFB, Ohio) and is the manufacturing engineer on the Advanced Composite Cargo Aircraft. He has a BS in chemical engineering and an MS in materials engineering from the University of Dayton (Dayton, Ohio) and a D.Sc in chemical engineering from Washington University (St. Louis, Mo.).
To control project cost and abbreviate its timetable, ACCA demonstrator development began with an existing aircraft platform, permitting Phase 2 awardee Lockheed Martin to reuse many of the noncomposite components and aircraft systems, such as engines and avionics. Source: AFRL

Although the U.S. Department of Defense’s (DoD) Composites Affordability Initiative (CAI) demonstrated technologies for manufacturing large, integrated and bonded composite aerospace structures — a success I discussed previously in this column (see “Editor's Picks," at right) — CAI has achieved minimal transition to actual military systems. To date, the only CAI hardware flying is the C-17 main landing gear door. In response, the CAI team agreed internally that a demonstration vehicle dedicated to flying such structures would be necessary to earn the confidence of the military aerospace community.
In 2006 the CAI team was presented that opportunity. Then U.S. Secretary of the Air Force Michael Wynn instructed the Air Force Research Laboratory (AFRL, headquartered at Wright-Patterson AFB, Ohio) to provide a recommendation on the feasibility of building a complete military transport aircraft demonstrator primarily with composite materials, using limited funding (<$100 million USD) and ensuring that the aircraft would fly within 18 months after the contract award.
AFRL’s CAI team, which I led, saw the project as a tremendous opportunity not only to showcase advanced composite design concepts but also to prove that composites could reduce costs and shorten the time required to field an advanced warfighting solution. We particularly wanted to focus on what we termed “high-payoff technologies” — those with a real chance of adoption by the military.
Following AFRL-funded feasibility studies with Boeing, Lockheed Martin, and Northrop Grumman, the AFRL released a broad agency announcement (BAA) in January 2007 requesting proposals for the Advanced Composite Cargo Aircraft (ACCA). The BAA challenged bidders to “do it for less,” with funding constrained to $50 million, “do it quickly” (first flight by October 2008) and make use of previously demonstrated or similar new CAI composite technologies. Envisioned as FAA Experimental, the aircraft would not be a planned acquisition but simply a true concept demonstrator. At 50 to 75 percent the size of a C-130 aircraft, it would have the best achievable combination of design features and capabilities for military utility, including
- the capacity to land on or take off from rough, unprepared fields and to tolerate thermal extremes;
- a fully pressurized fuselage, with volume for up to three 463L pallets; structures robust enough to resist common types of service-induced damage;
- flooring and aft-ramp loading designs compatible with 463L pallets and light wheeled vehicles;
- a cruise speed of at least 740 kmh (400 knots).
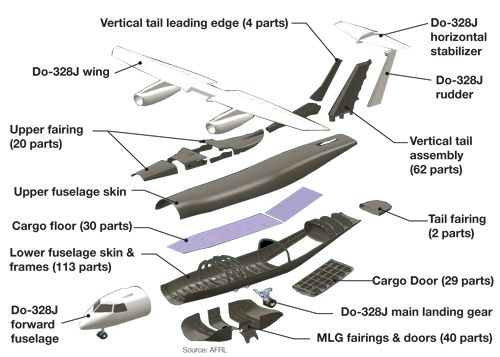
AFRL received nine proposals for ACCA, representing a cross-section of the U.S. aerospace industry. Of the nine, AFRL selected two, one submitted by Aurora Flight Sciences (Manassas, Va.) and the other by Lockheed Martin (Palmdale, Calif.). Each then submitted a detailed plan for Phase 1 in which a donor aircraft would receive new composite fuselage and tail components to enable larger cargo transport volume, but the power plants, avionics, etc. would be reused, providing considerable cost savings because new subsystems would not have to be proven. Aurora Flight Sciences proposed that an Antonov An-72 military be outfitted with a new composite fuselage, wing and empennage, making use of segmented, hat-stiffened skins spliced with metallic bands and compression-molded plastic frames. Lockheed Martin proposed the use of a Dornier Do-328J high-wing regional jet, remanufactured with a composite fuselage and empennage. Although both concepts were deemed feasible, the latter was selected as the less risky concept. Lockheed Martin, therefore, was authorized to proceed to Phase 2 to fabricate, assemble and fly a demonstrator by Sept. 30, 2008.
Lockheed disassembled the Dornier jet, salvaging the cockpit and flight controls, engines, subsystems and numerous other critical components for reuse on the ACCA. The plane was redesigned with an expanded, all-composite, bonded fuselage; a composite vertical stabilizer that features a cobonded assembly; a composite, aft-loading cargo door; and robust main landing gear fairings and doors.
The 19.8m/65-ft long upper and lower fuselage skins were a sandwich design fabricated using MTM-45-1 out-of-autoclave (OOA) carbon/epoxy prepreg supplied by Advanced Composites Group (Tulsa, Okla.) on low-cost, short-lead-time composite tooling from Janicki Industries (Sedro Woolley, Wash.), with oven cure (350°F/177°C) and vacuum pressure. Fuselage skin core was nonmetallic HRH-10 Flex-Core supplied by Hexcel (Dublin, Calif.). These large, integrated parts are the largest produced to date using MTM-45-1 material. The frames, floor supports, cargo door, pressure bulkhead and fairings were fabricated with the same or similar materials and methods, and were bonded to the lower and upper skins using three-dimensional woven “pi” preforms. Fiberglass isolation plies were used where necessary between carbon composite and aluminum parts to prevent galvanic corrosion. The upper and lower fuselage assemblies were bonded in a double-lap-shear configuration, using FM-300 adhesive from Cytec Engineered Materials Inc. (Tempe, Ariz.), then overwrapped with plies of MTM-45 and oven-cured. This method of fuselage fabrication required one-tenth the number of parts and 98 percent fewer fasteners than a conventional metallic design.
The 3.8m/12.5-ft long vertical tail was fiber placed using IM7/977-3 prepreg tape supplied by Hexcel, with skins precured in an autoclave. Separately fabricated ribs and a stringer web also were precured, then all parts were assembled and cobonded with pi joints made from the same IM7/977-3 material. The tail’s separately cobonded forward and rear spar assemblies were mechanically attached after the control surface mechanisms were installed inside the tail.
It took 10 months from Phase 2 authorization to complete the new fuselage and vertical tail. This rapid fabrication and assembly sequence was attributed to the use of OOA composites and CAI’s philosophical commitment to large integrated and bonded structures, which reduced the labor hours needed to design, plan, source, schedule, fabricate, calibrate, purchase, store and inventory tooling. In addition, the 90 percent reduction in parts cut down the labor hours in all aspects of part production, including hole drilling/fastening operations.
After airframe assembly, structural proof testing was completed in December 2008. Test results correlated well with predictions from the finite element model. Because there were some schedule slips due to challenges encountered with applications of OOA composites and large-scale bonding, the successful first flight of the ACCA, now called the X-55A, took place in May 2009, nine months later than planned. But the program’s technical goals were met: an aircraft with large integrated and bonded composite structures that meets military utility goals and is reasonably close to a C-130 in size, completed within the $50 million cost constraints of a government investment.
The X-55A, AFRL’s first prototype aircraft in 20 years, invalidated the current paradigm that an aircraft’s cost is a function of its weight, and has proved that the use of very large bonded structures and widespread use of OOA materials and manufacturing processes involve no more real-world risk to aircraft performance than do conventional metals and metal fabrication methods. OOA composites are aerospace quality and are entirely suitable for large aircraft. In fact, in view of the cost, labor and unitization benefits, the overall project risk is actually lower.
The ACCA team assessed the impact of parts consolidation (unitization) on cost. A study was performed in which the typical part count for a transport aircraft was reduced by 10, 30, 50, 70 and 90 percent. The analysis shows that although aircraft size and number manufactured certainly impact acquisition cost, the largest cost savings driver is part count reduction via large unitized and bonded structures. In terms of lessons learned, the team observed that an OOA bismaleimide (BMI) prepreg would be a welcome addition and longer prepreg out-time would be desirable, noting that fiber placement of slit OOA prepreg is now necessary to make large structures within current material out-time restraints.
Finally, the program has demonstrated the holistic impact that composites technology can have on aircraft development, from design to certification. Modification of an existing jet aircraft reduced the program schedule by half and the project costs by 75 percent, compared to those required for a “clean sheet” design.
With the conclusion of ACCA Phase 2, AFRL plans to use the X-55A as a flight-test vehicle for other high-payoff technologies. Under Phase 3, Lockheed will conduct additional structural and flight testing, and install more equipment. The X-55A is expected to be a valuable test asset for new AFRL concepts and a pathfinder for Joint Future Theatre Lift and Long Range Strike cargo aircraft concepts. The composites technology demonstrated in ACCA could find its way not only into future military aircraft but NASA’s Ares V launch vehicle as well.











.jpg;maxWidth=300;quality=90;format=webp)


Related Content

Cryo-compressed hydrogen, the best solution for storage and refueling stations?
Cryomotive’s CRYOGAS solution claims the highest storage density, lowest refueling cost and widest operating range without H2 losses while using one-fifth the carbon fiber required in compressed gas tanks.
Read More
Infinite Composites: Type V tanks for space, hydrogen, automotive and more
After a decade of proving its linerless, weight-saving composite tanks with NASA and more than 30 aerospace companies, this CryoSphere pioneer is scaling for growth in commercial space and sustainable transportation on Earth.
Read More
Plant tour: Joby Aviation, Marina, Calif., U.S.
As the advanced air mobility market begins to take shape, market leader Joby Aviation works to industrialize composites manufacturing for its first-generation, composites-intensive, all-electric air taxi.
Read More
PEEK vs. PEKK vs. PAEK and continuous compression molding
Suppliers of thermoplastics and carbon fiber chime in regarding PEEK vs. PEKK, and now PAEK, as well as in-situ consolidation — the supply chain for thermoplastic tape composites continues to evolve.
Read MoreRead Next

Market Trends: The Composites Affordability Initiative, Part I
The Air Force Research Laboratory's Dr. John Russell outlines the U.S. Department of Defense Composites Affordability Initiative. Part I of a two-part series.
Read More
Market Trends: Composites Affordability Initiative, Part II
The Air Force Research Laboratory's Dr. John Russell continues an outline the U.S. Department of Defense Composites Affordability Initiative. Part II of a two-part series.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More